
Как сделать станок для холодной ковки. Станки для холодной ковки: назначение, виды, изготовление
Металлические конструкции пользуются большой популярностью при обустройстве частных домов и квартир. Изогнутые изделия приносят необычайный колорит в интерьер и ландшафтный дизайн и позволяют создать очень привлекательную художественную картину. Многие владельцы собственных коттеджей стремятся сделать их уникальными, а для этой цели не подходят штампованные детали. Универсальные и специальные инструменты от производителей стоят достаточно дорого. Поэтому возникает уместный вопрос: как сделать станок для холодной ковки своими руками из подручных материалов.
Зачем нужен инструмент для холодной ковки?
Процесс холодной ковки отличается большей простотой и безопасностью, чем горячей. В первую очередь за счет того, что не требуется накаливание металла и строгое соблюдение температурного режима на протяжении всей работы.
Самодельный станок для холодной ковки может быть универсальным или предназначенным для изготовки деталей определенного формата.
- получение идеальной геометрии деталей для конкретной дизайн-идеи;
- экономия расходов;
- создание полного набора деталей с уникальным узором;
- сэкономить на выборе подходящего помещения — для холодной ковки не требуется особых условий и большого пространства, станок можно установить даже в гараже.
Важно! Перед тем как приступать к разработке чертежа, просмотрите фото готовых станков холодной ковки, чтобы знать, какой вам нужен результат.
Что можно сделать на станке холодной ковки?
Для художественной холодной ковки чаще всего используют мягкие металлы — это:
- дюралюминий;
- медь;
- сталь;
- латунь;
- магниевые сплавы;
- сплавы на основе никеля.
Важно! Выбор конкретного варианта зависит от цветовой гаммы и использованных материалов для всех окружающих предметов в интерьере или на придомовой территории.


Ассортимент возможных изделий из кованого металла не имеет каких-либо ограничений — все зависит от вашей личной фантазии и возможностей. Чаще всего используют ажурные детали для:
- организации лестниц;
- сборки ограждений и заборов;
- установки мангалов;
- украшение каминов;
- создания отдельных декоративных элементов — подставок для цветов, украшения стен и т.д.
Какие бывают станки для холодной ковки?
Разновидностей станков для холодной ковки очень много:
- Гнутик — прибор для изгибания деталей под заданным углом или для дуговой гибки.
- Улитка — шаблон (цельнолитой или со съемными деталями разного размера) для создания спиралевидных элементов.
- Твистер — инструмент, с помощью которого загиб исходной детали делают вдоль оси.
- Волна — с помощью этого станка холодной ковки создают волнообразные детали из прута.
- Инструмент для формовки колец.
- Пресс — для матричного отпечатка с путем прессования.
- Универсальные инструменты для резки, придания объема, клепания.
Важно! Функционировать такие станки могут как с применением ручной силы, так и посредством электродвигателя. Второй вариант позволяет выполнить всю работу немного быстрее, но тоже потребует от работника определенных усилий и навыков.

Как сделать станок для холодной ковки своими руками?
На сегодняшний день существует много конструктивных решений для изготовления самодельного станка холодной ковки. Домашние умельцы используют самые неожиданные инструменты и оборудование для переделки под нужный инструмент. В этой статье ниже вы найдете чертежи наиболее популярных вариантов инструментов для ручной ковки металла и подробные инструкции сборки.
Чертежи станков для холодной ковки
Как сделать станок цельной улитки в домашних условиях?
Очень часто при сборке любых ажурных конструкций из металла используют спиралевидные элементы. Именно для изготовления таких деталей одного размера подойдет этот станок.
Именно для изготовления таких деталей одного размера подойдет этот станок.
Инструменты
Для выполнения работы подготовьте:
- листовую сталь;
- стальные полосы;
- прутки;
- профильную трубу;
- болгарку;
- сварочный аппарат;
- наждак;
- рулетку;
- маркер;
- плоскогубцы;
- бумагу и карандаш.
Инструкция сборки цельного станка
Чтобы получить в результате своей работы надежный инструмент с подходящими параметрами, действуйте так:
- Сделайте на бумаге рисунок будущей спирали на 3 витка.
- Выверьте параметры таким образом, чтобы в резьбу вставлялся армирующий прут сечением в 10 мм.
- Вырежьте из листа стали 2 пластины: одна — 100*100 мм, вторая — 130*130 мм.
- Сделайте 3 отрезка длиной 7 см из профильной трубы.
- Подготовьте 3 полосы стали и 3 см прута.
- Все детали предварительно обработайте по краям наждаком, чтобы убрать заусенцы по срезу.
- Изогните стальную полосу по шаблону — легче всего это сделать плоскогубцами. В итоге у вас должно получиться 3 спиральные пластины разной длины.
- Приварите все детали по схеме, установив в начало самой короткой спирали пруток — он обеспечит надежную фиксацию.
- Самой последней приварите по центру снизу профильную трубу.
Важно! Очень ответственно выполняйте все сварочные работы — от качества фиксации напрямую зависит износостойкость инструмента.

Видео
В результате выполненных работ у вас получится такой станок для холодной ковки, как в ниже приложенном видео. Там же вы можете наглядно просмотреть последовательность ваших действий при сборке.
Как сделать станок наборной улитки?
Основа конструкции наборной улитки мало чем отличается от предыдущего станка. Также потребуется вырезать из стального листа основу-пластину, на которую будут в дальнейшем крепиться наборные детали. Дальше сделайте следующее:
Дальше сделайте следующее:
- Из стальной пластины сформируйте плоскогубцами центральный (начальный) элемент для загиба спирали.
- Прикладывайте полосы к основе и отмечайте маркером на подложке места отверстий для сверления — в них вы будете затем фиксировать разные детали комплекта.
- Зачистите все срезы на заготовках наждаком.
- Приварите центральный элемент к основе или закрепите на этой детали фиксаторы из прутков и просверлите дырку в месте установки.
- Приварите профильную трубу и пруток.
Важно! Учтите, что при изготовлении этого станка для холодной ковки очень важно максимально четко выдержать все параметры заготовок и обозначить места их будущего крепления. В противном случае у вас не получится ажурная деталь нужного размера.
Видео
В готовом виде ваша улитка будет выглядеть следующим образом.
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Важно! В результате такой работы у вас получится станок с 2-мя блоками, один из которых неподвижный, второй — подвижный.
Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Заключение
Как вы уже убедились, при наличии элементарных навыков работы с инструментами и четкой разработке предварительного чертежа станка, собрать его несложно. Правильно поставьте цель, выберите подходящий тип конструкции и смонтируйте инструмент, действуя последовательно. В этом случае качественный результат вам гарантирован — вы легко сделаете все ажурные детали из металла для украшения своего дома.
Ручной инструмент для холодной ковки металла
Прошло много времени с тех пор, как человек освоил искусство обработки металла. Даже сейчас, когда каждое ремесло разбавлено высокими технологиями, никто не сможет оспорить процесс, который называется холодной ковкой.
Ручной инструмент, используемый при работе, может помочь мастеру получить прекрасные узоры и фигуры. И в умелых руках металл обретет любую форму. И недаром ковку считают искусством, ведь столько прекрасных металлических украшений было сделано посредством холодной и художественной ковки.
Но если раньше единственный способ исправить металл был напрямую связан с огнем, а профессий кузнеца владели лишь единицы, то в наше время любой целеустремленный человек сможет испытать свои силы в этой смеси искусства и ремесла. Главное – это приобрести оборудование для холодной и художественной ковки. Некоторые инструменты можно изготовить своими руками.
Наковальня
Оборудование, которое должно быть всегда, для холодной и художественной ковки — это конечно же наковальня и молот. И если приобрести или сделать самодельный молот – это не проблема, то установить наковальню весьма затруднительно. Подразделяют наковальни на двурогие, однорогие и безрогие. Самым оптимальным вариантом является двурогая.
Самым оптимальным вариантом является двурогая.
Нижняя часть наковальни называется основанием, а верхняя поверхность – лицом. Верхняя часть должна быть закалена и отшлифована, в противном случае могут появиться вмятины и трещины. Также на холодной заготовке могут остаться следы, которые может оставить ручной молот или другой самодельный инструмент. Заостренную часть наковальни применяют для разгонки коле или для гибочной работы, противоположная часть (называет также хвостом) служит для гибки под углом девяносто градусов.
Есть несколько способов установки наковальни. Традиционным способом считается установка на деревянной колоде. Сделать это можно и своими руками. Для этого используют самодельные заготовки с диаметров 500 миллиметров таких пород дерева, как береза или дуб. Высота такого стула вместе с наковальней будет около 80 сантиметров.
То есть лицо наковальни будет находиться на уровне руки мастера. И если нет возможности купить цельную колоду, то самодельный стул можно изготовить из отдельных брусков своими руками, скрепленных стальными обручами. Для этой работы понадобится набор, куда входят простейшие инструменты, такие как молот.
Для этой работы понадобится набор, куда входят простейшие инструменты, такие как молот.
Самодельный станок для холодной ковки
Но не только молот, наковальня и другой самодельный или ручной инструмент понадобится для холодной или художественной ковки из металла. Также в этом ремесле важны самодельные станки, которые могут стать быть сделаны в домашних условиях. Такое оборудование может быть заточено на одну операцию или универсальным. Также важно иметь хороший набор инструментов для холодной ковки, куда обычно входят щипцы, молот и прочее.
В вопросе выбора привода для подобной установки нужно грамотно учесть толщину обрабатываемого проката. Прут лучше изгибать вручную стоит только при маленькой толщине. И закрываю глаза на то, что на рынке есть простые ручные станки для холодной и художественной ковки, большинство из них не выдержат серьезных нагрузок и считаются лишь игрушечными вариантами реальных станков, на которых люди зарабатывают.
Но если взглянуть с другого угла, то профессиональное оборудование обойдется гораздо дороже, и организация небольшого ЧП по ковке из металла будет весьма затратной. Поэтом многие опытные кузнецы решили, что изготовить ручной станок для ковки металла будет значительно выгоднее, чем покупать дорогое оборудование и приспособления.
Поэтом многие опытные кузнецы решили, что изготовить ручной станок для ковки металла будет значительно выгоднее, чем покупать дорогое оборудование и приспособления.
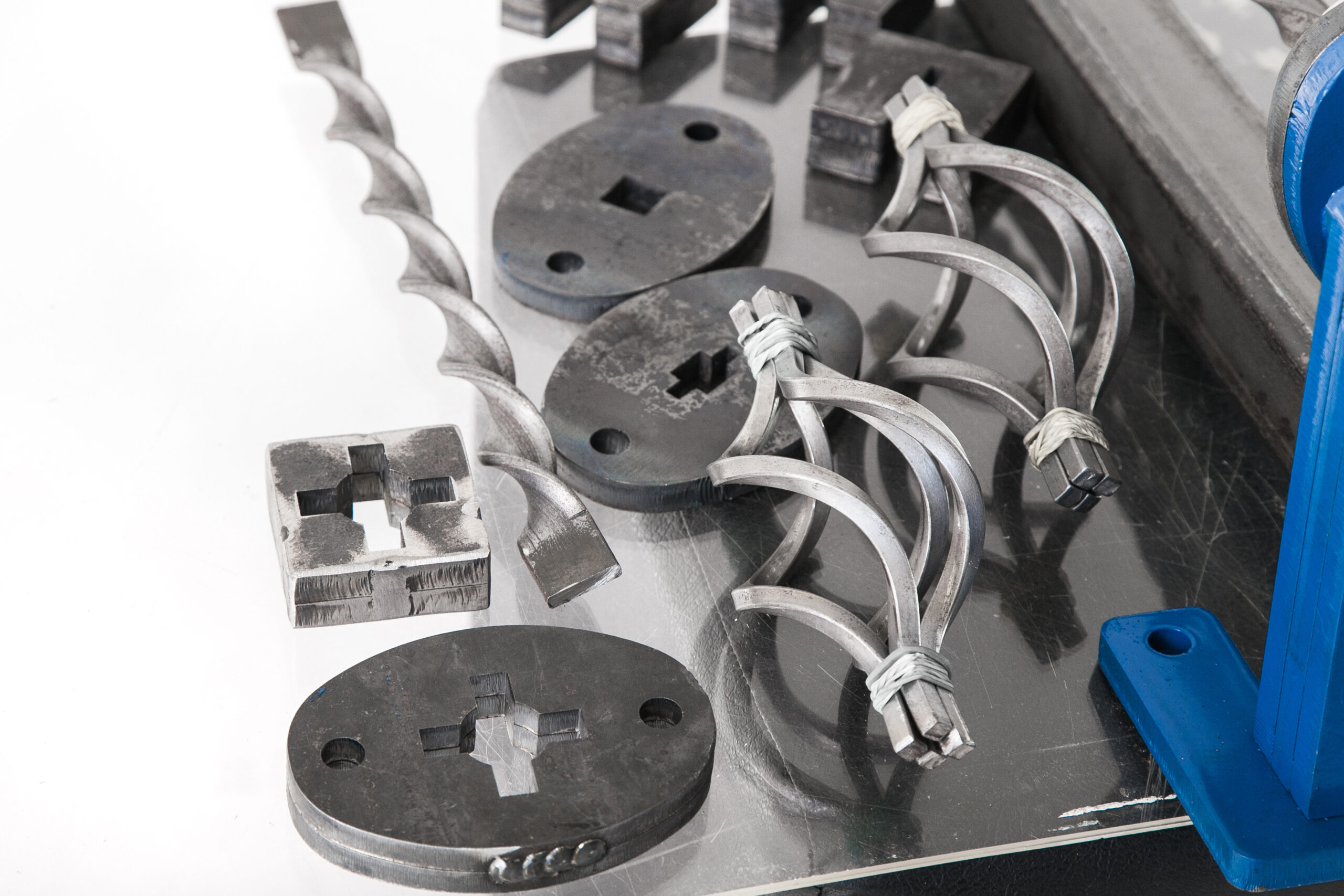
Обычно принцип формирования узоров из металла путем художественной ковки сводится к скручиванию. Эти узоры получаются из круглого или квадратного прута. Делится эта операция на два вида: навивка круглой спирали вокруг центра или скручивание, которое происходит на продольной оси. Также допускается возможность получения матричного отпечатка, которую можно получить при помощи пресса из металла.
Самодельные детали и инструмент для изготовления изделий из металла, полученные подобным способом, используют для композиции, которая будет основой для будущего изделия. Используя метод холодной и художественной ковки, кузнецы добиваются повышения экономической выгоды, а также большего геометрического совпадения.
Одна из самых распространенных форм изгиба изделий из металла – это завитки. Для их формирования ручной станок и инструмент холодной ковки обязан обеспечивать контролируемую и плавную навертку прута на спираль. Лучшим вариантом будет вращение меньше 10 оборотов в минуту. Если скорость будет больше этого предела, то момент, когда нужно остановить навивку, будет весьма затруднительно.
Достигнуть понижения оборот можно при помощи ременной передачи или используя редукторы. Большая часть редукторов получили ограничения по количеству оборотов, которые они могут совершить (предел – 1500 оборотов в минуту). Поэтому если в станке установлен двигатель с высоким пределом оборотов, то можно провести ступенчатое понижение в плане скорости.
Чтобы получить понижение, необходимо добавить ременную передачу перед редуктором. Такая мера предосторожности поможет сохранить кинематическую систему в исправном состоянии и защитит ее от перегруза. Многие умельцы, которые собирали самодельные станки и оборудование, использовать в основном цепную передачу использую стандартный набор, но если судить по отзывам, то для получения плавного пуска лучше использовать такие приспособления, как шкивы.
Стоит помнить, что самодельные станки, ручной инструмент и приспособления не имеют стандартов по мощности электроприводов. И сборка обычно проводится из того, что кузнец находит под рукой. Но для получения хорошего усилия и возможности изгибании толстого металла вам понадобится достаточно мощный движок.
Итог
Залогом хорошей ковки является набор, где находятся все необходимые приспособления, крепкий кузнечный молот. А самодельное оборудование, как этот станок, только поможет начинающему мастеру познать основы и помочь в малом бизнесе.
Похожие статьи
Устройства для холодной ковки: чертежи, необходимые инструменты
Внимание каждого привлекают изящные витые узлы на перилах железных лестниц, а также ажурные металлические ограды. При этом не все имеют представление о том, что такие приспособления и предметы изготавливаются методом холодной ковки.
При желании можно без труда научиться воплощать в металле такую красоту. Для этого достаточно иметь в наличии специализированные станки и обладать минимальными навыками работы с материалом.
Особенности холодной ковки
Механическое сгибание металлического прута с помощью специализированных станков, в результате которого ему придается задуманная заранее форма, называется холодной ковкой. Такие манипуляции могут осуществляться на станках как вручную с помощью рычагов, так и благодаря функционированию электромоторов. Кроме всего прочего, с помощью холодной ковки могут сгибаться трубы небольшого диаметра, выполняться витые ограды, а также украшаться жилые сооружения, украшения беседок, фонарей, изготавливаться металлические скамейки, решетки, ворота, а также балконы, лестницы и даже мебель.
Начать собственное производство можно, всего лишь освоив несложный метод холодной ковки. На начальном этапе понадобится приобрести специальное оборудование или же сделать приспособления для холодной ковки собственными руками.
Оборудование и инструменты
Для того чтобы своими руками изготовить кованое изделие, нужно иметь в наличии следующие приспособления:
- фонарик;
- твистер;
- глобус;
- улитку;
- волну;
- гнутик.
Из всех перечисленных выше приспособлений, самым главным считается гнутик, так как именно благодаря ему осуществляется изменение формы металла. Основной его функцией является изгиб детали под определенным углом. Улитка необходима для свивания детали в спирали. Фонарик используют для сгибания деталей, а волна предназначена для выполнения волнообразно выгнутых элементов.
Все инструменты, используемые для ковки изделий, очень просты в применении и с их эксплуатацией без труда сможет разобраться каждый желающий.
Преимущества станков для холодной ковки
Чтобы под механическим воздействием металл принял требуемую форму, используется метод холодной ковки. Лучше всего для таких целей подходит мягкий материал. Методу холодной ковки в основном отдается предпочтение, если требуется создавать большое количество идентичных элементов.
Еще одним неоспоримым преимуществом данного способа воздействия на металл является то, что в процессе создания не требуется наличие высочайшего мастерства.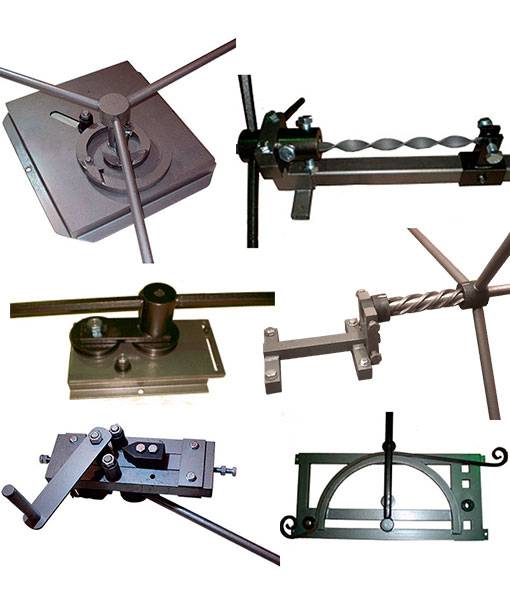 Если сравнивать холодную ковку с горячей, то она отличается следующими неоспоримыми достоинствами:
Если сравнивать холодную ковку с горячей, то она отличается следующими неоспоримыми достоинствами:
- быстрой воспроизводимостью;
- низкой стоимостью;
- высокой скоростью изготовления;
- прочностью покрытия;
- отсутствием нагрева элементов.
Несмотря на то что кованые изделия, выполненные с помощью холодной ковки, имеют множество преимуществ, есть у них и определенные недостатки. Основными из них считаются простота форм и необходимость использования громоздкого и разнообразного оборудования.
Назначение и разновидности станков
Основным предназначением любого станка является облегчение ручного труда человека. Для того чтобы осуществить ковку по холодному типу, можно использовать различное оборудование. В таком случае значительно снижаются физические усилия мастера, а также выполняются следующие действия:
- изгиб профиля под требуемым углом;
- продольное скручивание заготовок;
- изготавливаются завитки или спирали.

При использовании приспособлений для холодной ковки получаются специфические детали, которые позволяют выстраивать их в определенной комбинации и создавать художественное полотно. Все станки, предназначенные для данного способа обработки металла, подразделяются на две категории: специализированные и универсальные.
Можно ли сделать станок собственными руками?
Приобрести приспособление для холодной ковки можно только в специализированном магазине или же сделать заказ в Интернете. В таком случае весь процесс приобретения напрямую зависит от платежеспособности покупателя. Если же свободных финансов нет или отсутствует желание тратить немаленькие деньги, то в таком случае можно без труда изготовить станок собственными руками.
Можно обойтись и без станка, только в таком случае понадобится приложить максимум усилий для того, чтобы достичь желаемого результата. Соорудить приспособление для холодной ковки можно в двух вариантах:
- простом;
- универсальном.

Что касается первого, то в таком случае речь идет о тисках. Универсальная модель дополнена определенными элементами (такими как корзинка или фонарь).
Устройство станков
Все без исключения приспособления, предназначенные для холодной ковки, обладают определенными особенностями и параметрами. Для того чтобы начать заниматься этим не только увлекательным, но и прибыльным делом, требуется иметь представление о том, для чего используется каждый станок. В работе мастера применяют следующие виды приспособлений:
- Гибочные станки. Служат для изменения размеров изгибов и волн. Сгибать на таком станке можно прутья диаметром до 16 миллиметров.
- Твистер – агрегат, оснащенный специализированным шаблоном, непосредственно к которому придавливается обрабатываемый металл. При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.
- Основание с проставками создано для выполнения узоров совершенно любой вариации. Подобные механизмы имеют очень простую конструкцию.
 Подобные механизмы имеют очень простую конструкцию.
Подобные механизмы имеют очень простую конструкцию.Как собрать станок своими руками?
Перед тем как собирать приспособление для холодной ковки своими руками, требуется позаботиться о том, чтобы его основание было достаточно прочным. Только в таком случае результат оправдает ожидания. В качестве опоры могут использоваться швеллеры или двутавры, которые предварительно свариваются между собой. Также рекомендуется обязательно к опоре прикрепить лапы из аналогичного профиля и только после этого можно приниматься за изготовление остальных узлов.
Станок «Улитка»
Если появилось желание самостоятельно изготовить станок, то в таком случае «Улитка» будет одной из самых оптимальных конструкций. Для того чтобы все сделать правильно, требуется в первую очередь иметь представление об особенностях работы станка. Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
В первую очередь необходимо позаботиться о наличии прочного каркаса. Не рекомендуется изготавливать его из деревянных брусьев, так как он не сможет выдержать длительных нагрузок. Самым оптимальным вариантом считается использование толстостенной трубы, металлических уголков или швеллеров.
Из металлической плиты необходимо вырезать в форме круга две столешницы. Именно этот элемент приспособления для холодной ковки металла будет принимать на себя основную часть нагрузки, поэтому на его качестве ни в коем случае нельзя экономить.
Также стоит позаботиться о наличии других необходимых деталей, к которым относится рычаг и вал. Изготовить вал на самодельное приспособление для холодной ковки можно из толстостенной трубы необходимого диаметра. Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Как только все необходимые элементы будут готовы, можно приступать непосредственно к сборке станка. Все действия выполняются в следующей последовательности:
- сначала устанавливается каркас таким образом, чтобы до него обеспечивался беспрепятственный доступ со всех сторон;
- далее ножки станка бетонируются или закрепляются;
- затем к каркасу приваривается основная столешница;
- устанавливается главный вал и приваривается столешнице;
- элемент укрепляется специальными треугольниками и на него надевается вращающийся рычаг.
- после этого устанавливается верхняя столешница и приваривается к основному валу;
- завершается сборка монтажом на столешницу сегментов улитки.
Как только сборка приспособления для холодной ковки своими руками будет полностью завершена, проводится пробное сгибание. Эта операция делается в обязательном порядке.
Торсионный станок
Для одноосного продольного скручивания можно сделать приспособление для холодной ковки торсионного типа. Для основания в таком случае необходимо подготовить двутавр или швеллер.
Для основания в таком случае необходимо подготовить двутавр или швеллер.
После этого к нему нужно присоединить с помощью сварки железную полоску, на которую будут непосредственно установлены тиски для зажима. Они надежно закрепляются с помощью четырех болтов. Следующим этапом является наваривание на тиски рифленых пластин и установка направляющих роликов. К последним присоединяется зажимной узел, который обеспечивает подвижность заготовки.
Далее изготавливается специальная ручка, служащая для проворачивания подвижной части зажима. После завершения всех работ и полной сборки станка, он обязательно проверяется на прочность и работоспособность. Только после этого окончательно закрепляется на опорной раме.
Станок «Гнутик»
Чтобы каждое изделие было качественно изготовлено, станки и приспособления для холодной ковки в мастерской должны быть различных видов. Для формирования угла необходим «Гнутик». Он собирается из специальной стальной пластины, на которой закрепляется рычаг и два опорных вала. Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Если было принято решение заниматься формованием изделий, то обязательно следует позаботиться о наличии станка под названием «Гнутик». Изготовить ее довольно просто. Достаточно четко следовать чертежу приспособления для холодной ковки. Также важно использовать инструментальную сталь.
Станок «Волна»
Согласно фото, приспособление для холодной ковки «Волна», состоит из закрепленных на рабочей столешнице пары стальных дисков с осью вращения.
Управляется он методом изменения расстояния между дисками. В процессе обработки прутка происходит формирование узора, затем он снимается и процесс осуществляется с другой стороны.
Станок-пресс
Для формирования наконечников прутьев необходимо иметь в наличии пресс. Для изготовления такого приспособления для холодной ковки металла своими руками нужно заказать шестерни, валы, валки и подшипниковые втулки. Все эти элементы приобретаются в магазине.
Агрегат функционирует в результате вращения штанги с грузами и отведения назад до упора винтового бойка.
Нюансы изготовления
Несмотря на то что множество станков, предназначенных для холодной ковки, сравнительно просто конструируются, перед их созданием рекомендуется ознакомиться с информацией и всеми нюансами изготовления. Это нужно сделать для того, чтобы в процессе сборки не возникло никаких непредвиденных обстоятельств, которые могут негативным образом сказаться на качестве изделия.
Перед тем как приступить непосредственно к конструированию станка для холодной ковки, необходимо составить чертеж, в котором будут в мельчайших деталях определены все особенности будущего приспособления. После того как схема будет готова, требуется приобрести и подготовить все необходимые детали. Только после этого можно приступать к сборке.
Перед изготовлением станка нужно подготовить станину для того, чтобы все детали для конструирования располагались под рукой. Все параметры нужно точно просчитать, чтобы приспособления не мешали друг другу. Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Особенности соединения и покраски деталей
Как только изготовление приспособлений для холодной ковки будет завершено, можно приступать непосредственно к выполнению художественных элементов.
После изготовления деталей, их следует соединить между собой. Сделать это можно несколькими способами. Нередко элементы соединяются методом сварки. После фиксации и остывания образовавшаяся окалина стачивается.
Гораздо более красивым методом соединения считается использование хомутов, которые представляют собой проштампованные полоски металла. Как только все элементы будут зафиксированы между собой, осуществляется их окраска. Для этого используются кузнечные эмали или краски для металла на акриловой основе.
Можно также использовать и порошковые составы, но технология будет относительно дорогой. Перед тем как нанести эмаль на поверхность, последняя должна быть тщательно подготовлена. Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Подводим итоги
Перед тем как приступить к созданию художественных изделий из металла, нужно позаботиться о наличии всех инструментов и приспособлений для холодной ковки. Все работы должны выполняться осторожно и внимательно. Только в таком случае можно добиться идеального результата.
В большинстве случаев изготовить станки для холодной ковки намного выгоднее собственными руками. Эти приспособления играют важную роль и необходимы для производства качественных изделий. Это объясняется тем, что далеко не каждый элемент представляется возможным обработать с помощью ручных приспособлений, да и стоимость большинства станков является достаточно высокой, даже в том случае когда речь идет о самых элементарных агрегатах.
Многие мастера предпочитают самостоятельно изготавливать станки, которые помогают сделать довольно оригинальные изделия. В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
Заготовки для холодной ковки. Гнутик для холодной ковки своими руками
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы — гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель — кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.

При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.

Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка — два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном — 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.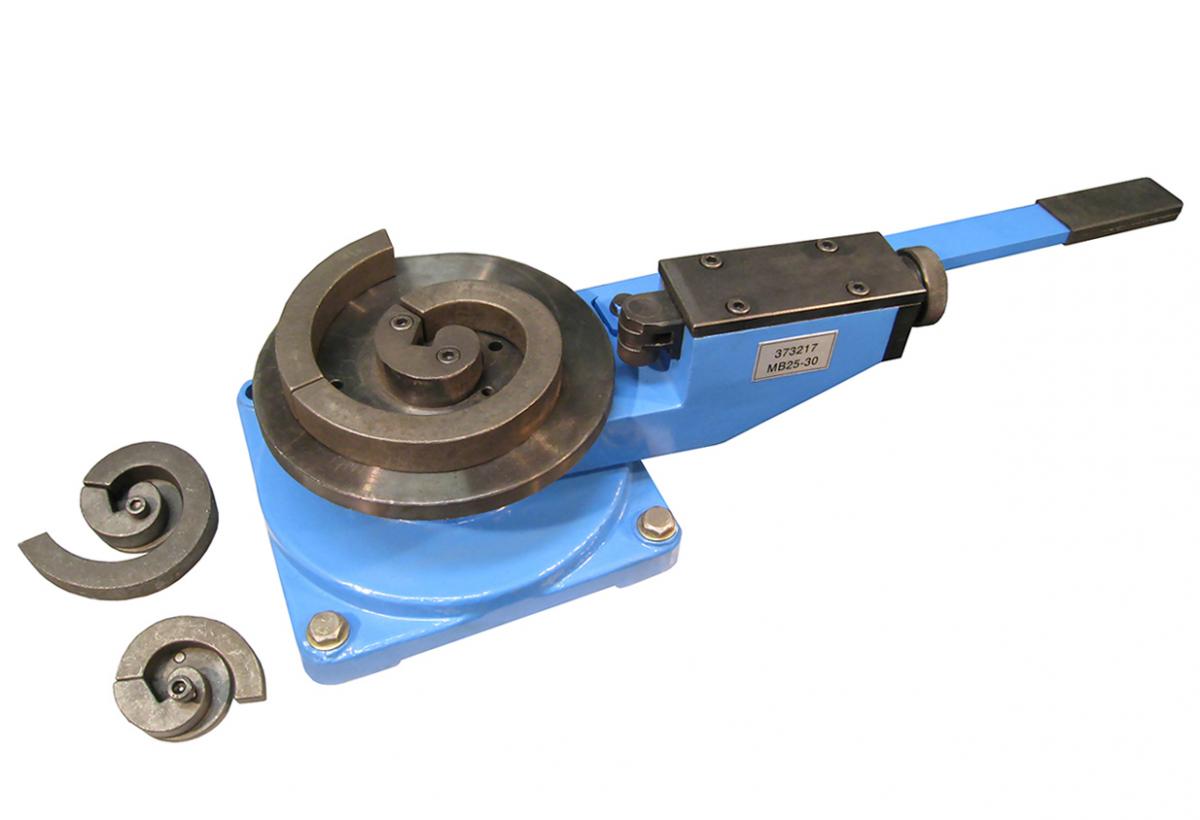
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ — закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон.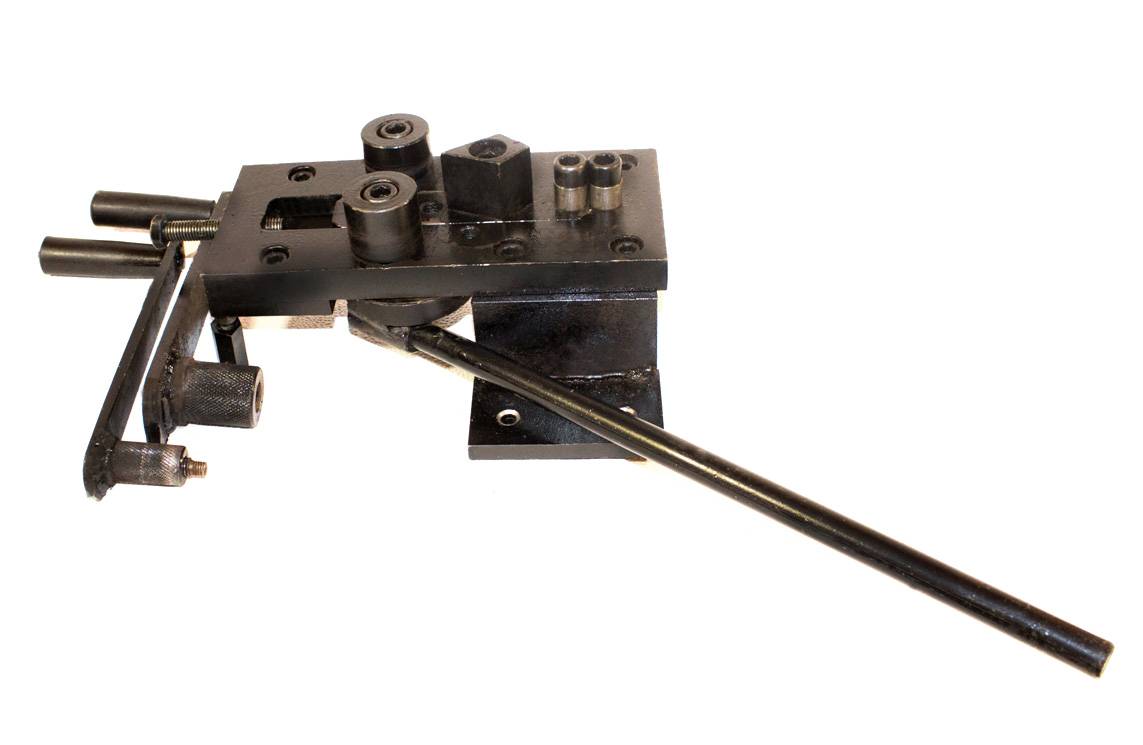 На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков — их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное — обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
«Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Холодная ковка невозможна без специального кузнечного оборудования . Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
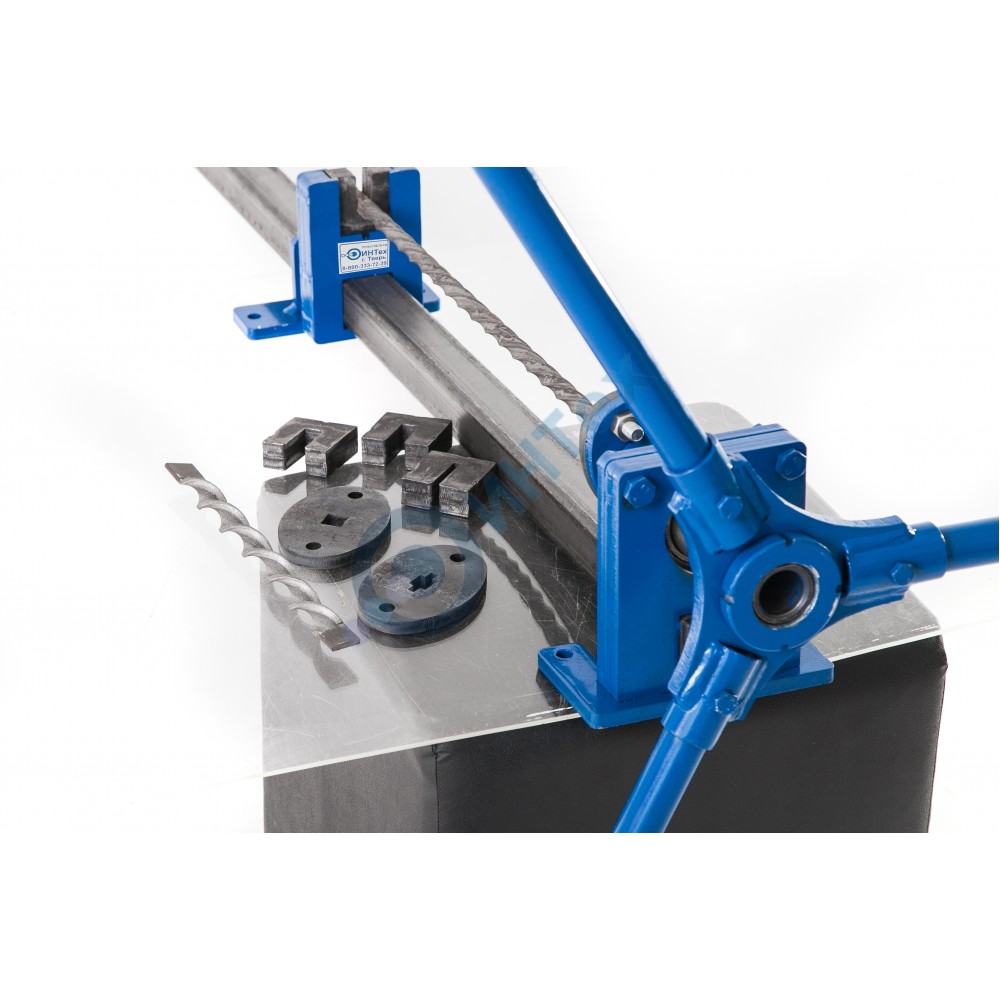
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Изготовление улитки
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
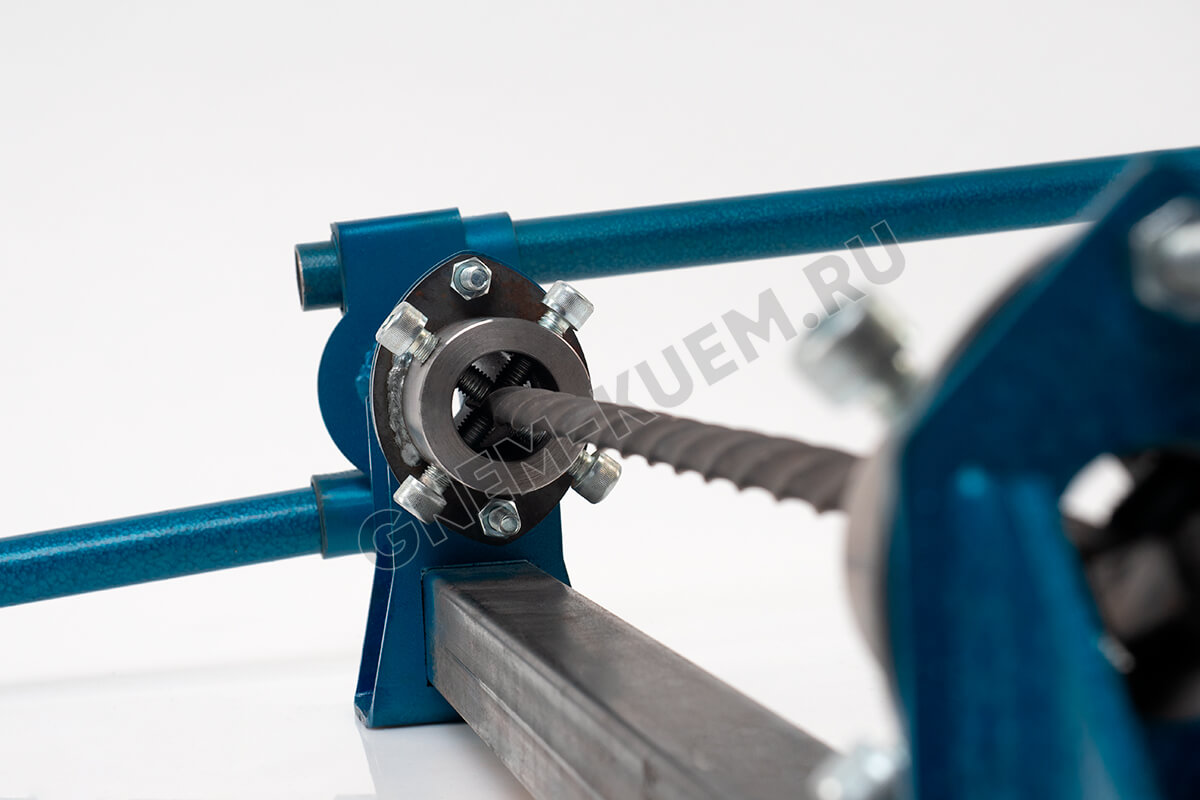
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру.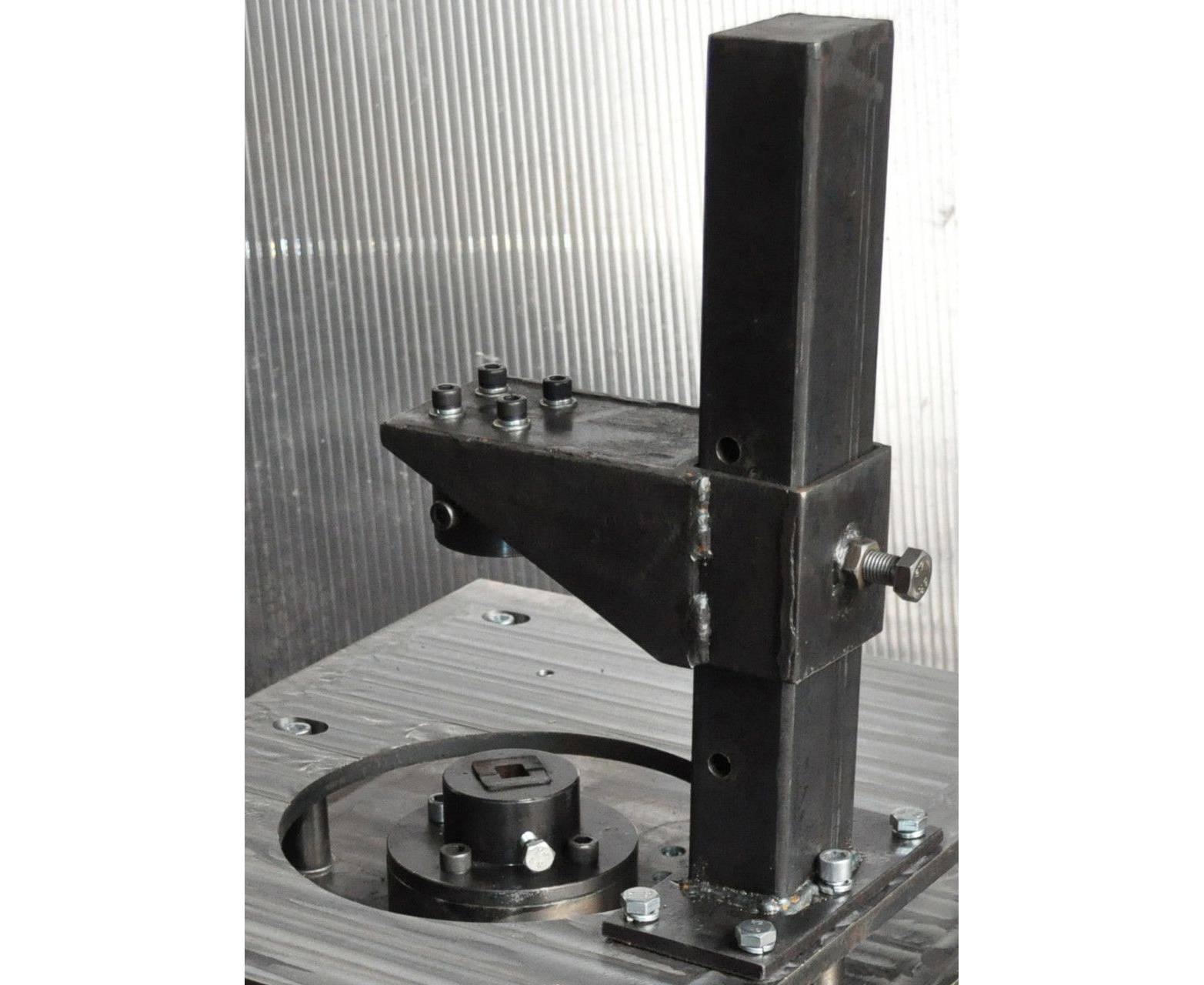 С применением метода холодной ковки производятся:
С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали.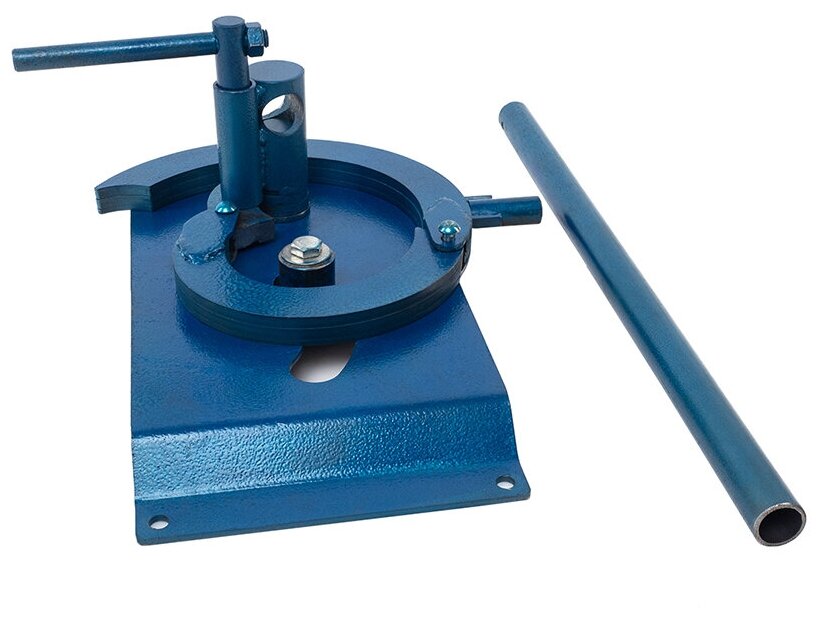 С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
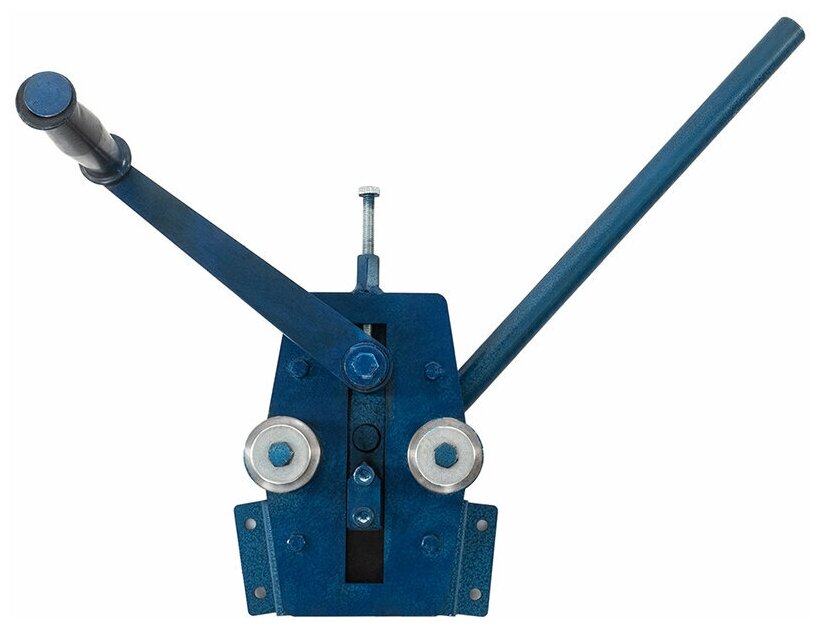
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.

Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.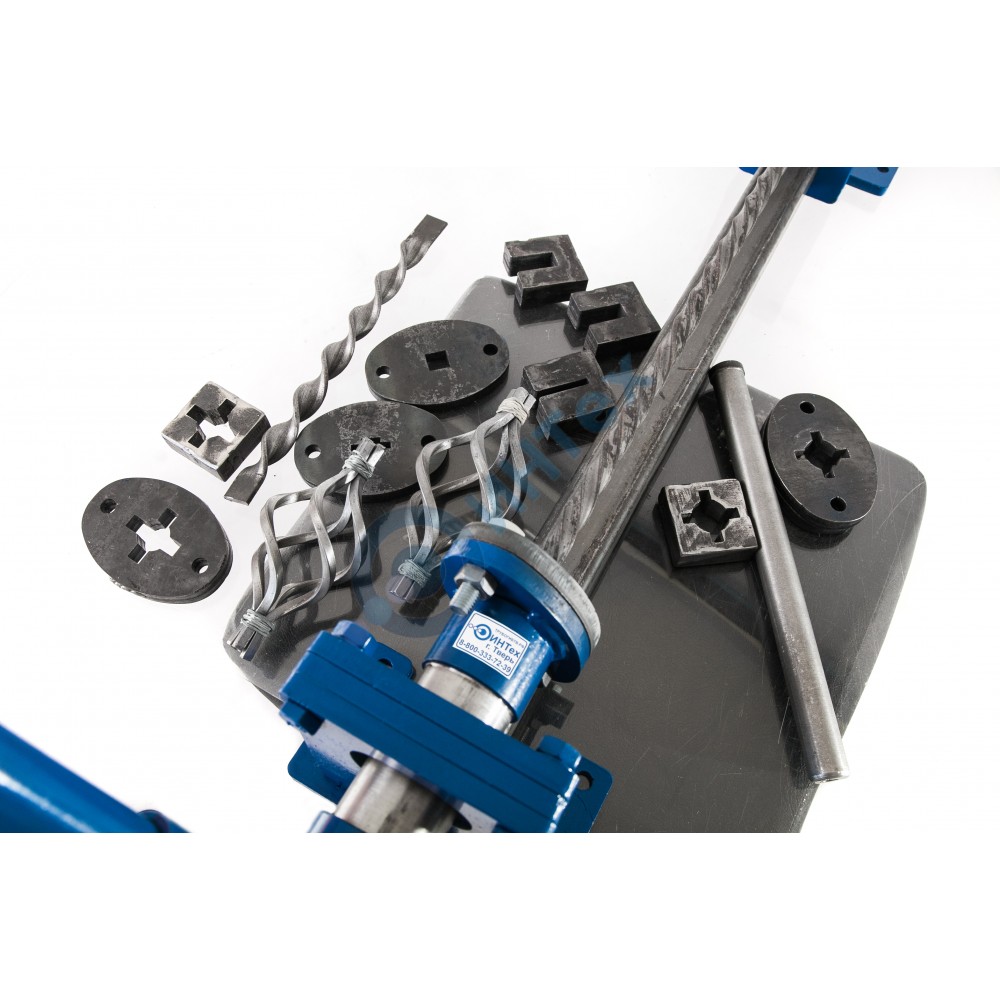
Принципы холодной ковки металлов
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.

В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
 Для этого следует установить еще один вращающий вал;
Для этого следует установить еще один вращающий вал;Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
 Это позволит изготовить детали различной длины;
Это позволит изготовить детали различной длины;Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Самодельные кузнечные станки. Холодная ковка: оборудование и процесс своими руками. Самодельный станок для холодной ковки: правила изготовления
Любуясь красотой ажурного металлического забора или любуясь невероятным витым узором на перилах железной лестницы, мало кто задумывается, что они сделаны методом холодной ковки… Научиться воплощать красоту в металле легко. Для этого достаточно иметь минимальные навыки работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие машины для этого нужны? Что можно сделать на этих машинах? Ответы на эти вопросы вы найдете в нашей статье.
Правильнее было бы назвать холодную ковку — механическую гибку металлического стержня на специализированных станках, для придания ему формы, задуманной изготовителем. Гибка стержней в станке может производиться как вручную с помощью рычагов, так и с помощью электродвигателей. Помимо металлического прутка методом холодной ковки можно гнуть трубы малого диаметра, узкие железные полосы и арматуру.Методом холодной ковки производятся:
- Витые заборы.
- Украшения для жилых зданий.
- Ворота узорчатые.
- Ограждения балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решетки.
Элементы, изготовленные методом холодной ковки
Освоив метод холодной ковки, вы легко сможете начать собственное дело по производству изделий из металла. Тем более, что первоначальные финансовые вложения вам потребуются только на покупку станков, а если делать станки своими руками, то можно обойтись минимальными затратами.
Тем более, что первоначальные финансовые вложения вам потребуются только на покупку станков, а если делать станки своими руками, то можно обойтись минимальными затратами.
Ниже мы дадим вам инструкцию по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка» — один из примеров самостоятельного проектирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Нужно руководствоваться своим представлением о станке, как и что будет гнуться, сколько витков спирали хватит для качественной работы, какого размера будет рычаг со столешницей.Если понимать суть процесса изготовления машины, то и сама сборка не вызовет особых затруднений.
Станок «улитка»
Изготовление основных узлов станка
Рама.
Процесс гибки железного прутка подвергает машину большим нагрузкам, поэтому при изготовлении каркаса для «улитки» используется только металлический уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдержит длительных нагрузок и разрушится.
Не делайте каркас из деревянных брусьев, такой стол не выдержит длительных нагрузок и разрушится.
Столешница.
Столешница для «улитки» изготавливается из металлической пластины, вырезанной в форме круга, толщиной не менее 4 мм. Из этой же плиты вырезают вторую столешницу, повторяющую форму первой. На второй столешнице будут размещаться сегменты улиток и загибаться изделия. В процессе холодной ковки столешница берет на себя основную часть нагрузки, поэтому нет необходимости экономить и делать ее из более тонкого листового железа.
Основной вал и рычаг.
Главный вал размещается по центру между столешницами и крепится к основанию четырьмя прямоугольными треугольниками. Вал можно изготовить из толстостенной трубы необходимого диаметра.
Рычаг прикреплен к валу кольцом и вращается вокруг него; дополнительно на рычаге установлен ролик для сгибания прутьев на верхней столешнице.
Схема станка
Маркировка и установка навесного оборудования
В зависимости от того, хотите ли вы производить только однотипные образцы или вам потребуется больше художественных изделий, существует три варианта устройства «улитка».
Вариант №1.
Это самый простой из трех вариантов, суть его в том, что на столешнице рисуется контур спирали.
Чертеж сегментов «улитки»
По своей сути это чертеж будущих изделий, которые вы будете производить на станке. После нанесения схемы достаточно вырезать из толстых железных полос разной ширины несколько отрезков, повторяющих линию чертежа, и приварить их по разметке к столешнице. На такой статической «улитке» можно делать самые простые наклоны.
Вариант №2.
Второй вариант наиболее популярен среди самодельных станков, он предполагает изготовление разборной улитки из съемных деталей. По контурам разметки сверлятся отверстия, в которых нарезаются резьбы. Далее из картона или фанеры изготавливаются шаблоны стоп-сегментов, а из них – накладки из металла. Наконец, в накладках просверливаются отверстия, которые должны совпадать с монтажными пазами на столешнице. Для закрепления сегментов в основном используются болты, но можно сделать и цилиндрические упоры. Такая конструкция «улитки» позволит производить на одном станке спиральные заготовки с разным радиусом.
Такая конструкция «улитки» позволит производить на одном станке спиральные заготовки с разным радиусом.
«Улитка» из металлических полос
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров выполнено несколько съемных модулей с разными вариантами улиток, которые меняются по мере необходимости. Модуль сделан из куска железа, на который наварены сегменты, повторяющие части спирали.
Модули-улитки
Сборка машины.
- Установите раму в месте, где у вас будет легкий доступ к машине со всех сторон.
- Забетонируйте ножки рамы в полу или закрепите раму другим доступным способом.
- Приварите основную столешницу к раме.
- Установите главный вал, приварив его к столешнице и укрепив треугольниками.
- Наденьте вращающийся рычаг на вал.
- Установите верхнюю столешницу, приварив ее к основному валу.
- Поместите сегменты улиток на столешницу.
После сборки выполните пробный изгиб стержня.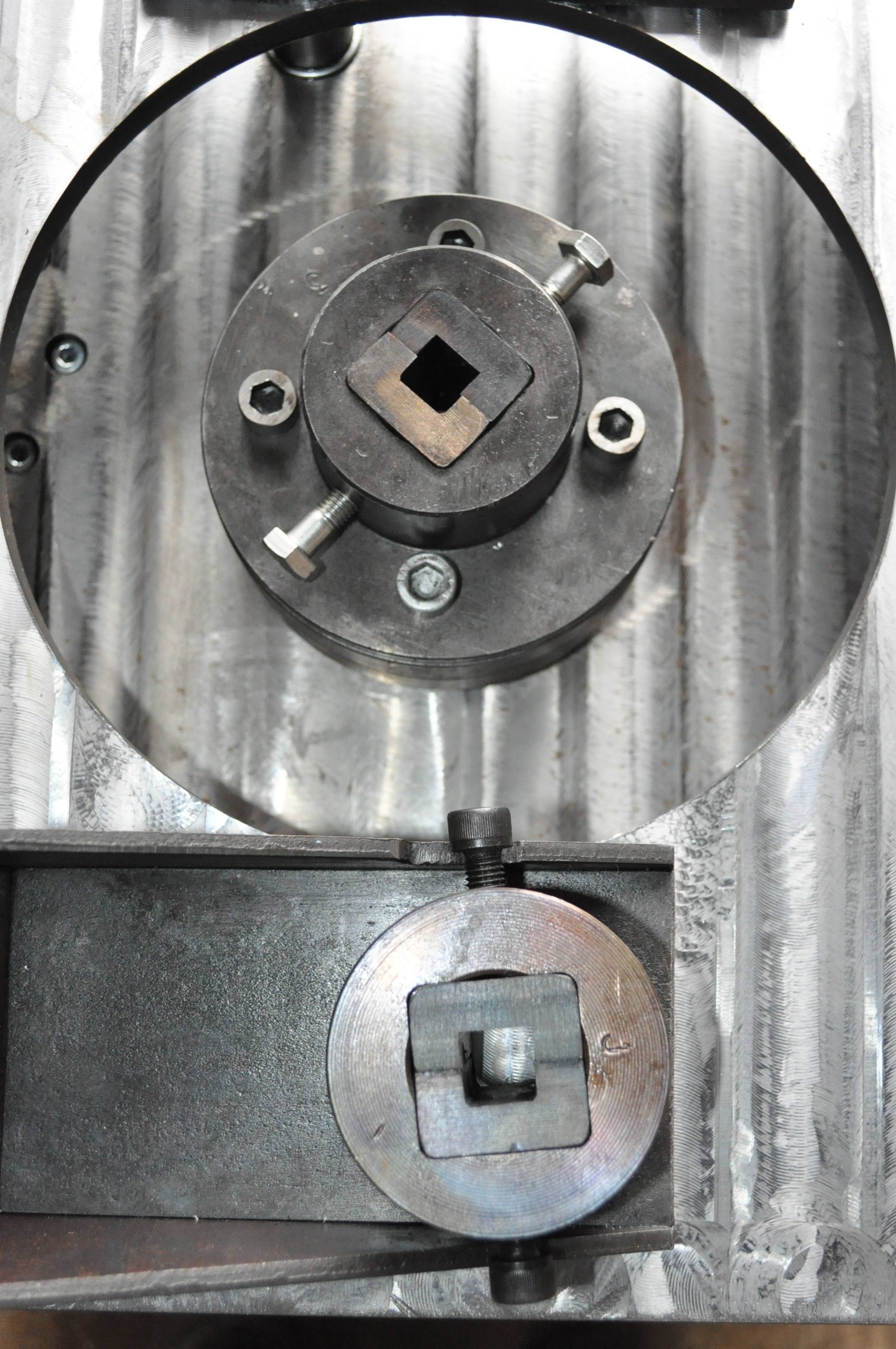
Подробнее о сборке улиточного станка холодной ковки смотрите видео:
Торсионный станок
Этот станок предназначен для одноосной продольной крутки заготовки из поперечного бруска или квадратного профиля.
Торсионный станок
Для основания торсиона используется швеллер или двутавр. К нему с помощью сварки крепится толстая железная полоса, на которую устанавливаются тиски для зажима неподвижной части стержня. Тиски крепятся четырьмя болтами диаметром М16 и более.Для повышения прочности зажима штанги на тиски наваривают пластины из гофрированной листовой стали. С противоположной стороны основания установлены направляющие ролики, к которым крепится узел прижима подвижной части заготовки. Изготавливается из стальной втулки, в которой необходимо предусмотреть отверстия для прижимных болтов, расположенных под углом 120 градусов. Болты должны иметь плоский конец и быть изготовлены из высококачественной стали. Оба прижимных приспособления должны располагаться соосно, для этого их необходимо проверить с помощью уровня, сантехнического угольника и штангенциркуля.
Виды станков
Далее необходимо сделать ручку для поворота подвижной части зажима. Его рычаг должен ударять как можно дольше, чтобы уменьшить приложенную силу. Саму ручку лучше сделать с резиновой втулкой для предотвращения соскальзывания руки во время работы.
После полной сборки станка его проверяют на надежность работы подвижных элементов и точность деформации стержня. После проверки машина крепится к базовой раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите видео:
Станок гнутик
Для формирования качественного угла в изделии, изготовленном методом холодной ковки, необходимо понадобится машинка под названием «гнутик». Он состоит из стальной пластины с подвижным упором, на которой находятся два опорных вала и рычаг.
Станок гнутик
Заготовка помещается между клином и опорными валами. После этого с помощью рычага клин смещается в сторону валов, что приводит к изгибу заготовки.
Компьютерная модель станка
Сделать такой станок достаточно просто, главное следовать заданному чертежу и использовать инструментальную сталь, так как в процессе работы на часть устройства оказывается большая нагрузка.
Также можно посмотреть как сделать гнутик на видео:
Волновой станок
Правильнее будет назвать этот станок управляемой волной. Оснащение станка состоит из пары стальных дисков диаметром 140 мм, которые крепятся болтами к рабочей столешнице.Ось вращения универсального ключа закреплена на приводном диске.
Волновая машина
Волновое управление происходит в результате изменения расстояния между дисками. При прокатывании бруска вокруг приводного диска с набалдашником формируется рисунок, после этого брусок снимается с проводника и формируется узор с другой стороны.
Работу станка можно посмотреть на видео:
Станок — пресс
Пресс необходим для формирования наконечников стержней.Этот станок работает по принципу маховика, в начале, вращая штангу с грузами, винтовой боек отводится назад до упора. После этого в прорезь вставляется сменный штамп и укладывается заготовка. Затем быстро размотайте штангу в обратную сторону и дайте ей свободно вращаться. В завершение ударник сильно ударяется о хвостовик штампа, за счет этого развивается достаточное для пробивания усилие.
После этого в прорезь вставляется сменный штамп и укладывается заготовка. Затем быстро размотайте штангу в обратную сторону и дайте ей свободно вращаться. В завершение ударник сильно ударяется о хвостовик штампа, за счет этого развивается достаточное для пробивания усилие.
Вальцовочный станок
Что касается ручного прокатного стана, то его можно сделать самому, но все равно придется заказывать — специальные стальные валки, втулки подшипников и валы, а шестерни покупать в магазине.На таком станке можно делать только наконечники «гусиная лапка» и «листья».
Соединение и покраска деталей
Элементы, изготовленные методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается болгаркой или другой болгаркой.
- Зажимы — такой вид соединения выглядит гораздо красивее. Для хомутов применяют штампованные металлические полосы толщиной 1,5 мм и более.
Готовые изделия окрашиваются кузнечными эмалями или красками по металлу на акриловой основе.
Соединение деталей сваркой
Изделия, изготовленные методом холодной ковки
Предлагаем Вам ознакомиться с вариантами изделий, которые можно изготовить методом холодной ковки:
Как видно из всего вышеизложенного, холодная метод ковки не требует больших финансовых затрат и достаточно прост в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы правильно сделали.
Комментарии:
Холодная ковка – сложный, но востребованный процесс.Изготавливать самоделки для холодной ковки должен уметь каждый мастер. нет смысла их приобретать.
Холодная ковка – длительный, но востребованный процесс.
Ничего сложного в этой работе нет, но нужна усидчивость, аккуратность и желание сделать все максимально качественно.
Изготовление улитки
- Болгарский.
- Аппарат электродуговой сварки.
- Листовая сталь 2-3 мм.
- Труба профильная.
- Стальная полоса 3-4 мм.
- Стальной стержень 5 мм.
- Бумага и карандаш.
- Маркер.
- Дрель.

Основной элемент в работе — улитка. На нем делают всевозможные изгибы, а то и целые спирали, поэтому нужно знать их строение и разновидности.
Инструмент для холодной ковки: молот, хлыст, улитка, твистер, волна, объемный и другие.
Самый простой вариант – это несколько стальных улиток-моноблоков на индивидуальных платформах, которые легко изготавливаются своими руками и служат до последнего.Для их изготовления вам потребуется всего лишь листовая сталь 2-3 мм (2 пластины 10*10 см и 1 пластина 13*13 см), стальная полоса 3-5 мм (длина измеряется индивидуально), профильная труба 2-3 мм (7 см) и брусок 5 мм (3 шт. длиной 3 см). В самом начале на миллиметровой бумаге делается рисунок (архимедова спираль), как будет выглядеть улитка, причем вход в нее должен располагаться точно напротив конечной петли, иначе добиться максимального качества не удастся.
Стальная полоса сгибается пассатижами, по ходу проверяется точность по бумажному чертежу.Как только 1 полоска будет изогнута, нужно продолжить рисунок в виде еще 1 витка и повторить процедуру еще с 1 полоской. Подход 3 идентичен описанным, но очень важно помнить, что каждый последующий — это не продолжение предыдущего, а совершенно отдельная деталь.
Теперь можно сварить все элементы вместе с помощью сварочного аппарата. Самая длинная спираль закрепляется на участке 13*13 см. Все швы необходимо выполнять от самого начала стыка до конца, чтобы не было зазоров.
В самом конце практически все мастера оставляют все как есть, но если есть желание добиться максимальной прочности, то можно закалить металл. Для этого его нужно поместить в духовку, а через 30 минут остудить любым удобным способом (водой, маслом, жидким свинцом или просто на сквозняке).
Но есть и более сложный вариант, при котором на выходе получается не целая гора металла, а наборный проводник, с которым работать гораздо удобнее. Причем принципиальной разницы в строении не будет, а начало совершенно одинаковое — полный рисунок спирали на миллиметровой бумаге.
Причем принципиальной разницы в строении не будет, а начало совершенно одинаковое — полный рисунок спирали на миллиметровой бумаге.
«Улитка» помогает изготовить ажурные элементы методом холодной ковки.
Затем вырезается пластина 15*15 см из стали 3-4 мм (увеличенная толщина за счет необходимого дополнительного запаса прочности) и стальная полоса сгибается пассатижами, и она гнется от начала до конца без заминок. После того, как полоска согнута, ее прикладывают к пластине и обводят с 2-х сторон черным или красным маркером (другие менее заметны).
Затем полоса разрезается на 3 составные части, которые будут набираться в процессе работы.К каждой детали приваривается стальной пруток 3-5 мм длиной 1 см с шагом 3 см. Единственным исключением является улитка основания, которая тем не менее будет приварена к пластине.
И так основная часть сварена, а для того, чтобы обеспечить возможность набора элементов на пластину, нужно прикрепить их к будущим местам и обвести маркером каждую планку, после чего в полученных кружочках проделываются соответствующие отверстия (деталь должна быть установлена свободно, но не иметь свободного хода). В самом конце профильную трубу варят снизу ровно по центру, но прокаливать металл не нужно, потому что в этом случае этот шаг будет вредным.
В самом конце профильную трубу варят снизу ровно по центру, но прокаливать металл не нужно, потому что в этом случае этот шаг будет вредным.
Вернуться к содержанию
Изготовление торсиона
- Тиски.
- Двутавр.
- Болты с гайками.
- Стальные ролики с фиксаторами.
Торсион инструмент для , но в отличие от улитки скручивает любое изделие. Изготовление обычно не занимает очень много времени, но все используемые материалы должны быть качественными, иначе они просто лопнут от напряжения.
Тиски устанавливаются на двутавр с 1 стороны. Особенностью тисков будет его вертикаль, имеющая подвижный ограничитель.Тиски закреплены таким образом, что их можно перемещать и фиксировать в любой удобной точке двутавра.
С другой стороны руль. В качестве руля может выступать предмет любой формы с тисками в центре, при этом он будет косвенно связан с двутавровой балкой, чтобы иметь возможность вращаться. Этот конструктивный элемент находится в стационарном состоянии, закреплен во всех возможных точках сварочным аппаратом.
Вернуться к содержанию
Способы передвижения
- Шестерни разных диаметров.
- Зажимы.
- Электродвигатель.
- Провода и тумблер.
После изготовления основных рабочих элементов нужно решить, как они будут работать. Для этого есть 2 варианта:
- Ручной привод. Для этого улитки крепятся в тиски и вручную совершаются вращательные движения. Что касается торсионов, то для приведения их в движение нужно приварить стальные стержни с шагом 20 см. Точность довольно высокая, но если дрогнет рука, то может выйти брак.Минус в том, что к концу дня вы будете чувствовать себя невероятно уставшим. Но это бесплатно и доступно в любой точке мира.
- Электропривод. Нужна большая мощность (2,2-3,0 кВт), но при этом минимальное количество оборотов (1000-1200 об/мин) + редуктор. Для соединения подвижных механизмов используются специальные ремни, а не цепи. Очень важно обратить внимание на защиту, которая изготовлена из листовой стали толщиной 2 мм, ведь более тонкие аналоги могут выйти из строя. В результате необходимо добиться очень низкой скорости вращения детали, но при этом очень большой мощности, чтобы узлы не перегревались и не выходили из строя раньше времени.
 В результате необходимо добиться очень низкой скорости вращения детали, но при этом очень большой мощности, чтобы узлы не перегревались и не выходили из строя раньше времени.
В результате необходимо добиться очень низкой скорости вращения детали, но при этом очень большой мощности, чтобы узлы не перегревались и не выходили из строя раньше времени.Сначала немного физики. Ковка как целостный процесс представляет собой обработку металлов путем их нагревания. Молоты, наковальни, печи, могучие кузнецы в кожаных фартуках — это все о горячей ковке и классическом кузнечном деле. Там профессионалы, дорогое оборудование, отдельные кабинеты – работа недешевая. Мы говорим совсем о другом процессе — холодной ковке.
Если разобраться, то эта технология не ковка. Правильнее было бы назвать это изгибанием металлических стержней, иногда его называют «гибким».Но, поскольку термин «художественная холодная ковка» уже устоялся в многочисленных рядах металлургов, будем пользоваться общепринятыми терминами.
Вся художественная ковка состоит из сплошных изгибов, волн, завитков — все они разного размера, в самых разных сочетаниях. Металл руками не согнешь, даже если он самый мягкий. Поэтому основным единственным методом холодной ковки является металлообработка на станке. Для каждого металлического элемента есть свой инструмент.
Поэтому основным единственным методом холодной ковки является металлообработка на станке. Для каждого металлического элемента есть свой инструмент.
Образцы художественной ковки.
Первым делом нужно их приобрести, но сначала разобраться с типами станков холодной ковки. Сложность такого оборудования невелика, и стоимость тоже невелика.
Если вы собираетесь заниматься кузнечным делом для себя, вам будет достаточно нескольких ручных приспособлений. Темп работы на ручном оборудовании медленный, но стоимость производства и использования значительно ниже. Электроприводы нужны только в случаях коммерческой ковки на заказ, тогда игра будет стоить свеч.
Специальные станки для холодной ковки – это целая куча вариантов, они бывают с ручным управлением или с электродвигателями, самодельные или покупные. Для воплощения в металле всех мыслимых и немыслимых художественных идей вполне достаточно 5 — 7 видов. Как минимум половину из них можно сделать своими руками.
Как минимум половину из них можно сделать своими руками.
Главное помнить, что холодная ковка металла под силу каждому, у кого есть желание и упорство. Прежде чем решиться заняться холодной ковкой, необходимо разобраться в некоторых нюансах этой технологии и видах специального оборудования.
Классификация станков
Типы машин холодной ковки.
Станки холодной ковкиделятся на четыре основных типа:
- Твистеры или улитки витые спирали с плоской поверхностью и узкими стержнями, чаще всего эти станки используются для ручной холодной ковки.
- Устройства торсионного типа предназначены для изготовления витых объемных спиралей.
- Виды гибочные — для спиралей с широким стержнем.
- Инерционная штамповка — для декоративных зажимов и обработки торцов всех элементов.
Перед подробным описанием каждого вида пройдемся по технологиям холодной ковки, их всего три:
- Вытяжка : Это раскатывание и удлинение металлического куска, процесс похож на раскатывание теста скалкой. Так работают прессовые валки при ковке. По этой технологии готовят лапы, хомуты, щуки.
- Кручение : Скручивание детали вдоль оси, подробности см. ниже.
- Гибка : изгибает металл по шаблону в разных направлениях.
 Так работают прессовые валки при ковке. По этой технологии готовят лапы, хомуты, щуки.
Так работают прессовые валки при ковке. По этой технологии готовят лапы, хомуты, щуки.Твистеры или улитки?
Описание машин для ковки.
Оба являются одним и тем же. Самый популярный станок холодной ковки среди широких масс кузнечной публики. Действительно: на первый взгляд машина кажется слишком уж примитивной.
Но он сочетает простоту пополам с гениальностью:
- легко сделать самому;
- дешево;
- чрезвычайно прост в использовании;
- из него можно делать целые массивы красивейших металлических шнурков.
По принципу работы твистеры являются разновидностью гибочных станков, о них см. ниже, с некоторыми доработками, на них легко могут работать новички. Словом, улитка или твистер — удивительная машина по всем возможным критериям: простота изготовления, широкие художественные возможности, дешевизна и простота в использовании, других просто нет.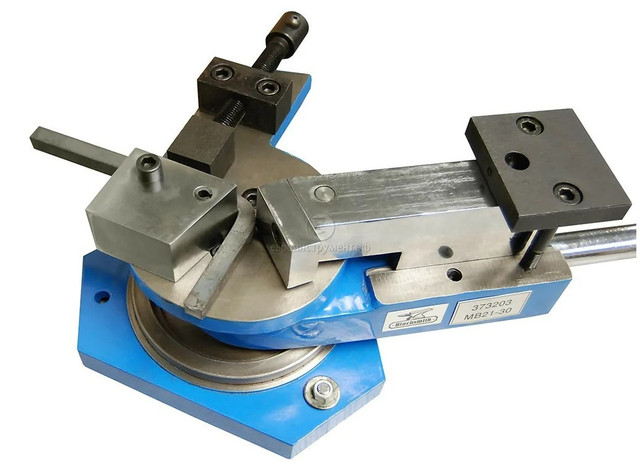
Твистеры встречаются в двух инженерных вариантах:
У этой улитки есть слабые места, куда же без нее. Все дело в складном лемехе: важен правильный материал, из которого его нужно изготовить, и сложность изготовления соединений звеньев лемеха.Эти соединения должны быть очень точными — именно они придают форму завитку. Конструкция и материал шарниров должны учитывать многократное повторение поворотов при серьезных нагрузках. Вторая и последняя слабость – эксцентричное зажатие детали.
Учитывая частоту использования улитки и ее недостатки, разумнее всего будет купить ее, а не делать самому. Если речь идет о дебюте в холодной ковке, и выбор станка делается для абсолютного новичка, то лучшим вариантом будет второй инженерный вариант улитки.
- Чемпион по популярности и положительным сторонам в работе! Улитка рычага с неподвижным шаблоном и отклоняющим роликом. По своей сути это трубогиб. Сразу следует отметить, что по производительности труда этот вариант уступает твистеру с буртиком и лемехом. Во-вторых, для него не подойдет никакая столешница; здесь вам понадобится настоящая стальная станина с креплениями на опорной поверхности. Кровать дома не поставишь: над рычажной улиткой можно работать только в мастерской.
 Во-вторых, для него не подойдет никакая столешница; здесь вам понадобится настоящая стальная станина с креплениями на опорной поверхности. Кровать дома не поставишь: над рычажной улиткой можно работать только в мастерской.
Во-вторых, для него не подойдет никакая столешница; здесь вам понадобится настоящая стальная станина с креплениями на опорной поверхности. Кровать дома не поставишь: над рычажной улиткой можно работать только в мастерской.Станок для придания рельефной поверхности.
Еще одной особенностью рычажной улитки является медленный темп работы. Можно завить 3 – 4 локона, чуть меньше, чем с воротником-улиткой. Однако плюсы рычажной улитки перевешивают все ее минусы:
- Все элементы станка могут быть изготовлены из обычной стали.
- Вместо прижимного ролика, который не изготавливается из обычной стали, можно использовать подшипник.
- Материал станины и других деталей позволяет рассчитывать на длительное использование машины.
- Больше разнообразных завитков — можно менять их форму загибами в обе стороны (в первой версии улитки это невозможно).
- Удобнее работать с концами деталей, которые можно скрепить.
На рычажном твистере можно работать с плоскими полосами металла. Это считается большим преимуществом станка, так как на других устройствах с полосами невозможно работать в плоском виде.
Это считается большим преимуществом станка, так как на других устройствах с полосами невозможно работать в плоском виде.
В этом чемпионском подразделе можно сделать небольшое чемпионское резюме в виде совета новичкам: в проеме для холодной ковки лучше начинать с рычажного твистера — улитки с закрепленным шаблоном и отклоняющим роликом.
Торсионы от слова торс
, торсионные машиныТехнология Curl.
Скручивание вдоль туловища, а это говорит о многом. Торсион для холодной штамповки предназначен для винтового продольного скручивания стержней. Если разобраться, то можно их крутить и без станка: достаточно один конец зажать в тисках, на другой конец поставить колодку, закрутить стержень в направляющей трубке. Все просто, но сегодня речь идет о художественной ковке, поэтому качество скрутки с учетом мельчайших нюансов – требование номер один.Поэтому прутья лучше скручивать, хоть вдоль, хоть поперек, с помощью станков.
В отличие от твистеров, торсионную оснастку можно изготовить самостоятельно, подавляющее большинство торсионов в народе самодельные. Эти машины также требуют прочной станины с такими же прочными креплениями на опорной поверхности. Тяги в правильных торсионах удерживаются в квадратных патронах, которые фиксируются хомутами.
Эти машины также требуют прочной станины с такими же прочными креплениями на опорной поверхности. Тяги в правильных торсионах удерживаются в квадратных патронах, которые фиксируются хомутами.
Все было бы элементарно, если бы у мастеров холодной ковки не считались особым шиком художественные фигурки типа корзины, фонарика или конуса — фигурных утолщений, сделанных из нескольких скрученных прутьев.Все они называются загадочно — нити. Для их изготовления нужно вставить в торсион пучок стержней меньшего размера, чаще всего 4 – 5 штук.
С шишками и фонариками придется повозиться — ветки от хвороста нужно вручную разводить вширь, что очень сложно и требует приличного навыка. Для качественных нитей, гордости кузнецов, к торсионам крепятся специальные шпиндели с винтовой подачей шпинделей. Проблемные элементы, но для воплощения художественных замыслов и эстетики металлов — без нитей никуда.
Матрицы для гибки.
Внимание! Торсионные станки — единственное оборудование для холодной ковки, в котором электропривод оправдан и целесообразен при любом объеме работ. Вот уж действительно так, уж больно нудная и нудная работа с ручным приводом шпинделя. Но это не основная причина. Вручную добиться равномерного скручивания невозможно; это требует очень даже вращения.
Вот уж действительно так, уж больно нудная и нудная работа с ручным приводом шпинделя. Но это не основная причина. Вручную добиться равномерного скручивания невозможно; это требует очень даже вращения.
Инерционные штамповочные машины
Этот вид оборудования напоминает прессы или пресс-валки, которыми молодые мастера иногда пренебрегают.А зря: без фигурных хомутов для соединения деталей и декорированных концов тяг работа никогда не будет иметь эстетичного вида. Эти прессы работают как маховик, в котором ударник ударяет по месту штампа. Декоративные детали имеют небольшие размеры, точность их изготовления должна быть очень высокой, поэтому такой вид станка даже не нужно изготавливать вручную.
Все бы ничего, да только инерционные штамповочные прессы дорогие. Но здесь можно найти решение, назовем его «комплексное решение для ковки».Различные типы наконечников очень легко изготавливаются методом горячей ковки. Для этого не обязательно быть опытным мастером. Либо посетите мастерскую горячей ковки, либо заведите изящную кузницу самостоятельно – легко и недорого можно сделать из подручных материалов. Для такой мелкой работы своя отдельная кузница не нужна, делать нечего — разогревать металл.
Для такой мелкой работы своя отдельная кузница не нужна, делать нечего — разогревать металл.
Гибкий или складной
На практике гибочные станки чаще называют «гибочными станками». Но среди кузнечных мастеров наиболее популярен станок для холодной ковки, который делает из металла волны и зигзаги, гнутик.Данное оборудование является настольным и имеет довольно простую конструкцию. Но лучше купить, чем делать самому. Дело в том, что в этом виде ковки очень нужна высокая точность обработки деталей. Есть связка для холодной ковки очень недорогая, особенно для труб меньше 12 — 16 мм.
Изгиб – другое дело, гораздо более простое, чем изгиб: это изгибание стержня под нужным углом. Изгибы делаются с помощью шаблонов. Сначала рисуется чертеж шаблона, затем на стальную пластину наваривается завиток.Ковка заключается в протягивании детали по всем изгибам завитка.
Еще можно изготовить ручные станки для холодной ковки в виде гибов своими руками. Единственная часть такой машины, которую нужно будет докупить – это ролики. Их нужно делать только из специальной стали: либо инструментальной, либо хромоникелевой. Само оборудование для холодной ковки можно сделать из скоб и дуг с упорами, которые будут определять контур волны. Волны могут тогда получиться самыми разнообразными, что и требуется.
Их нужно делать только из специальной стали: либо инструментальной, либо хромоникелевой. Само оборудование для холодной ковки можно сделать из скоб и дуг с упорами, которые будут определять контур волны. Волны могут тогда получиться самыми разнообразными, что и требуется.
Самодельная машина
Станок для гибки прутков.
Самодельный инструмент для холодной ковки вещь вполне реальная, но на ее изготовление уйдет много времени и сил. Поэтому решение должно быть взвешенным, а подготовка, в том числе чертежи, серьезной и полной. Наиболее подходящим местом может стать гаражный сарай, либо хозблок. Конструкция машины зависит только от одного фактора: что вы собираетесь делать, какую продукцию собираетесь производить?
Не забывайте, что многие элементы ковки можно выполнить без специальных приспособлений…Например, используя обычный трубогиб, который вполне подойдет как вариант упрощенного станка для холодной ковки — с ним можно много чего сделать.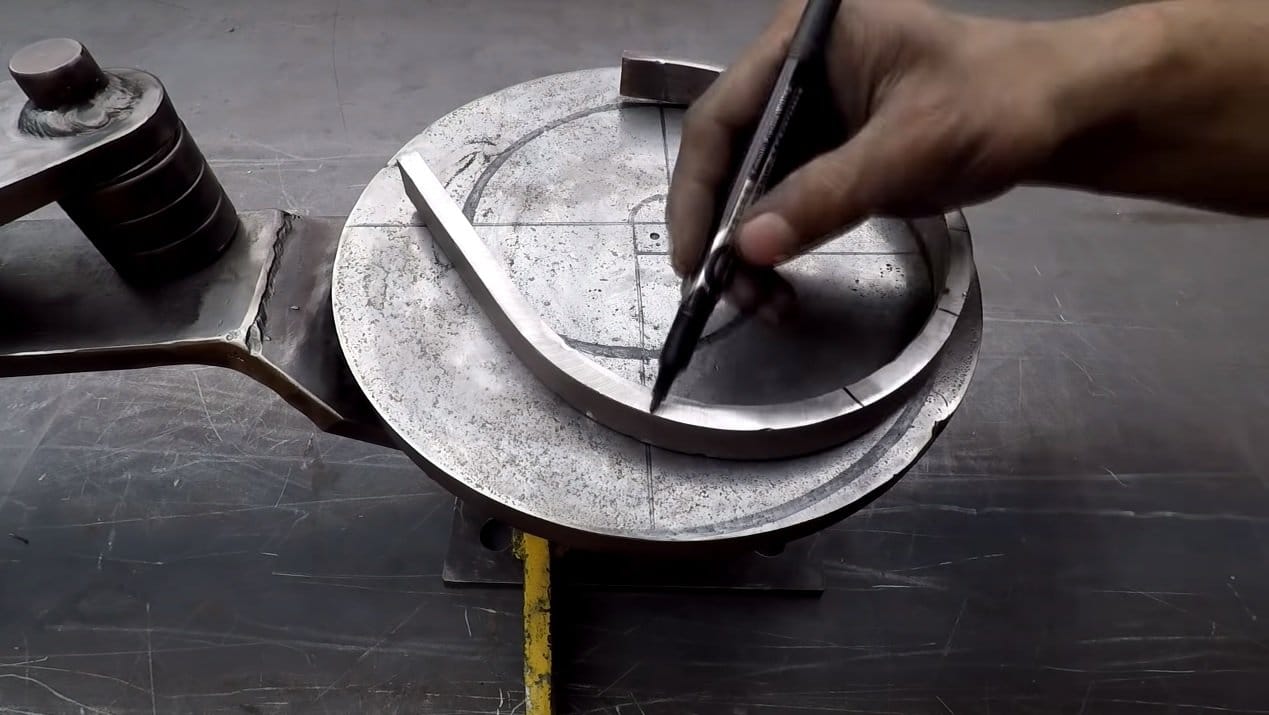
Также нужно понимать, что универсального станка для холодной ковки, который изготовлял бы хотя бы три различных элемента, в природе не существует. Чаще всего делают улитку своими руками: она популярна, позволяет делать разнообразные завитки и, в конце концов, проста в исполнении. Вторым по частоте использования в домашних условиях является самодельный гибочный станок.
Такой же простой и недорогой в реализации. По запросу «как сделать станки для холодной ковки» вы получите огромное количество ссылок на видео с советами «от бывалых». Большинство из них — по делу и от души, они очень помогут в принятии окончательных решений.
Соединение деталей и покраска
Теперь все завитки нужно собрать в единое полотно. Работа непростая, но очень благодарная: именно на этом этапе начинает реализовываться основная художественная идея.Между тем, на этом этапе можно запросто все испортить. Сделать это просто: начните сваривать детали между собой, а затем пройдитесь болгаркой, чтобы зачистить их.
А вот о профессиональных амбициях мастеров холодной ковки мы уже говорили, что можно только приветствовать. Гораздо эффектнее будут смотреться специальные П-образные хомуты, которые штампуются на инерционных станках. Не ленитесь, а хорошо поработайте струбцинами – это залог успешного завершения ковки изделия.
Скручивание металла на станке.
Теперь о покраске. Слава богу, теперь есть чем красить: благодаря современным строительным технологиям в продаже огромное количество красок на любой вкус, кошелек и, главное, назначение. Существует бесчисленное множество красок для металлов. Чаще всего это специальные акриловые краски по металлу или кузнечные эмали.
Очень часто по совершенно непонятным причинам кузнецы отдают предпочтение отделочной краске с пигментом кузнечной патины — «антик», проявляя при этом удивительное единство вкусов.Если вы заказчик ковки, то вам нужно вовремя остановить мастера, чтобы предложить ему свой вариант цвета и фактуры покрытия. А если серьезно, кто сказал, что ковка должна быть темной и антикварной? А белый? Цветной? Вот где необъятный простор для самых смелых художественных решений.
А если серьезно, кто сказал, что ковка должна быть темной и антикварной? А белый? Цветной? Вот где необъятный простор для самых смелых художественных решений.
Работайте как часы
Виды штампов и готовых завитков.
Хорошую историю всегда легко закончить — выводы делаются сами собой, в рамках логики и приоритетов.
В нашем обзоре технологии холодной ковки стройность выводов очевидна:
- Холодная ковка — замечательная технология, позволяющая совместить то, что не совмещается в других процессах:
- практических пособий в экономике;
- возможность художественного творчества;
- изобретение и применение собственных инженерных разработок;
- простота и реальность реализации для новичков;
- повышение самооценки как мастера и как домохозяина с элементами художественной ковки.
- Установки для холодной ковки можно сделать самостоятельно и качественно, лучше начать с улитки и гибочных станков.
- Целесообразнее производить ручное оборудование с ручным приводом. Электрический вариант использования слишком находчив. Единственный тип машины, которую лучше делать сразу с электроприводом, это торсионная. Качество скручивания веток в этом случае будет намного выше.
- В производстве кованых изделий холодным способом не помешает «помощь» от горячей ковки.Самостоятельно изготовить станок для наконечников и прочих мелких декоративных элементов невозможно, а покупной стоит больших денег. Наш совет – изготавливайте декоративные мелочи горячей ковкой. Не помешает небольшая и аккуратная кузница в хозяйстве. И поможет профессиональному росту: начни с холодной ковки, дойди до настоящего кузнечного мастерства…
- Не стоит замыкаться на стереотипной окраске кованых изделий «под старину». Современные краски и широко распространенная эклектика в дизайне делают возможными самые неожиданные цветовые и фактурные решения в металлоконструкциях.

Металлические холоднокованые завитки используются для украшения элементов экстерьера.
пользуется популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.
Также эти элементы можно использовать при изготовлении отдельных приспособлений — уличной мебели и даже посуды.
Такой декор, а особенно готовые изделия очень дороги. Даже стандартные наборы, поставляемые на поток и продающиеся в магазинах, имеют неподъемную цену.Что уж говорить о продукции, изготовленной по индивидуальному заказу.
Поэтому многие домашние умельцы пытаются создавать подобные творения самостоятельно. Причем «холодная ковка своими руками» не подразумевает классическую кузнечную технологию. Обработка материала заготовки осуществляется без применения нагрева и работы кузнечным молотом. Это означает, что это можно сделать в домашних условиях.
Однако для такой работы требуется специальный инструмент — отгиб холодной ковки. Оборудование предлагается в магазинах, либо изготавливается на заказ в мастерских. Набор для универсальной обработки металла представляет собой целый комплекс различных принадлежностей.
Набор для универсальной обработки металла представляет собой целый комплекс различных принадлежностей.
Во-первых, это действительно уникальный инструмент, позволяющий создавать высокохудожественные изделия, без молота, кузницы и наковальни.
Во-вторых, из простого металла такие устройства не делают, иначе машина выйдет из строя при первой нагрузке. Поэтому качественная и прочная сталь повышает цену.
Рассмотрим различные самодельные инструменты для холодной ковки
Начнем с того, как работает инструмент:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими.С помощью рычажного ручного или зубчатого электропривода происходит изменение геометрической формы.
Существует несколько стандартных приспособлений, которые представляют собой шаблоны для холодной ковки.
Устройство «Гнутик».
Это улучшенный аналог. С его помощью заготовка сгибается под запрограммированным углом.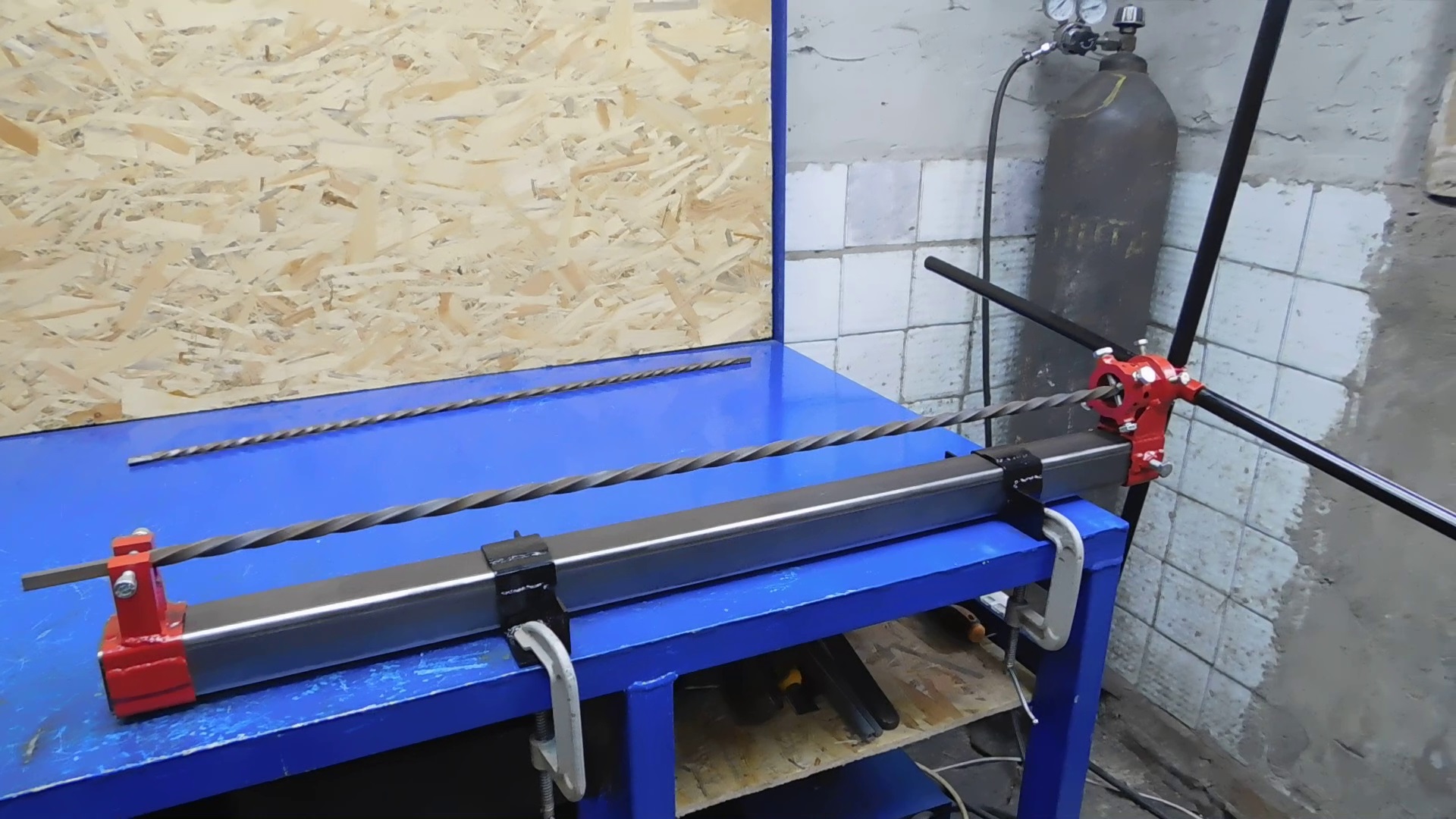 Он может быть как одиночным, так и образовывать геометрические фигуры. Декоративный элемент может быть плоским или объемным, и все это делается одним инструментом. С помощью изгиба можно сделать дугу из прямой заготовки.
Он может быть как одиночным, так и образовывать геометрические фигуры. Декоративный элемент может быть плоским или объемным, и все это делается одним инструментом. С помощью изгиба можно сделать дугу из прямой заготовки.
Кованые изделия в архитектуре и интерьере уже давно пользуются большой популярностью. Решетки для окон и каминов, ограждения или балясины лестниц, выкованные из металла, всегда выглядят элегантно и привлекательно. Сегодня, несмотря на современные технологии обработки металла, изделия из металла ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело непростое, и без должной подготовки сложно сделать красивое кованое изделие. А вот тем, кто хочет освоить это древнее ремесло и готов к нелёгкому физическому труду, придется ознакомиться с видами и технологией ковки металла, разобраться в металлах для ковки, понять процесс ковки и уметь обращаться с кузнечным делом. инструмент.
Металлическая поковка
Ковка металла — это процесс обработки металлической заготовки с целью придания ей определенной формы и размера. На самом деле существует два вида ковки – холодная и горячая. При выполнении ручной ковки металла необходимо разбираться в обоих видах ковки, так как каждый имеет свои преимущества и недостатки.
На самом деле существует два вида ковки – холодная и горячая. При выполнении ручной ковки металла необходимо разбираться в обоих видах ковки, так как каждый имеет свои преимущества и недостатки.
В процессе горячей ковки заготовку нагревают до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность является основным преимуществом горячей штамповки. Это позволяет легко формировать и измерять металлическую заготовку. Также горячая ковка позволяет использовать большинство технологий самой ковки, что благотворно сказывается на разнообразии вариантов работы.
Но нагрев металла имеет и свои недостатки. Прежде всего, это необходимость обустроить специальную кузницу и затраты на топливо для нее. Это может стать настоящей проблемой для желающих заняться горячей ковкой металла своими руками в городских условиях.Кроме того, работа с огнем является довольно опасным занятием и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида поковки, является знание конкретных температурных режимов металла поковки.
Еще одним фактором, который может существенно повлиять на выбор вида поковки, является знание конкретных температурных режимов металла поковки.
В отличие от горячей ковки, холодная ковка не требует печи для нагрева металла. Весь смысл холодной ковки заключается в формировании металлической заготовки путем гибки, прессования и сварки. Холодная ковка несколько проще в исполнении, и для обустройства мастерской не требуется много места.Весь процесс создания готового продукта не требует применения высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Всю работу приходится делать с определенными полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев испорченная заготовка годится разве что на металлолом или учебник.
В любом случае, независимо от типа ковки, вам придется ознакомиться с рядом важных моментов. .. Во-первых, это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
.. Во-первых, это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла — достаточно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая снижается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку речь идет о ковке декоративных элементов, таких как каминные решетки, балясины, заборы и т.
 д., то нет необходимости заострять внимание на износостойкости, красноте и т. д., а также легирующие элементы.
д., то нет необходимости заострять внимание на износостойкости, красноте и т. д., а также легирующие элементы.Для декоративной ковки используются следующие металлы: медь, латунь, дюраль, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. В основном при ручной ковке используется мягкий ковкий металл, который можно легко согнуть или придать форму. Чтобы найти самый легкий ковкий металл, вам нужно посмотреть Марку стали и сплавов. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самым ковким металлом является медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такое положение обусловлено высокой стоимостью цветных металлов. Ведь на ковку металла цена во многом зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. При выборе мягкого черного металла для ковки необходимо ориентироваться на стали с минимальным содержанием углерода около 0,25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и плохо поддаются сварке.
А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и плохо поддаются сварке.
При выборе того или иного металла необходимо использовать Марку Стали и Сплавов. Но если у вас нет к ней доступа, то вы можете воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения достаточно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Благодаря металлу промышленного производства нет необходимости создавать заготовки для ковки своими руками. Современные кузницы используют готовые заводские изделия для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любые работы по ковке металла невозможны без специального инструмента…Кузнечное оборудование для горячей ковки достаточно разнообразно и включает в себя наковальню, горн, различные молоты, щипцы и прочее. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Безусловно, такой современный инструмент, как сварочный аппарат, болгарка и болгарка, используется как при холодной, так и при горячей ковке. Зная о назначении того или иного инструмента, можно любую работу выполнить правильно.
Инструмент для горячей штамповки
- Горн … Без него в горячей ковке не обойтись.Ведь именно в ней заготовку можно нагреть до температуры 1400°С. По большей части кузница представляет собой печь, рассчитанную на высокие температуры и с дутьем.
- Наковальня … Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярна двурогая наковальня весом 200 кг. А вот вес может колебаться от 150 до 350 кг.
 А вот вес может колебаться от 150 до 350 кг.
А вот вес может колебаться от 150 до 350 кг.- Шперки … При выполнении различной художественно-декоративной ковки используются именно шперы.Их много разных видов, и каждый мастер может сделать их для себя. Общим признаком всех шпёров является то, что они вставляются в квадратное отверстие в наковальне или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные полозья.
- Кувалда и Ручной тормоз … Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения сильных ударов. В зависимости от вида работы и толщины заготовки подбирается и вес кувалды.Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи … Роговые клещи — второй по значимости инструмент. Без них невозможно удерживать горячую заготовку для обработки. Существует несколько видов подовых клещей под определенный профиль и размер заготовки. На фото ниже показаны роговые клешни различной формы.
 На фото ниже показаны роговые клешни различной формы.
На фото ниже показаны роговые клешни различной формы.- Молотки фасонные … При выполнении художественной ковки требуется создание гнутых заготовок или заготовок определенной формы.Для этого используются фигурные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фигурных молотков много и у каждого мастера они свои. На фото ниже показан основной вспомогательный инструмент.
Помимо описанных выше, различный измерительный инструмент такой как обычная рулетка , штангенциркуль двойной , кузнечный квадрат , шаблоны и калибры … Выбор кузнечных инструментов огромен, кажется сложным перечислить все, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной штамповки
- Гнутик (фото ниже). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гнутик позволяет создавать дуговые элементы определенного радиуса.
 Кроме того, гнутик позволяет создавать дуговые элементы определенного радиуса.
Кроме того, гнутик позволяет создавать дуговые элементы определенного радиуса.- Улитка … Название говорит само за себя. С помощью улитки можно создавать различные спиралевидные декоративные элементы. Спираль делается по определенному шаблону, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
- Фонарик … Этот станок предназначен для создания одноименного декоративного элемента.
- Волна … Позволяет создавать волнистые элементы. Когда через этот станок протягивают стержень, получается красивая синусоидальная заготовка.
- Твистер … По принципу работы этот станок похож на Фонарик, но в отличие от него твистер только закручивает заготовку вдоль оси.
- Кольцевая машина … Как и во всех предыдущих машинах, название говорит само за себя.
Помимо описанных выше, существуют также универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно сделать как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов.Для изготовления станков холодной ковки чертежи можно найти как в открытом доступе, так и купить у специалистов.
Все описанные выше станки можно сделать как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов.Для изготовления станков холодной ковки чертежи можно найти как в открытом доступе, так и купить у специалистов.
Отдельно следует отметить промышленные станки холодной ковкиВажно! Станки для холодной ковки могут быть ручными или приводиться в действие электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка достаточно трудоемка и длительна, а для получения больших объемов кованых элементов станок лучше оснастить электродвигателем.
.На такие станки холодной ковки цены составляют около 6000 долларов, но один такой станок может делать практически все технологические операции холодной ковки. Примером может служить машина Master 2 от MAN. На видео с демонстрацией холодной ковки можно увидеть возможности этого станка.
Ковка из металла своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, в то время как холодная ковка только изгибает заготовку. На основании этого выделяют основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Холодная ковка своими руками делается достаточно легко и особых усилий не требуется. Вся работа делится на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Рисунок можно создать в специальной компьютерной программе, приобрести готовый или нарисовать от руки. Вы можете найти чертежи для холодной ковки бесплатно. Для этого достаточно обратиться к мастерам, которые занимаются ковкой не первый год, и попросить один-два чертежа для обучения. На самом деле план служит нескольким целям. Во-первых, знать, какие элементы нужно изготавливать методом холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как стержни, профильные трубы и т.д.В-третьих, чертеж потребуется, чтобы собрать все элементы в единое целое.
Вы можете найти чертежи для холодной ковки бесплатно. Для этого достаточно обратиться к мастерам, которые занимаются ковкой не первый год, и попросить один-два чертежа для обучения. На самом деле план служит нескольким целям. Во-первых, знать, какие элементы нужно изготавливать методом холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как стержни, профильные трубы и т.д.В-третьих, чертеж потребуется, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой конец металлического стержня, раскатанный в какой-либо форме. В эту группу входят так называемые Пики. Несмотря на заостренный конец, кирки изготавливаются по схожей технологии.
- Завитки . .. В эту группу входят несколько общих элементов: улитка, червяк и улитка. Улитка или Бублик представляет собой стержень, концы которого загнуты в одну сторону. Червонка — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а другой прямой.
 .. В эту группу входят несколько общих элементов: улитка, червяк и улитка. Улитка или Бублик представляет собой стержень, концы которого загнуты в одну сторону. Червонка — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а другой прямой.
.. В эту группу входят несколько общих элементов: улитка, червяк и улитка. Улитка или Бублик представляет собой стержень, концы которого загнуты в одну сторону. Червонка — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а другой прямой.- Кольца . Этот элемент создается довольно просто: на заготовку станка накручивается круглый или квадратный стержень, в результате получается пружинка, которую затем разрезают на отдельные кольца.
- Торсион … Этот элемент достаточно легко узнать по винтовому закручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный стержень для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скручивание, волочение.
Вытяжка – это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. В холодной ковке используется один из вариантов волочения – прокатка. Именно с его помощью создаются различные ноги и пики. Для изготовления ножек используется специальный прокатный станок.Конец заготовки заводится внутрь и затем запускается механизм прокатки, в результате торец сплющивается с рельефом или без него. Для изготовления козырька используется пресс-машина. Процедура такая же, но конечный результат раскатывается и спрессовывается в определенную форму.
Гибка … Данная технология ковки заключается в сгибании торцов или другой части заготовки под определенным углом. Сама гибка производится практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на улиточном станке.Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на улиточном станке.
Скручивание … Данная технология ковки предполагает скручивание заготовки вдоль ее оси. При холодной ковке этот процесс можно наблюдать при использовании станка Twister, на котором создаются различные торсионы. Для этого один конец заготовки помещают в тиски, а другой конец вращают по оси. Элемент Фонарик должен быть выделен отдельно.Для него используют два или более стержня, которые сначала закручивают по оси, а затем сжимают по оси, в результате чего стержни расходятся в определенном месте в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является незаменимым инструментом современных кузнецов. Самодельная холодная ковка достаточно распространена среди начинающих мастеров и частных предпринимателей.Он не требует специальных знаний, навыков и большого помещения для работы.
Холодная ковка своими руками: видеоурок
Горячая ковка металла своими руками
По сравнению с холодной ковкой ручная горячая ковка намного сложнее и требует опыта обращения с инструментом и хорошей физической подготовки.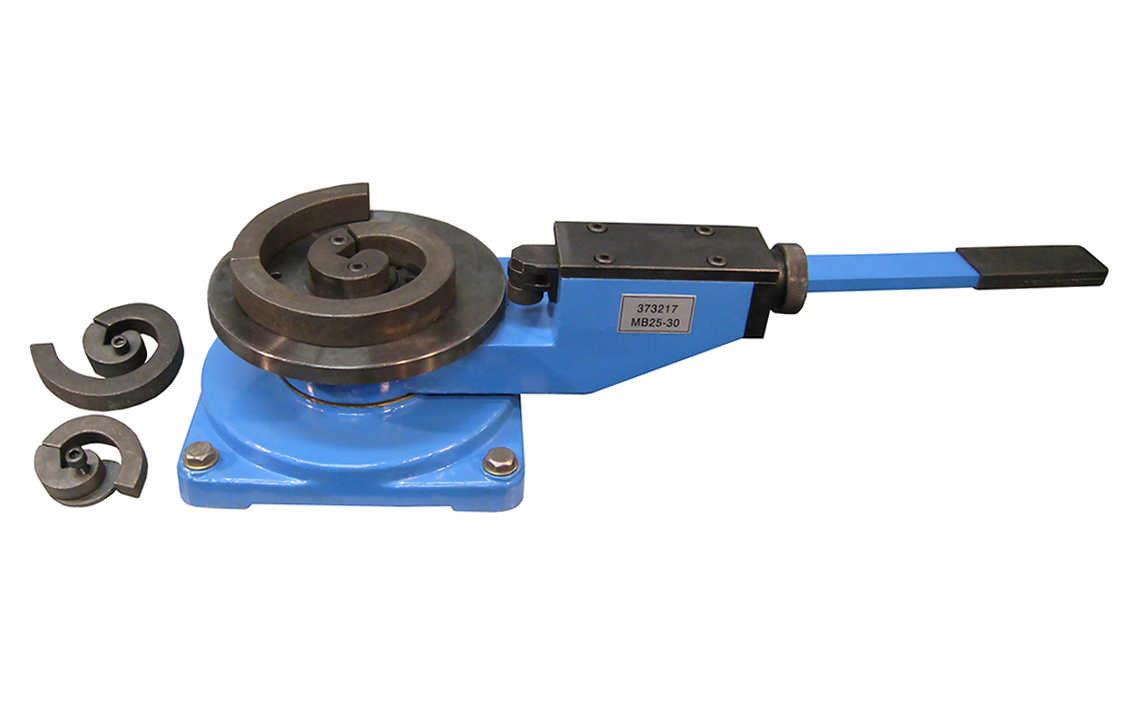 Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
В основном разница между горячей и холодной ковкой заключается в процессе металлообработки.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать уже готовое квадратное и круглое сечение. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, пик и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, что открывает неограниченные возможности.Все горячекованые изделия из металла создаются с применением следующих технологий обработки металла: осадка, волочение, гибка, скручивание, резка, фигурная резка и чеканка.
Чертеж используется при ковке металлов для увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости осуществляют полный или местный нагрев заготовки под осадку.
При ковке в зависимости от необходимости осуществляют полный или местный нагрев заготовки под осадку.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее сечения.Сделать это можно как ударами кувалдой или ручником, так и прокатав металл между валами на станке. В отличие от холодной ковки, нанесение козырька рисунком требует точных и аккуратных штрихов.
Гибка … Эта операция выполняется для придания заготовке криволинейной формы. Следует иметь в виду, что гибка толстых заготовок может привести к их деформации, и для придания первоначальной формы необходимо выполнить осадку.Для гибки заготовки применяют различные скипы, наковальни, фасонные молотки и кондукторы.
Скручивание . Данная технология ковки подразумевает скручивание заготовки вдоль ее оси. Как и при холодной ковке, заготовка зажимается в тисках и обтачивается. Но в отличие от холодной ковки есть возможность локального нагрева заготовки, что позволяет легко делать локальную скрутку.
Технологии ковки, такие как рубка , резка по рисунку и чеканка , используемые в художественной ковке с использованием стамесок.Края горячих заготовок в зависимости от проекта обрезаются и скручиваются пассатижами. Также, пока заготовка горячая, на ее поверхность набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет лучше обработать металл. Ковка черных металлов осуществляется при температуре 800 — 1250°С. Конечно, измерить термометром раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться на ее цвет.В таблице ниже показаны температуры и цвета заготовки из черных металлов.
Горячая штамповка металлов: видеоурок
Ковка металла своими руками – довольно увлекательное дело, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Сделай свои собственные инструменты: дом, создающий ремесленную экономику — Новости Матери-Земли
Фото Unsplash/raulbarrios
Кузнецы часто имели особый статус среди традиционных людей; когда твой плуг согнулся или твоя коса сломалась, он спас твою семью.Они, должно быть, казались алхимиками, превращающими голые камни в сверкающие украшения или свирепое оружие; здесь, в Ирландии, даже их дома выглядели по-другому, с причудливой дверью в форме замочной скважины, которая говорила о ремесле жителя так же ясно, как любой столб парикмахера или вывеска мясника.
Попробуй на короткое время кузнечное дело и сам их уважаешь. Такие металлы, как медь или олово, можно придать холодной форме, но железу требуется более тысячи градусов тепла, чтобы стать ковким; для таких температур вам нужен древесный уголь, горн и постоянный поток воздуха, а также умение понимать, что вы делаете.
Я не претендую на такое мастерство, но под руководством двух отличных наставников я смог взять ржавый кусок выброшенного оборудования и, нагревая и растирая его много раз в течение двух дней, расплющить и придать ему форму, пригодную для использования. мачете. Курс был одним из многих, предлагаемых ирландской организацией CELT, и проводился в Центре Слив-Аути в графстве Голуэй.
мачете. Курс был одним из многих, предлагаемых ирландской организацией CELT, и проводился в Центре Слив-Аути в графстве Голуэй.
Металлическая кузница ручной работы
Мы начали с создания кузницы – в данном случае из глины, песка и конского навоза, смешанных и имеющих форму замка из песка.Мы вырезали и скрепляли пластиковые пакеты и деревянные доски, чтобы сделать меха, и использовали трубы, чтобы соединить их с глиняной конструкцией, и вскоре у нас было что-то примитивное, но пригодное для использования. Позже мы использовали металлические, чтобы сэкономить время, но очень приятно знать, что можно сделать работающую кузницу практически из ничего.
Двое моих однокурсников топят кузницу; мехи — трубы и мешки для корма для скота, сама кузница лепится из глины, песка и конского навоза.
Мы быстро поняли, что для ковки металла нужно много времени стоять над огнем, удерживая металл — очевидно, щипцами — в нужном месте, чтобы получить нужное количество тепла, и извлекать его в нужный момент. Слишком много тепла — и он искрится и распадается, слишком мало — и никакие удары молотком не смогут его сдвинуть с места. Кузнецы в кино похожи на бодибилдеров, разбивающих раскаленный добела металл кувалдами; реальность включает в себя гораздо более безумные и часто деликатные постукивания, поскольку у кузнеца есть всего несколько секунд, чтобы внести правильные изменения, прежде чем он снова остынет.
Слишком много тепла — и он искрится и распадается, слишком мало — и никакие удары молотком не смогут его сдвинуть с места. Кузнецы в кино похожи на бодибилдеров, разбивающих раскаленный добела металл кувалдами; реальность включает в себя гораздо более безумные и часто деликатные постукивания, поскольку у кузнеца есть всего несколько секунд, чтобы внести правильные изменения, прежде чем он снова остынет.
В моем случае, я забил из старой части машины прямой брусок, в течение следующих двух дней расплющил его в форме ножа, а затем немного обрезал и отполировал все остальное.Я вырезал рукоять из ветки орешника, нагрел «конец рукоятки» металла, пока он не раскалился до желтого цвета, и прижег горячий металл к рукоятке с порывом пара и несколькими вспышками пламени из дерева. Результат выглядит немного грубо, как оружие, которое может использовать орк в «Хоббите», но оказалось, что это вполне пригодный инструмент.
Экономика для ремесленников
Кузнечное дело — одна из десятков профессий, которые были широко распространены во всех традиционных культурах, когда в большинстве деревень были семьи ремесленников — бондарей, мастеров, кожевников и соломщиков — которые теперь сохранились только как фамилии. Дети обучались с раннего возраста, обучались навыкам в течение нескольких лет и могли войти в рабочий мир в качестве мастеров в возрасте, когда подростки сегодня проводят свои лучшие годы скучно и саморазрушительно.
Дети обучались с раннего возраста, обучались навыкам в течение нескольких лет и могли войти в рабочий мир в качестве мастеров в возрасте, когда подростки сегодня проводят свои лучшие годы скучно и саморазрушительно.
Мир ремесленников создает экономику, чуждую современным жителям Запада; вместо дешевых вещей, предназначенных для быстрого выбрасывания, нужно было делать товары долговечными, чинить, переделывать, перековывать или перешивать снова и снова, без гор мусора. В такой экономике полностью отсутствовали анонимные транзакции, от которых, как мы думаем, мы зависим; писатели столетие или два назад описывали узнавание определенных бочек, гвоздей или седел так же, как мы узнавали бы чей-то почерк, и репутация мастера зависела от качества их работы.
Конечно, теперь мало кто сможет зарабатывать на жизнь кузнечным делом, но это умение мы должны сохранить; пластик можно перерабатывать лишь несколько раз, а железо можно перерабатывать бесконечно. Когда мир уже не сможет массово производить новые материалы прежними темпами, когда не будет нового пластика и меньше лесов, у нас будут миллиарды тонн свалочного мусора. В таких фильмах, как ВАЛЛ-И , Земля покрывается мусором, но в реальной жизни большая часть этого мусора не только годна для повторного использования, но и ценна, а сегодняшние свалки завтра могут стать шахтами.
В таких фильмах, как ВАЛЛ-И , Земля покрывается мусором, но в реальной жизни большая часть этого мусора не только годна для повторного использования, но и ценна, а сегодняшние свалки завтра могут стать шахтами.
Нож, который я сделал, с книгой для масштаба.
Для получения дополнительной информации о выходных CELT в горах: Если вы находитесь в графстве Голуэй, обязательно загляните в Slieve Authy Center недалеко от Loughrea.
Брайан Каллер — обозреватель газеты и поселенец из графства Килдэр, Ирландия. Он занимается садоводством, держит пчел, берет интервью у пожилых соседей о традиционном образе жизни, изучает старинные ремесла и пишет об этом. Его работы появились в The American Conservative , Front Porch Republic , First Things , Resilience.org , GRIT и был показан в программе BBC QI . Найдите сочинения Брайана по адресу Old School School и видео по Old School School на YouTube . Прочитайте все его посты НОВОСТИ МАТЕРИ-ЗЕМЛИ здесь.
Прочитайте все его посты НОВОСТИ МАТЕРИ-ЗЕМЛИ здесь.
Все блоггеры сообщества MOTHER EARTH NEWS согласились следовать нашим рекомендациям по ведению блога и несут ответственность за точность своих сообщений. Чтобы узнать больше об авторе этого поста, нажмите на ссылку автора в верхней части страницы.
Различные виды кузнечных инструментов и оборудования
Использование соответствующих кузнечных инструментов и оборудования приводит к идеальной кузнечной работе. Эту кузницу иногда называют подовой, потому что в ней используется очаг в качестве источника нагрева металла для легкой деформации. Современное кузнечное оборудование отличается высокой степенью автоматизации, изготовлено из высокотехнологичного оборудования и значительно облегчило жизнь кузнецам.
Подробнее: Вещи, которые вам нужно знать о процессе ковки
Типы кузнечных инструментов
Типы кузнечных инструментов включают наковальню, долото, щипцы, долото, молоток, пресс, штамп, плоскую пластину, штамповку и выколотку, обжимку, обжимной блок, зажимные тиски и под.
Печь или под:
Эти кузнечные инструменты используются кузнецами для нагрева металлических деталей. Обычно они состоят из четырех ножек, чугунного или стального корпуса, железного дна, дымохода и поддувала.
Подробнее: Различные виды кузнечных операций
Наковальня:
Наковальня — это тип кузнечного инструмента, который служит кузнечным станком. Это большая пластина металла, обычно сделанная из стали. Он используется для выполнения различных операций, таких как выравнивание металлических поверхностей и получение форм с помощью молотка.Некоторые наковальни содержат прочные отверстия и пробивают отверстия. Отверстие Hardy служит квадратным хвостовиком для Hardy, а дырокол обеспечивает зазор для пробивки отверстия в металле.
Долото:
Стамеска предназначена для резки и вырубки металла. Он изготовлен из высокоуглеродистой стали восьмиугольного сечения с конической режущей кромкой на одном конце. Зубило, используемое в ковке, бывает двух типов: горячее и холодное. Горячее долото используется для горячей ковки, а холодное долото используется для холодной ковки.
Горячее долото используется для горячей ковки, а холодное долото используется для холодной ковки.
Тонг:
Эти типы кузнечных инструментов используются для транспортировки нагретого металла к наковальне. Щипцы доступны в различных типах и конструкциях, чтобы обеспечить адекватный захват металлических форм и размеров.
Фуллер:
Долпомогает создавать канавки или углубления в процессе ковки. Он также используется для растяжения металла. Фуллер работает грушами, размещая одну под металлом, а другую сверху. Это позволяет вдавливать металл с обеих сторон одновременно.
Подробнее: Различные виды дефектов поковок, причины и способы их устранения
Молоток:
Молоты — это типы кузнечных инструментов, используемые несколькими способами, в зависимости от типа ковки, которую необходимо выполнить, например, горячая ковка, холодная ковка, ковка в закрытых штампах, ковка с осадкой, штамповка и т. д. Молот служит инструментом ковки, используемым в достижении формы на заготовках. Он используется в качестве ударного инструмента и может быть классифицирован как отбойный молоток и силовой молот.
Он используется в качестве ударного инструмента и может быть классифицирован как отбойный молоток и силовой молот.
- Падающий молот: тяжелый таран падает на металл под действием силы тяжести.Используется силой рук кузнеца.
- Силовой молот: источником питания является гидравлика, сжатый воздух или электричество для привода молота. Применяется, когда требуется большое количество заданий. Сила работает, помещая заготовку на ее наковальню, уровень используется для управления тяжелым поршнем, чтобы он упал на заготовку.
Ключ:
Эти типы кузнечных инструментов используются для удерживания и токарной обработки горячих металлов. Щипцы доступны в различных типах и размерах. Они классифицируются на основе захвата щипцов.
Подробнее: Различные типы процесса ковки
Удар и дрейф:
Эти типы кузнечных инструментов изготовлены из высокоуглеродистой стали, которая помогает делать горячие отверстия в горячих металлических деталях. Этот инструмент для ковки доступен в различных размерах и имеет общую форму. Дрифт — это пуансон большого размера, используемый для увеличения отверстий.
Этот инструмент для ковки доступен в различных размерах и имеет общую форму. Дрифт — это пуансон большого размера, используемый для увеличения отверстий.
Флэттер:
этот кузнечный инструмент используется для выравнивания поверхности заготовки. Он состоит из плоской грани, соединенной прямым стержнем.Материалы флаттера — высокоуглеродистая сталь.
Обжимка:
Swage — это инструмент для ковки, который придает заготовке различные формы. Он также изготовлен из высокоуглеродистой стали.
Обжимной блок:
это кузнечное оборудование изготавливается из чугунного или стального литого прямоугольного блока, имеющего в себе несколько отверстий. Отверстия делают разного размера и формы.
Подробнее: Разница между ковкой и литьем
Набор молотков:
Молоток представляет собой кузнечный инструмент, используемый для выравнивания поверхности, формирования и изготовления углов.Этот инструмент для ковки имеет сходную форму с плоскостью. Он изготовлен из инструментальной стали. Заготовка должна быть помещена на наковальню, прежде чем можно будет использовать наборный молоток.
Он изготовлен из инструментальной стали. Заготовка должна быть помещена на наковальню, прежде чем можно будет использовать наборный молоток.
Зажимные тиски:
это кузнечное оборудование используется для удерживания заготовок в кузнечном шоу. Он состоит из двух губок, пружины и плоского дна. Заготовки зажимаются между двумя губками и затягиваются, чтобы прочно удерживать их.
Утюг:
это кузнечное оборудование изготовлено из инструментальной стали и закалено.У него сужающийся хвост с одной стороны, а другая часть похожа на рог наковальни. Это кузнечное оборудование также может работать на наковальне благодаря коническому хвостовику.
Подробнее: Что такое термическая обработка металлов? его преимущества и недостатки
Пресс:
это кузнечное оборудование использует избыточное давление для складывания металла в желаемую форму. Это кузнечное оборудование может выковать весь продукт сразу. Прессы бывают двух типов: механические и гидравлические.
- Ковка на механических прессах: это механическое устройство, оснащенное двигателем, кривошипом, маховиком и т. д., оно легко прижимает ползун к металлу. Это кузнечное оборудование не подходит для больших или сложных изделий, но оно полезно, когда требуется простой эффект формообразования.
- Ковка на гидравлическом прессе: операция выполняется с помощью жидкости под высоким давлением, приводимой в движение гидравлическими насосами, чтобы прижать ползун к металлу. Это кузнечное оборудование обеспечивает силу при ковке предмета.Он используется и предпочтителен, когда необходимо выковать большой или сложный предмет.
Поковочные штампы:
это кузнечное оборудование необходимо для правильной формовки металла. Он служит формами, в которые запрессовываются ковкие металлы. Штампы важны во всех кузнечных проектах; используется для крупного производства и сложных работ. Матрицы доступны в двух типах: открытая матрица и закрытая матрица.
- Открытая матрица : открытая матрица не полностью покрывает металл, обеспечивая свободный поток везде, кроме контакта металла с матрицей.
- Закрытый штамп : закрытый штамп, полностью закрывающий металл при ударе молотком или прижатии к металлу.

Подробнее: Термическая обработка цветных металлов
Это все, что касается этого поста, в котором объясняются различные типы кузнечных инструментов и оборудования. Я надеюсь, что вы многое почерпнули из этой статьи, если да, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Научные статьи, журналы, авторы, подписчики, издатели
| Как крупный международный издатель академических и исследовательских журналов, Science Alert публикует и разрабатывает игры в партнерстве с самыми престижные научные общества и издательства.Наша цель заключается в проведении высококачественных исследований в максимально широком аудитория. | ||||||
Мы прилагаем все усилия, чтобы поддержать исследователей
которые публикуются в наших журналах. Существует огромное количество информации
здесь, чтобы помочь вам опубликоваться у нас, а также ценные
услуги для авторов, которые уже публиковались у нас. Существует огромное количество информации
здесь, чтобы помочь вам опубликоваться у нас, а также ценные
услуги для авторов, которые уже публиковались у нас. | ||||||
| Цены 2022 уже доступны. Ты может получить личную / институциональную подписку на перечисленные журналы непосредственно из Science Alert. В качестве альтернативы вы возможно, вы захотите связаться с предпочитаемым агентством по подписке. Пожалуйста, направляйте заказы, платежи и запросы в службу поддержки клиентов в службу поддержки клиентов журнала Science Alert. | ||||||
Science Alert гордится своим
тесные и прозрачные отношения с обществом. В виде
некоммерческий издатель, мы стремимся к самому широкому
возможное распространение материалов, которые мы публикуем, и
на предоставление услуг самого высокого качества нашим
издательские партнеры. В виде
некоммерческий издатель, мы стремимся к самому широкому
возможное распространение материалов, которые мы публикуем, и
на предоставление услуг самого высокого качества нашим
издательские партнеры. | ||||||
| Здесь вы найдете ответы на наиболее часто задаваемые вопросы (FAQ), которые мы получили по электронной почте или через контактную веб-форму.В соответствии с характером вопросов мы разделили часто задаваемые вопросы на разные категории. | ||||||
Азиатский индекс научного цитирования (ASCI)
обязуется предоставлять авторитетный, надежный и
значимая информация путем охвата наиболее важных
и влиятельные журналы для удовлетворения потребностей глобального
научное сообщество. База данных ASCI также предоставляет ссылку
до полнотекстовых статей до более чем 25 000 записей с
ссылка на цитируемые источники. База данных ASCI также предоставляет ссылку
до полнотекстовых статей до более чем 25 000 записей с
ссылка на цитируемые источники. | ||||||
Кузнечное оборудование: Станок для холодной ковки своими руками
Рекомендации
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы приспособлений и формы, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без чрезмерных затрат. в основном предназначены для дугового или углового изгиба и скручивания. Они могут быть ручными или электрическими.
в основном предназначены для дугового или углового изгиба и скручивания. Они могут быть ручными или электрическими.
Главные виды машин и аксессуаров для холодных ковок:
- Gnutik
- Twister
- Snail
- глобус
- волна
- Lantern
- 8
- LANTERN
приобретен или сделан независимо от «Гнутик» универсальное приспособление, позволяющее получить дугу или угол из стержня. Представляет собой основание с ползуном, на котором закреплены упор с углом (90° или другим, при необходимости) и два цилиндрических неподвижных упора.Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся в сторону, противоположную угловому упору.
Устройство может быть установлено на горизонтальной или вертикальной платформе.
Аксонометрия устройства «Гнутик» — вертикальное расположение
Для масштабирования приводим чертеж нижней планки этого «Гнутика».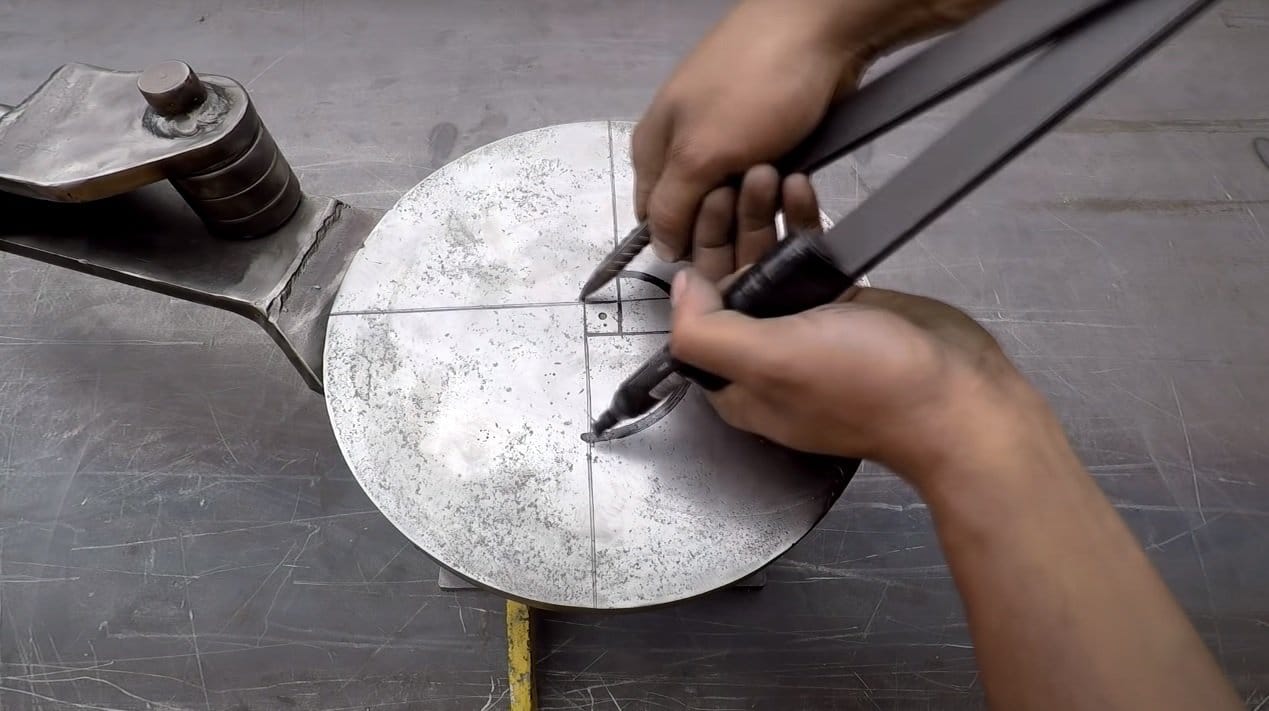
Нижняя планка
Устройство универсальное. С помощью насадок его можно не только сгибать, но и резать, и пробивать отверстия.Но это уже будет следующий шаг. Твистер» — инструмент для скручивания прутьев, преимущественно квадратных, вдоль продольной оси. Это простое устройство может быть ручным и электрическим. Принцип работы: фиксируются оба конца стержня, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотреть фото самодельного «Твистера» с электроприводом, собранного с использованием б/у электрооборудования:
Для изготовления «Фонарей» и «Шишки» есть специальный станок, но сначала можно использовать «Твистер», как показано на видео (английский, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Устройство «Улитка»
Инструмент «Улитка» предназначен для создания завитков (или спиралей) и валют (S-образных деталей). Существуют различные конструкции.
Существуют различные конструкции.
Один из вариантов исполнения: 1 – лапа улитки; 2 – основание машины; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – штифт для фиксации лемеха; 7 – паз для прижимного ролика; 8 – ось рычага управления; 9 – пружина прижима ролика; 10 – зажим для заготовки; 11 – ведущая доля улитки; 12 – главная ось; 13 – рычаги
В итоге должно получиться такое приспособление:
Еще облегченная конструкция для гибки проката до 12 мм:
1 – сегмент улитки; 2 – эксцентрик; 3 – ручка; 4 – основание; 5 – направляющие полозья; 6 – ось; 7 – ползунок; 8 – гайка оси; 9 – ось крепления ролика; 10 – ролик; 11 – ведущий мост; 12 – эксцентриковая направляющая; 13 – центральный сегмент улитки; 14 – эксцентриковый барашек; 15 – основная нога; 16 – соединительный штифт сегментов улитки; 17 – регулировочный винт; 18 – соединительное ушко сегментов улитки
Часто приспособление «Улитка» изготавливается на опоре, особенно если необходимо согнуть толстый прокат.
Несколько полезных видео по самодельным станкам «Улитки».
Изготовление улитки
Подробнее о таких конструкциях мы поговорим ниже. круг или шестиугольник. Сначала один конец заготовки закрепляют загибом, затем загибают по всей длине по шаблону. Принцип работы чем-то похож на работу закаточной машины для консервации.
Внешний вид устройства
В ролике работа на «Глобусе»
Чисто мускульной силой можно сделать дугу большого диаметра по шаблону, прикрученному или приваренному к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п. Устройство «Волна». Деформация заготовки происходит между вертикальными валками путем прокручивания.
Волновое приспособление и полученные изделия
Устройство в действии
Устройство «Фонарик»
Станок предназначен для изготовления заготовок для элементов «Фонарики» или «Конусы», которые могут состоять из 4, 6, 8 и более стержни. В принципе машина похожа на Твистер, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Работа приспособления для изготовления «Фонарик»
Устройство для холодной штамповки элемента «Зажим»
Элемент холодной штамповки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по приложенным чертежам.
Принадлежности для выполнения «гусиных лапок»
«Гусиная лапка» – рихтовка с нанесением красивых насечек на концах заготовок для придания рисунку изящности или для уменьшения толщины различных стыков.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотом на наковальне.Оба варианта мы представляем в видео материалах.
Станок для накатки гусиной лапки (расстояние между роликами регулируется). Материалы для прокатного стана: шестерни и валы – запчасти от б/у комбайна
Принцип работы
Изготовление «улитки» с приводом
Улитка с электроприводом облегчает производство завитков и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка максимальным сечением 10х10 мм. Мотор 0,5 кВт/1000 об/мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм.Улитка установлена на валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик жестко закреплен в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Ниже приведены чертежи сегментов улитки.
Улитка элемент 1
Улитка элемент 2
Улитка элемент 3
Центральный элемент улитка
Для более массивного стержня (от 12 мм) мощность двигателя должна быть более киловатта.На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об/мин, дающим выходную мощность на валу около 10 об/мин. Это уже машина для профессионального использования. Используется б/у редуктор, матрица вырезается из заготовки толщиной 30 мм — самый трудоемкий процесс.
Это уже машина для профессионального использования. Используется б/у редуктор, матрица вырезается из заготовки толщиной 30 мм — самый трудоемкий процесс.
Для холодной ковки также понадобятся наковальня и молот. Кузница не нужна, нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину.Это поможет вам подогнать элементы и не запутаться при сборке.
Классические элементы холодной ковки
«Классика» декоративной станочной ковки
Итак, с чего начать, если вы решили открыть свою кузницу? Конечно, вам предстоит выбрать оборудование и другие инструменты для ковки.
В настоящее время на рынке представлено различное оборудование для декоративной ковки: станки и ручной кузнечный инструмент.Несмотря на доступный выбор торговых наименований и производителей, все это оборудование в конечном итоге предназначено для деформации различных металлов без предварительного нагрева – так называемой «холодной штамповки». Хотя, в некоторых случаях газовая горн или индукционный нагреватель все же требуется. Кстати, все эти нагревательные устройства вполне могут заменить традиционный кузнечный очаг.
Хотя, в некоторых случаях газовая горн или индукционный нагреватель все же требуется. Кстати, все эти нагревательные устройства вполне могут заменить традиционный кузнечный очаг.
«Ассортимент металлических изделий, изготовленных с помощью кузнечно-прессового или ручного инструмента, меняется нечасто.Поэтому можно построить свою кузницу, ориентируясь на такое понятие, как «классика станочной ковки». Термин «кованые элементы» может относиться ко всем типам концевых профилей металлоконструкций: «плоский кованый конец», «рыбий хвост», а также к различным типам головок рельсов: «шиповая головка», «широкая базовая головка». Наконечник рельса с шипом достаточно острый, чтобы выполнять защитную функцию, но имеет недостатки с эстетической точки зрения.
Головка рельса с широким основанием имеет гораздо более интересный вид: уплощенное основание и витиеватая форма.Наконечники могут использоваться не только в качестве концевых ограждающих элементов забора, ворот или калитки, но и в составе некоторых декоративных элементов».
«Кованые» «концы» — это элементы, изготовление которых требует больших усилий. Поэтому можно либо приобрести металлопрокат с фасонными концами, либо купить
станок для правки торцов. Для небольших тиражей также возможно использование ручного многофункционального пресса со специальными оправками. При проектировании
кузнечного цеха следует также учитывать, что изготовление головок рельсов и забитых концов требует предварительного нагрева металла.»
«Вышеупомянутые чеканные концы имеют широкое применение. В последнее время чеканные концы стали неотъемлемой частью различных завитков. рельеф (конец «рыбий хвост») к концу металлического стержня».
«Свитки» различной формы и диаметра – очень популярный элемент. «Свитки» — это не только прекрасная основа для проектирования металлоконструкций, их производство еще и рентабельно.Имея один станок или ручной инструмент, можно сделать несколько видов завитков. Например:
- «С-прокрутка» – оба конца стержня загнуты в одну сторону;
- «S-прокрутка» — концы стержня загнуты в противоположные стороны, образуя форму, напоминающую букву S;
- «кома» или «улитка» один конец закручен, а другой оставлен прямым или имеет забитый конец, если требуется.

Различные завитки являются наиболее часто встречающимися элементами декоративной механической ковки.Из них изготавливают широкий спектр лекал для всевозможных изделий, от ворот до плечиков. Комбинируя элементы, можно получить весьма оригинальные узоры.
«Еще один «классический» кованый элемент – различные виды колец. Так же, как и свитки, кольца имеют широкое применение. Кольца могут изготавливаться как с помощью кузнечных станков, так и с помощью ручного инструмента».
«Элемент «крученый стержень», который получается путем продольного скручивания квадратного стержня вокруг своей оси, также можно назвать «классическим».Использование витых стержней в металлоконструкциях добавляет оригинальности и необычности. Внешний вид решеток из прямых стержней плохо сравнивается с решетками из витых стержней. Элементы витого бруса хорошо смотрятся на таких металлоконструкциях, как ворота, калитки, заборы, оконные решетки, перила, но редко используются во внутренних металлоконструкциях. При выборе кузнечного оборудования для кручения металлических элементов необходимо учитывать параметры металлов, с которыми предполагается работать, и планируемый объем производства. Вот ключевые факторы, определяющие, что покупать: электрический станок или ручной кузнечный инструмент.Кстати, на этом же оборудовании часто можно изготовить еще один интересный кованый элемент – «корзинку» (иногда называемую «клеткой»). «Корзины делают из квадратных или круглых прутьев, соединяя их от 2 до 6».
При выборе кузнечного оборудования для кручения металлических элементов необходимо учитывать параметры металлов, с которыми предполагается работать, и планируемый объем производства. Вот ключевые факторы, определяющие, что покупать: электрический станок или ручной кузнечный инструмент.Кстати, на этом же оборудовании часто можно изготовить еще один интересный кованый элемент – «корзинку» (иногда называемую «клеткой»). «Корзины делают из квадратных или круглых прутьев, соединяя их от 2 до 6».
Вышеупомянутые кованые элементы неспроста называются «классическими» — они являются базовыми элементами для всех декоративных станочных поковок, наиболее широко используемых в схемах проектирования металлоконструкций. Поэтому кузнечное оборудование для изготовления этих «классических» элементов всегда закупается в первую очередь.
Холодная ковка фурнитуры из каратного золота
Холодная ковка в ювелирной промышленности из каратного золота иногда называется штамповкой, чеканкой и штамповкой. Этот процесс использовался на протяжении всей истории при изготовлении монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими, какими они были во времена древности; однако мелкие детали постоянно уточняются.
Этот процесс использовался на протяжении всей истории при изготовлении монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими, какими они были во времена древности; однако мелкие детали постоянно уточняются.
Этот процесс просто описывается как формирование находки с применением чрезвычайной силы для забивания исходного материала в профилированную полость в стальном блоке.Хотя это может показаться простым, есть много тонких условий, которые повлияют на результат. Такая фурнитура, как хвостовики, навершия, подвески и отделка, идеально подходит для этого метода изготовления.
Оснастка
Вдавливая стальную заготовку или ступицу (также известную как фрезу) в мягкую стальную заготовку, можно получить инструменты для холодной ковки. Вплоть до 1980-х годов ступицы вырезались вручную с помощью молотка и долота, граверов и напильников. Они были вершиной мастерства и искусства изготовления инструментов; однако стало трудно найти квалифицированных мастеров, необходимых для производства этих шедевров. Сегодня ступица может быть обработана с помощью обычного оборудования инструментальной мастерской или изготовлена с использованием технологии CAD/CAM. Они по-прежнему требуют высокого уровня ручных навыков для отделки и полировки. Мастер изготовлен из инструментальной стали A2, которая очень прочна и выдерживает давление при изготовлении штампа.
Сегодня ступица может быть обработана с помощью обычного оборудования инструментальной мастерской или изготовлена с использованием технологии CAD/CAM. Они по-прежнему требуют высокого уровня ручных навыков для отделки и полировки. Мастер изготовлен из инструментальной стали A2, которая очень прочна и выдерживает давление при изготовлении штампа.
После создания мастер подвергается термообработке при температуре 1750°F (955°C) в течение одного часа, а затем охлаждается на воздухе. Этот процесс дает твердость по Роквеллу 63. Затем он закаляется до 59 по шкале Роквелла путем помещения в печь при температуре 450 ° F (230 ° C) на один час.Мастер прессуется в стальной блок с помощью гидравлического пресса, а затем штамп подвергается термообработке при 1525°F (830°C) до твердости по Роквеллу 60. Штамп закаливается в течение двух часов при 440°. F (227 ° C) до 57 Rockwell C, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью и ударопрочностью.
Два жестких правила, которые применяются к этому типу инструментов, заключаются в том, что не должно быть поднутрений и что ко всем полостям должен применяться угол уклона.В отличие от отливок, поднутрения нецелесообразны для штампованных изделий. Они заставят металл застрять в полости и его невозможно будет извлечь. Углы уклона от двух до пяти градусов необходимы для легкого удаления детали из штампа и часто помогают сократить время, необходимое для выполнения каждой работы.
Этапы процесса изготовления инструмента показаны на рисунках 1-7.
Холодная ковка
Для иллюстрации процесса холодной ковки будет использован типичный хвостовик.Этот хвостовик относится к типу, обычно используемому для колец-пасьянсов. Материал должен быть изготовлен в форме, близкой по размеру к конечному изделию.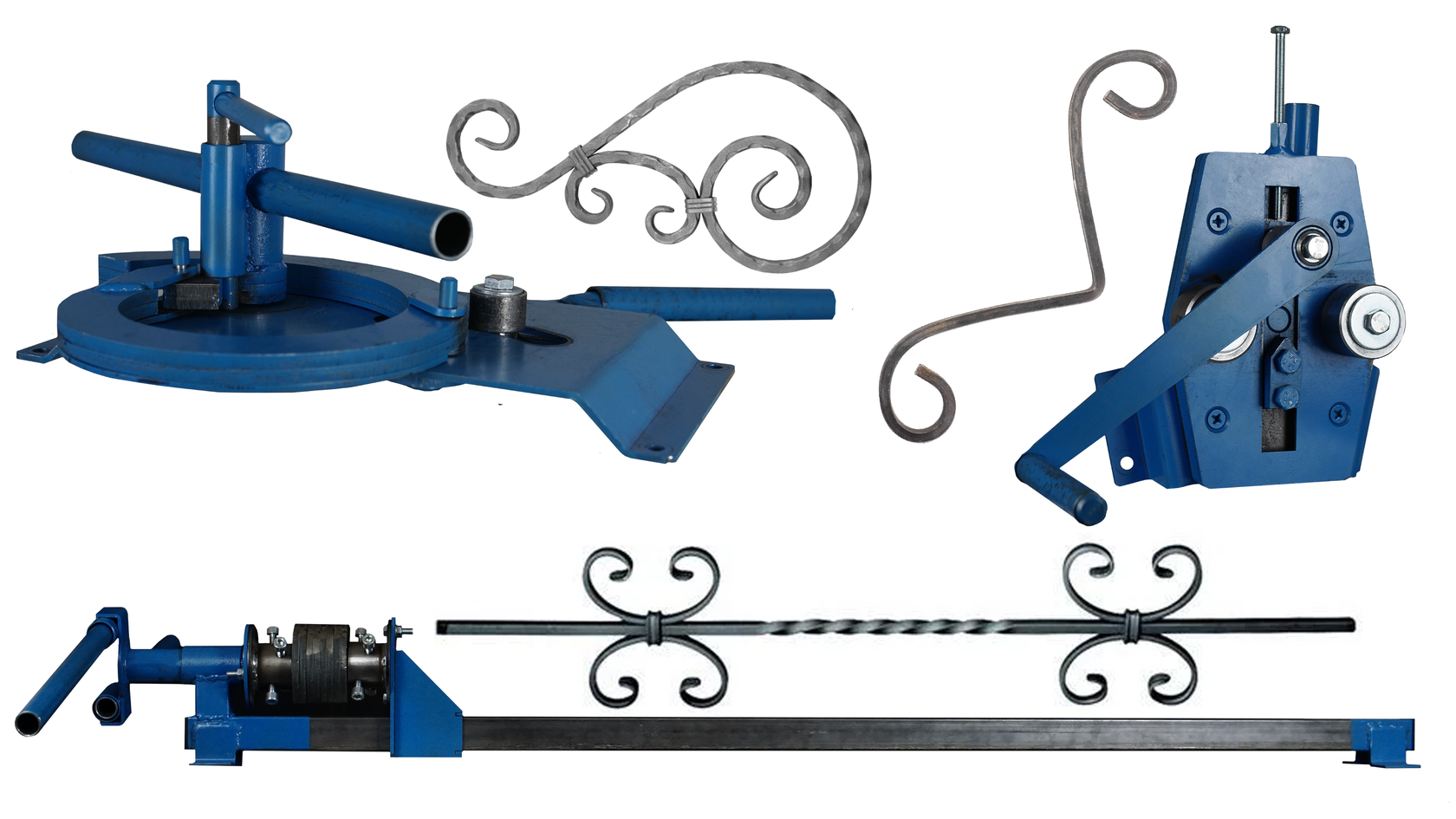 Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырезать формы, которые напоминают очертания штампа. Заготовка может вызвать проблемы, если в заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырезать формы, которые напоминают очертания штампа. Заготовка может вызвать проблемы, если в заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Хорошим примером этого является использование инструмента окончательной обрезки шармов в качестве заглушки.В области, где петля для переходного кольца соединяется с корпусом подвески, есть угол, который может треснуть при штамповке. В этом случае использование триммера для бланкера приведет к отказу от задания. Закругление выемок на бланкере уменьшит или предотвратит это. Эта проблема усугубляется при штамповке никель-белого золота. Для стержня, используемого в этой статье, использовалась квадратная проволока из 14-каратного золота, рис. 8, поскольку ее можно быстро изготовить и она имеет удобную форму для штамповки.
Матрица крепится болтами к пневматическому отбойному молоту, рис. 9, или к гидравлическому прессу, рис. 10. Отбойный молот работает по принципу подъема веса за счет давления воздуха в цилиндре. Воздух откачивается из цилиндра, и груз падает, вдавливая заготовку в оттиск. Однако усилие, создаваемое в гидравлическом прессе, вызвано тем, что масло находится под давлением внутри цилиндра, который медленно подает металл в пресс-форму. Методы создания силы различны, как и результаты.Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. Для хвостовика использовался отбойный молоток.
9, или к гидравлическому прессу, рис. 10. Отбойный молот работает по принципу подъема веса за счет давления воздуха в цилиндре. Воздух откачивается из цилиндра, и груз падает, вдавливая заготовку в оттиск. Однако усилие, создаваемое в гидравлическом прессе, вызвано тем, что масло находится под давлением внутри цилиндра, который медленно подает металл в пресс-форму. Методы создания силы различны, как и результаты.Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. Для хвостовика использовался отбойный молоток.
Матрица смазывается тонким слоем минерального масла, рис. 11. Детское масло используется с начала 1950-х годов и идеально подходит для этой работы. Чтобы определить необходимое количество, кисть протирают по ногтю, и должен оставаться только сухой масляный блеск. Он вообще не должен быть мокрым; однако на ногте должна оставаться легкая пленка.Слишком много масла будет оседать в полости и забивать деталь, не давая детали полностью сформироваться. Первая используемая матрица называется начальной, а угол наклона преувеличен, чтобы позволить металлу двигаться в полость с меньшим сопротивлением. Заготовка располагается над оттиском, а затем материал вбивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги, чтобы привести определение произведения. Величина давления, используемого в обеих системах, может разрушить матрицу, если она чрезмерна.
Первая используемая матрица называется начальной, а угол наклона преувеличен, чтобы позволить металлу двигаться в полость с меньшим сопротивлением. Заготовка располагается над оттиском, а затем материал вбивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги, чтобы привести определение произведения. Величина давления, используемого в обеих системах, может разрушить матрицу, если она чрезмерна.
Всю операцию при неправильном выполнении можно сравнить с колкой дров. Если по бланку ударить слишком сильно или он перегружен, он может действовать как клин и расколоть матрицу пополам. Это крайний случай неправильного использования. Однако в меньшей степени отпечаток треснет внизу или стенки начнут разрушаться. Разработка размеров заготовки также очень важна. Слишком много материала приведет к дополнительным ударам и обрезке, чтобы довести деталь до ее окончательных размеров, в то время как заготовка меньшего размера не заполнит слепок.
Используя усилие или охватываемую половину штампа, можно штамповать полые изделия с очень тонкими боковыми стенками. Кроме того, соединение двух половин штампа с оттиском позволит детализировать обе стороны находки. Это, однако, может создать проблемы для геометрии инструмента для обрезки, поскольку оттиск необходимо будет вырезать на поверхности пуансона триммера, чтобы предотвратить сплющивание. Вокруг детали образуется перелив или избыточный материал, рис.38 – 0,46 мм). Это должно быть уменьшено, чтобы материал снова мог свободно течь, и для этого используется инструмент для обрезки. Для такого хвостовика, как в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для обработки до 80 % солитерных хвостовиков, предлагаемых компанией, если он правильно сконструирован, рис. 13 и 14. Для дальнейшей формовки материал должен быть отожжен. Для этого выдерживают заготовку при постоянной температуре в течение заданного периода времени, а затем равномерно охлаждают. На многих заводах атмосфера поддерживается за счет использования крекированного безводного аммиака или смеси азота и водорода. Эти газы создают атмосферу, защищающую металл от окисления при его размягчении для дополнительных операций. Хвостовик образца отжигали при 1400°F (760°C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и после отжига соответственно.
На многих заводах атмосфера поддерживается за счет использования крекированного безводного аммиака или смеси азота и водорода. Эти газы создают атмосферу, защищающую металл от окисления при его размягчении для дополнительных операций. Хвостовик образца отжигали при 1400°F (760°C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и после отжига соответственно.
Затем хвостовик отштамповывается в окончательном штампе, который имеет готовую геометрию в оттиске.Некоторые работы требуют третьего удара, чтобы привести окончательную форму. В примере для этого использовались только два штампа. В этой точке перелив будет составлять около 0,010 дюйма (0,25 мм), так как эта толщина обеспечит приемлемую линию обрезки.
После штамповки перелив необходимо удалить с помощью триммера, подходящего для ковочного стиля, рис. 17 и 18. Надлежащее обслуживание окончательного триммера имеет решающее значение для внешнего вида фурнитуры. Если пластина чрезмерно заточена, отверстие увеличится, что приведет к образованию ступенек в обрезанной области.Кроме того, слишком тугая пластина триммера будет подрезать деталь слишком высоко, что приведет к плоской боковой стенке, что отвлечет внимание от дизайна.
Если пластина чрезмерно заточена, отверстие увеличится, что приведет к образованию ступенек в обрезанной области.Кроме того, слишком тугая пластина триммера будет подрезать деталь слишком высоко, что приведет к плоской боковой стенке, что отвлечет внимание от дизайна.
Финишные операции
Перед закруглением хвостовика необходимо подготовить концы для установки насадки. Это включает в себя формирование четырех или шести зубцов, рис. 19 и 20. Существует три метода выполнения этой операции. Простая рубка пуансоном и пластиной выполняется быстро, однако качество реза уступает двум другим методам обработки.Фрезерование каждого конца на горизонтально-фрезерном станке — лучший метод. Хвостовик удерживается зажимом, и фреза проходит по его концу, делая точный и чистый срез, рис. 21 и 22.
Третий метод включает в себя загибание концов в форме крючка, зажим и фрезерование. Хотя он похож на второй метод, его преимущество заключается в устранении проблемы разрушения наконечника при изгибании. Однако точность конечного изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик подается к фрезе, важен для хорошей посадки.Его необходимо установить так, чтобы не было зазоров в верхней или нижней части соединения закрепки/хвостовика.
Однако точность конечного изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик подается к фрезе, важен для хорошей посадки.Его необходимо установить так, чтобы не было зазоров в верхней или нижней части соединения закрепки/хвостовика.
Закругление выполняется в несколько этапов сгибания, и защита концов хвостовика очень важна. Операция часто выполняется с двумя концевыми гибочными блоками, рис. 23 и 24. Первый иногда имеет пластиковую вставку, встроенную в сталь в области, где блок будет маркировать золото. Изгиб в первом блоке — это не более чем излом в куске, образовавшийся от легкого удара.
Место соприкосновения блока с хвостовиком является областью наибольшего давления, и при слишком сильном нажатии на него образуются следы. Оттиск второго блока имеет окончательную изогнутую форму и полностью изготовлен из стали. Изгиб от первого блока распределяет изгибающее давление по большей площади поверхности, предотвращая выдалбливание. После загиба концов кольца полностью закругляются, рис. 25. Последующая доводка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Изгиб от первого блока распределяет изгибающее давление по большей площади поверхности, предотвращая выдалбливание. После загиба концов кольца полностью закругляются, рис. 25. Последующая доводка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Отсутствие пористости, возникающей при литье, и превосходное качество поверхности, передаваемое инструментальной оснасткой, сделали тиснение золотом в штампах первоклассным методом производства.Использование холодной ковки может быть применено ко многим типам фурнитуры всех цветов и каратов. При надлежащем отжиге и осторожности, чтобы избежать переутомления, даже самые стойкие сплавы никеля и белого золота могут быть успешно подвергнуты холодной ковке.
.
Добавить комментарий