
Как ровно и правильно сварить петли на ворота | ММА сварка для начинающих
Как правильно сварить петли на ворота или калиткуКак правильно сварить петли на ворота или калитку
Часто у новичков сварщиков возникают проблемы со сваркой петель на калитку или ворота. Ошибки, как правило, связаны с центровкой петель, из-за чего ворота закрываются с изломом.
Чтобы правильно сварить петли на ворота, можно воспользоваться одним проверенным и надёжным способом. Для его реализации потребуется кусок уголка и электроды 5 мм диаметром, чтобы ровно отцентровать петли.
Также, необходимо заранее подготовить 4 пластины из толстого металла, по 2 на каждую петлю. В работе потребуется использовать тиски и сварочный аппарат. Какой лучше выбрать инвертор, читайте на сайте mmasvarka.ru.
Как правильно сварить петли на ворота
Сначала необходимо будет зажать уголок в тиски, после чего можно приступать к центровке петель. Для этого в центр уголка следует положить электрод 5 мм в диаметре или пруток, с аналогичными размерами. По краям нужно будет выложить два электрода меньшего диаметра.
Для этого в центр уголка следует положить электрод 5 мм в диаметре или пруток, с аналогичными размерами. По краям нужно будет выложить два электрода меньшего диаметра.
Чтобы не было осевой погрешности при сваривании петел, сбоку от электродов нужно выложить пластины. Теперь можно укладывать петли в уголок и приваривать ушко. Для сварки рекомендуется использовать ток не менее 100 Ампер.
Сначала делаем прихватки на одной петле, затем на второй, после чего, заготовки можно обваривать. Таким образом, получится ровно сварить петли, после чего их можно использовать для установки на ворота.
Советы по сварке петель
Начинать сварку петель рекомендуется с наружной стороны. Ток для сварочного аппарата лучше выставить несколько меньших значений, примерно 100 Ампер. Как только петли проварены снаружи, можно приступать к обвариванию изнутри. При этом рекомендуется вести электрод под острым углом, без всяких «восьмёрок».
Для наложения внутреннего шва, силу тока лучше всего будет поднять, приблизительно на 20 Ампер. При внутреннем наложении шва, угол электрода необходимо минимизировать. В таком случае сварочный шов получится ровным и красивым.
После наложения основных швов, лучше не полениться и усилить их ещё одним. Для наложения шва уже нужно будет использовать движения электродом в стороны, в виде «волнистой линии» или же «восьмёрки». Начинать вести сварочный шов для усиления рекомендуется от первого шва, проваривая больше корпус петли, чем металлическую пластину.
Также, при сварке петель на ворота или калитку, лучше начинать варить с торца петли. Не рекомендуется накладывать сварочный шов вплотную к посадочному месту, поскольку это может вызвать проблемы с дальнейшей эксплуатацией петель. Лучше всего будет оставить минимальное расстояние, в 2 мм до пальца петли.
Здесь все просто, и поскольку у начинающих сварщиков не так много опыта, то легко испортить петли раскалёнными каплями металла. Потом их придётся срезать болгаркой, выполнять шлифовку, в общем, ненужную работы.
Потом их придётся срезать болгаркой, выполнять шлифовку, в общем, ненужную работы.
Таким образом, можно ровно сварить петли на ворота или калитку. В итоге они будут открываться хорошо и без изломов, что очень важно для их удобного использования.
Еще статьи про сварку:Как сварить гаражные ворота — ход работы
Общий вид выполняемых ворот
Сейчас есть множество видов ворот для гаража. Различных модификаций, с электроприводами и без. Но в этом сегменте лидируют все равно гаражные ворота сварные. О них и пойдет речь в этой статье.
Если вы решили выполнить своими руками гаражные ворота, сварить их не доставит большого труда и не потребует много затрат.
Зато в конечном итоге вы получите довольно прочную и долговечную конструкцию. Которую можно обустроить и электроприводом, который следует приобрести заранее и это предусмотреть при проведении монтажных работ.
Подготовка к работе
Все следует начать с эскиза. Который надо отобразить на листе бумаги. Для начала придумайте тип конструкции, будет она монтироваться из уголка или профиля, какие размеры, какой орнамент применим в облицовке изделия. Когда этот вопрос решен и начерчен чертеж, следует закупить нужный материал
Материалы
Когда придумана конструкция, которая подходит именно к вашему строению, следует просчитать материал, чтобы сделать ворота гаражные, как сварить мы расскажем немного позже.
- Для облицовки потребуется листовой металл, с толщиной не меньше 1,5 мм. Размер вы возьмете из выполненного чертежа. Однако следует учесть, что облицовочный материал следует брать как минимум на 20 см больше по длине и высоте изделия;
- В зависимости от выбора конструкции следует купить профильную трубу, или уголок. Однако и тот и другой материал меньше 2,5 см брать не стоит. Тонкая рама не даст нужной жесткости всей конструкции;
- При монтаже потребуются ребра жесткости, которые можно приобрести в отдельности, или использовать обрезки из материала.

- Для обезжиривания металлических поверхностей потребуется антикоррозийная жидкость или обычный бензин;
- Грунтовка;
- Краска для металлических поверхностей;
- Приобретите нужный засов для ворот и замок для калитки.
- Материалы старайтесь закупать качественные. Изготовленная конструкция рассчитана не на один год службы. Металл старайтесь брать с большим содержанием углерода, он дольше прослужит и менее подвержен коррозии.

Инструмент
Для любой работы потребуется инструмент, заготовить его надо заранее.
Нам потребуется:
- Полуавтомат или сварочный аппарат мощностью 220Вт;
- Для измерения диагоналей приготовьте капроновую нить;
- Болгаркой с зачистным и отрезными кругами мы будем обрабатывать металл;
- Следует взять ножницы по металлу;
- Для замера диагонали потребуется нить;
- Строительный уровень.
Изготовление гаражных ворот
Когда приготовлено оборудование и закуплен нужный материал. Следует приступить к работе. Обязательно правильно проведите все замеры будущей конструкции. Можно сделать подъемные ворота либо сварить их своими руками.
Следует приступить к работе. Обязательно правильно проведите все замеры будущей конструкции. Можно сделать подъемные ворота либо сварить их своими руками.
Внимание: При измерении общих габаритов конструкции предусмотрите вес металла. Учтите момент открытия и закрытия движущихся элементов. Чем больше пролет, тем более мощной должна быть конструкция. Недолжно быть провисаний.
Изготовление рамы
Ворота гаражные сварные крепятся на раме. Которая должна быть достаточно жесткой. От качества ее изготовления, будет зависеть и работа всего изделия.
Следует исключить малейшие провисания. При изготовлении рамы лучше применит 63-й уголок.
- Для начала следует определиться с местом. Это должна быть ровная плоскость. Если у вас есть стол для проведения сварочных работ, тем лучше. Если его нет, придется его сделать . Это не так сложно, но крайне нужно;
- Следует взять два швеллера и разместить их на плоскости, с таким расчетом, что бы готовое изделие было на 20-ть см. больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной;
- Отрезаем от уголка элементы конструкции, размеры берем из чертежа. У нас получается две верхние и две боковые стойки рамы;
- Сейчас мы будем выполнять сварку конструкции. Некоторые предлагают это делать полуавтоматом, однако это не правильно. Полуавтомат не способен качественно проворить шов такого мощного уголка. Его можно использовать при креплении 25-го уголка. Но мощного, он не проварит. Поэтому для изготовления рамы лучше пользоваться электросваркой;
- Раскладываем уголок. Смотрим, если все нормально, делаем зарезы для проведения сварки под прямым углом. Опять раскладываем элементы и прихватываем их при помощи сварки;
- Смотрим, что бы не было пропеллера. Примеряем диагональ. Если этого не сделать, после выполнения работы может получиться неправильная конфигурация изделия. Все должно плотно прилегать и иметь правильную геометрическую форму. Примеряем к месту установки;
 больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной;
больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной; Опять раскладываем элементы и прихватываем их при помощи сварки;
Опять раскладываем элементы и прихватываем их при помощи сварки;Если вы делаете ворота в уже готовый гараж, или другое строение, тогда работа выполняется немного по другому плану:
- Сначала вы промеряете место для установки ворот. Проверяете правильность базы крепления. Замеряете диагональ;
- Если что то не правильно в плоскости крепежа, следует исправить. Для этого следует применить болгарку и круг. Подрежьте места укладки рамы для плотного прилегания;
- После изготовления элементов рамы их можно приложить к контуру крепежа и прихватить. Для этого можете взять в помощь членов семьи;
- После того как элементы прихвачены, их следует уложить на плоскость для проведения сварки и проварить окончательно;
Далее работа проводится одинаково для обоих видов монтажа.
- Проваренные швы обрабатываем при помощи болгарки и зачистного круга. Снимаем все наплывы. Проверяем надежность крепления швов при помощи молотка;
- Теперь изготавливаем такую же раму и на обратную сторону стенки. Некоторые предлагают делать ворота с одной рамы. Конечно можно и так, закрепив каркас на анкера к стенке. Однако такая конструкция довольно не надежная и в процессе времени сильно разбиваются отверстия крепежа. А мы делаем для себя и халтурить не будем. Поэтому делаем вторую раму, это не намного увеличит затраты;
- Две готовые рамы прикладываем с обеих сторон стенок проема и прижимаем их к стенке при помощи больших струбцин. Соединяем их при помощи шинки, толщина которой должна бать не менее 3-хмм, а лучше 5 мм. Привариваем. Снимаем струбцины и смотрим. Все получилось жестко и качественно.
В вопросе установки рамы есть один небольшой вопрос. Все дело в нижней части проема, который расположен по земле. Нижняя плоскость должна быть пригодна для крепежа уголка, то есть должна быть жестко выполнена.
После энного надо покласть туда бетон и вдавить в него швеллер, который надо подготовит заранее. Когда полностью конструкция застынет, это будет прекрасная база для крепежа.
Делаем створки ворот
После изготовления каркаса приступаем к выполнению створок ворот. Сейчас будет рассказано, как сварить ворота для гаража с применением профильной трубы. Этот материал довольно практичен в проведении такого вида работ. Он достаточно легкий, но при его применении конструкция не теряет своей жесткости.
- Делаем замер установленного каркаса. Все размеры снимаем точно. От этого будет зависеть качество монтируемых деталей, которые должны подходить к уже установленной конструкции;
- Проводим резку профиля, по размерам, которые уже сняты. При помощи болгарки и зачистного круга убираем заусенцы с заготовок;
Внимание: Отнеситесь со всей внимательностью к выставлению диагонали конструкции.
 При неправильности замеров может образоваться «пропеллер» в изделии. Прижимайте все элементы при помощи струбцин и снимайте их только после остывания сварки.
При неправильности замеров может образоваться «пропеллер» в изделии. Прижимайте все элементы при помощи струбцин и снимайте их только после остывания сварки.- Производим раскладку заготовок на рабочем месте, прихватываем все соединения. После этого еще раз сверяем, как выдержан размер. Если все верно делаем окончательную сварку;
Пример не совпадения оси при монтаже
- Отрезаем металл для калитки. Прикладываем. Делаем прямой угол при проведении стыковки. Прихватываем. Проверяем. Если все правильно и углы выдержанны, привариваем окончательно;
- Вырезаем элементы калитки и выполняем их изготовление и крепление, так, как описано ранее;
Внимание: Если вы планируете установку внутреннего замка, тогда базу для крепления и отверстия, лучше выполнить до установки листа. После выполнения этой операции, сделать данную работу будет затруднительно.
- Производим установку распорок. Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;
 Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;
Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;Внимание: Обратите особое внимание, чтобы распорки не находились выше стойки. Здесь будет крепиться лист и все детали, размещенные на неровной поверхности, будут сильно выделяться.
- Для сокращения времени работы и расходов, когда мы делаем гаражные ворота, сварка может выполняться точечным методом;
- Болгаркой и зачистным круга обрабатываем швы соединений и наплывы металла. Обезжириваем полученную конструкцию бензином или антикоррозийной жидкостью. Ждем полного высыхания и при помощи ветоши стираем образовавшийся белый налет.
Крепеж металлического листа к раме створок
Этот вид работ проводится в рукавицах, для предотвращения травм рук об острые края листовой стали. Это уже будет завершающим этапом монтажа.
Это уже будет завершающим этапом монтажа.
- С использованием болгарки и отрезного круга производим обрезку листа металла в размер, который указан в чертеже;
- Зачистным кругом снимаем заусенцы в местах обрезки металла;
- Раскладываем листы на каркасе, на лицевой стороне элементы листа кладем в стык при соединении торцов;
- Лист металла проваривается на стыке сплошным швом, после чего, производится зачистка потеков при помощи болгарки и зачистнрго круга;
- Таким же образом привариваем и лист к калитке. Применяем правильные завесы;
Вид завеса для ворот с применением подшипника
- Металлические элементы обезжириваем и покрываем грунтовкой. Красим обработанные детали;
Установка замков и засовов
Для надежной охраны строения, требуется качественно его защитить. Для этого требуется установить замки и засовы.
- В одной створке двери, та, что закрывается первой, требуется установить засовы в рамы и пол строения. После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;
- Раньше были выполнены базы для установки и замков. Теперь не будет составлять труда их поставить. Единственное, не пытайтесь приспосабливать крепеж с наружной части конструкции. Приложите замок и сделайте отметки точек крепления на поверхности металла. После этого обрежьте шляпки на болтах и приварите их в точках крепления. Сварку зачистите и крепите замок на это место.
 После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;
После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;Мы рассказали, как правильно сварить гаражные ворота. Если было принято решение об подключении электропривода воротам, не забывайте в верхней части конструкции прикрепить трубу для проводки. Сделайте это сразу. Не забудьте предусмотреть каналы в стере для провода.
Сделайте это сразу. Не забудьте предусмотреть каналы в стере для провода.
На внутренней стороне конструкции, должно быть так же предусмотрено место для установки двигателя. После окончания работ это выполнить будет затруднительно. Если для работы вы выбрали качественный материал, изготовленное изделие будет служить довольно долго.
Сварка гаражных ворот: цена работы в Москве; расценка услуг на установку, изготовления и монтаж ограды, решеток, загородного забора или парильных ограждений
На сайте youdo.com зарегистрированы компетентные мастера, которыми выполняется качественная сварка гаражных ворот: цена работы устанавливается ими на доступном уровне. На Юду у исполнителей вы можете заказать под ключ любые металлические конструкции:
- перильные ограждения для тротуаров, лестниц, мостиков
- дачные или загородные заборы
- гаражные или въездные ворота
- решетки
- ограды
Сколько стоит установка воротной конструкции для гаража?
На сайте YouDo опытные исполнители предлагают изготовление и монтаж воротных систем по низким расценкам. Приблизительную стоимость работ, а также полный спектр услуг исполнителей вы сможете увидеть в прайсе, который находится на сайте youdo.com. А если вы хотите узнать точную цену на воротные или оградительные конструкции, оставьте заказ на сайте Юду. В форме заявки укажите:
Приблизительную стоимость работ, а также полный спектр услуг исполнителей вы сможете увидеть в прайсе, который находится на сайте youdo.com. А если вы хотите узнать точную цену на воротные или оградительные конструкции, оставьте заказ на сайте Юду. В форме заявки укажите:
- изделие, которое вам необходимо: забор, калитка, перила, ограда, воротная система для дачи или частного дома
- приблизительный метраж изделия, а также его высота
- необходимость оказания дополнительных услуг при установке ворот: увеличение верхней или боковых частей проема, монтаж опорного каркаса, декор фасадной части
Почему стоит заказать услуги исполнителей Юду?
Компетентные специалисты, предлагающие свои услуги на сайте YouDo, любые работы выполняют на высоком профессиональном уровне. У них можно заказать изготовление железных конструкций как из каталога, так и индивидуально, из материала заказчика. Если требуется сварка гаражных ворот, цена работы в каждом случае устанавливается персонально, поэтому в заявке укажите максимально подробную информацию.
Преимущества исполнителей Юду:
- доступные расценки на услуги по изготовлению и установке металлических изделий
- поставка готовой продукции по складской стоимости
- изготовление воротных систем всех типов: распашных, откатных, ролетных
- наличие современного оборудования для оперативной и надежной электросварки горячим или холодным методом
- широкие возможности по изготовлению декоративных элементов; ковка узоров любой сложности
Если вам нужна сварка гаражных ворот, цена работы у исполнителей Юду одна из самых низких в Москве: при этом мастерами предлагается комплексный сервис, куда входит демонтаж старых конструкций, вывоз строительного мусора, покраска изделий в любой указанный цвет.
Как сварить ворота 👩 Сделай сам
Содержание статьи:Введение
Практика DIY в настоящее время становится все более распространенной. Это занятие является не только одним прекрасным хобби способным оптимально позаботиться о нашем свободном времени , но также позволяет вам значительно сэкономить на затратах на рабочую силу , а также произвести приятное личное удовлетворение за работу Выполнено. Этому способствовало распространение множества мастерских, изготавливающих инструменты, которые когда-то продавались только специализированным категориям ремесленников.
Этому способствовало распространение множества мастерских, изготавливающих инструменты, которые когда-то продавались только специализированным категориям ремесленников.
В этом руководстве мы поговорим о том, как сварить ворота : начиная, однако, с одного некоторый опыт со специфическими инструментами и тщательным соблюдением правил техники безопасности. Итак, давайте посмотрим, как это сделать.
необходимо
- Защитная обувь, каска, сварочные очки, перчатки, искрогасящий фартук.
- Квадратная труба толщиной 3 мм, квадратные железные стержни 1 см, стойки, зажимы, метр, угольники, мел, петли, копья для украшения, железная панель 3 мм, сварка, профессиональная дрель.
В работах и работах, подобных той, которую мы собираемся делать, необходимо быть оснащенным всем защитным снаряжением, включая одежду.
Перед самой работой вам нужно будет сделать точный чертеж ворот, которые вы хотите сварить, тщательно измерив все длины и ширины, которые необходимо соблюдать; сначала вы должны снять мерки с талайо, которое будет первым изделием, которое будет изготовлено.
Вам нужно будет разрезать четыре одинаковых профиля пополам и положить их обратно на обычную поверхность, чтобы собрать их.Теперь вам нужно рассчитать диагональ, расположить детали в соответствии с этой меркой, чтобы получить точность, затем сварить ее, предварительно сделав точку сварки для каждого угла, не забывая всегда проверять размеры, так как во время сварки железо имеет тенденцию изгибаться, поэтому вы придется указать на центральную перекладину в раме, чтобы избежать этого физиологического искривления айрона. Добавьте больше точек пайки и приступайте к полной пайке.
Теперь вам нужно подумать о расположении сборки, чтобы отметить точные точки, где вам придется сваривать.Итак, обрежьте железные стержни по размеру. В том случае, если вы хотите вставить витые стержни, вы можете поступить следующим образом: закрепите на квадратном железном зажиме по одному см с каждой стороны, а на другом конце поместите наконечник профессионального сверла, затем действуйте и начинайте до тех пор, пока вы добились желаемого эффекта.
После этого вырежьте полученные перила по форме арки, соблюдая увеличивающуюся высоту два на два, которые вам нужно будет разместить в центре. Установите расстояние между палками, а затем разделите ширину ворот на заданное расстояние, и вы получите точное количество необходимых вам предметов.Эскиз, направляющий чертеж абсолютно необходим, чтобы увидеть работу целиком.
Теперь приварите только что сделанные стержни к раме, всегда скрепляя их только одной точкой сварки, а полностью приваривайте только тогда, когда будете уверены в расположении размеров. Копья, которые нужно приварить к наконечнику утюга, или декоративные элементы, которые вы видите на прикрепленных изображениях, можно купить в готовом виде, а затем применить их очень простым способом. В конце концов, вы должны починить замок, возможно, с соответствующей шнуровкой для использования с электричеством.Обычно замки снабжены пластиной для фиксации в четырех указанных точках. После того, как эти последние детали будут завершены, все, что останется, — это напилить и зачистить сварные швы, чтобы устранить дефекты и заостренные части.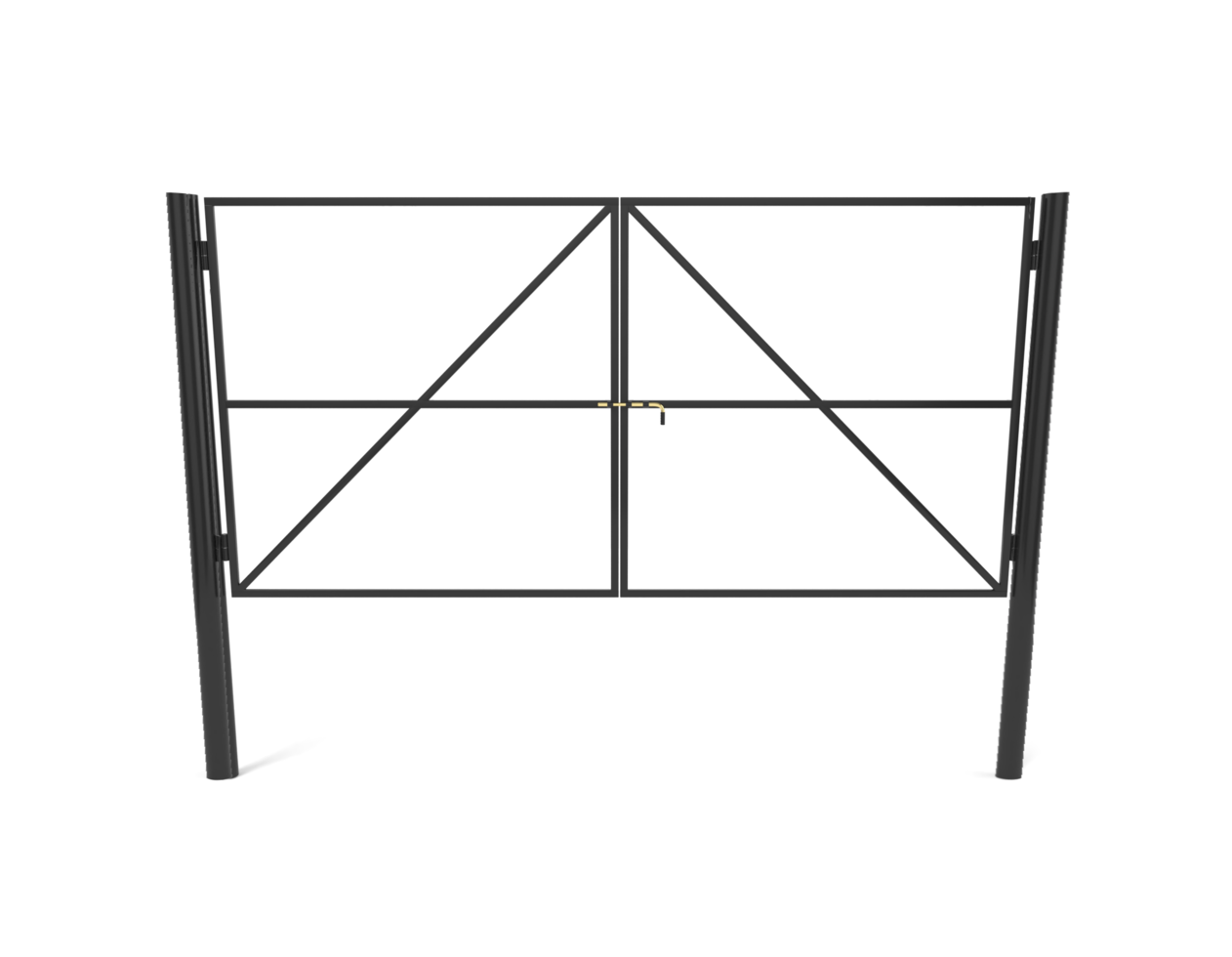 Отшлифуйте всю поверхность ворот тонкой наждачной бумагой, хорошо обеспылите, а затем приступайте к покрытию антикоррозийной краской. Дайте ему высохнуть в течение суток и покрасьте ворота в желаемый цвет.
Отшлифуйте всю поверхность ворот тонкой наждачной бумагой, хорошо обеспылите, а затем приступайте к покрытию антикоррозийной краской. Дайте ему высохнуть в течение суток и покрасьте ворота в желаемый цвет.
Советы
Несколько полезных ссылок:
- Как автоматизировать раздвижные ворота
- Как закрыть столбы ворот
- Как построить заборные ворота
Видео:
шагов для сварки легких ворот фермы
План по изготовлению ворот нужного размера для ваших нужд.
Оскар Х. Уилл III | Фотографии Лена Черчилля
СКАЧАТЬ: Список оборудования и материалов, чертежи планов и ступеней для ворот и дополнительных петель «сделай сам» (файл PDF, 1,2 МБ)
Посмотрим правде в глаза, не все проемы на площади точно соответствуют стандартной ширине ворот, доступных в местном фермерском магазине. А иногда просто не нужно тратить деньги на сверхмощные ворота, когда достаточно и более легких.
А иногда просто не нужно тратить деньги на сверхмощные ворота, когда достаточно и более легких.
Хотя этот план предназначен для ворот высотой 3 фута 2 дюйма для проема шириной 5 футов, вы можете адаптировать метод к нужному вам размеру. Один из вариантов сделать это — просто измерить проем, уменьшить ширину примерно на 6 дюймов, чтобы учесть петли и оборудование, и сварить «трубчатую» раму ворот до этого конкретного размера.
Следующие шаги включают использование кабелепровода из металлической трубы (EMT) для рамы и сварной проволочной сетки размером 2 на 4 дюйма для заполнения зазоров. Вы можете использовать другой тип тонкостенной стальной трубы, если он у вас есть, и вы можете использовать практически любую сетку для заполнения.
Эти инструкции предполагают некоторый опыт сварки, но этот проект можно относительно легко выполнить с помощью небольшого сварочного аппарата с подачей проволоки с флюсовой проволокой на 110 В (проволока 0,03). Если у вас нет большого опыта сварки тонкостенных материалов, вам обязательно следует потренироваться, прежде чем приступать к этому проекту.
14 шагов для сварки ворот
1. Отрежьте два куска ЕМТ длиной 54 дюйма длиной 3/4 дюйма от одного 10-футового участка и три куска длиной 37 дюймов от другого. Сохраните обрезки для других проектов, например, для изготовления собственных петель.(См. план самодельных петель в загружаемом PDF-файле. Примечание. Прикрепите такие петли перед выполнением шага 3 этого плана ворот.)
2. Используя верстачные тиски, сгладьте оба конца трех деталей длиной 37 дюймов, вставив последние ¾ дюйма каждого конца между губками тисков и раздавив их до плоского состояния. Следите за тем, чтобы плоские концы находились в одной плоскости (параллельно друг другу).
3. Закрепите одну из 54-дюймовых частей ЕМТ на рабочем столе. Расположите две 37-дюймовые детали на каждом конце длинной части так, чтобы край их плоского конца приземлился на центральную линию 54-дюймовой части.Используя угольник и измерительную ленту, расположите части EMT длиной 37 дюймов так, чтобы они были перпендикулярны части длиной 54 дюйма и параллельны друг другу, а затем прикрепите их к столу.
4. Настройте сварочный аппарат на рекомендуемые настройки для сварки металла 18-го калибра с отрицательной полярностью электрода.
5. Расположите вентилятор таким образом, чтобы обеспечить легкий боковой ветерок, и откройте окна, двери гаража и т. д. для улучшения вентиляции. Не устанавливайте вентилятор таким образом, чтобы он притягивал к себе пары.
6. Соберите снаряжение (респиратор, шлем и перчатки) и приварите плоские концы двух 37-дюймовых частей ЕМТ к 54-дюймовой части. Короткие очереди с хорошим пробитием помогут предотвратить прожоги.
7. Очистите места сварки проволочной щеткой после того, как швы остынут.
8. Переверните конструкцию и поместите несваренные концы 37-дюймовых отрезков EMT на осевую линию другого 54-дюймового отрезка, выровняйте все, зажмите и приварите, как и раньше — очистите сварка проволочной щеткой.
9. Расположите и закрепите третью часть EMT длиной 37 дюймов по центру между двумя другими, приварите, затем очистите проволочной щеткой после остывания.
10. Нанесите на все очищенные сварные швы жидкий состав для цинкования, чтобы замедлить образование ржавчины.
11. Поместите раму ворот на ровную поверхность сварной стороной вверх и уложите сварную проволочную сетку поверх рамы, чтобы закрыть два больших отверстия. Выровняйте сетку на одном конце, затем используйте кусачки, чтобы отрезать лишнюю сетку вровень с другим концом рамы.
12. Прикрепите сетку к внешней трубе рамы и центральной стойке с помощью равномерно расположенных стяжек-молний.
13. Обрежьте концы стяжек кусачками.
14. Установите купленные петли или петли собственного изготовления, повесьте ворота, а затем установите и отрегулируйте защелку по вашему выбору. Совет: для загона для скота поместите сетчатую сторону ворот к (большинству) животных.
В чем разница между сваркой MIG и TIG?
Когда клиенты знакомятся с определенными терминами и процессами, связанными с изготовлением эмблем, ворот и других изделий из железа и металла, они могут лучше оценить процедуры, связанные с этим типом узкоспециализированных усилий. В Aberdeen Custom Gate & Iron мы используем методы сварки MIG и TIG, в обоих из которых используется электрическая дуга для сварки для сплавления рабочих деталей.
В Aberdeen Custom Gate & Iron мы используем методы сварки MIG и TIG, в обоих из которых используется электрическая дуга для сварки для сплавления рабочих деталей.
В двух словах, основное различие между сваркой MIG и TIG заключается в том, что процедура MIG — это очень быстрый способ сварки, в то время как процедура TIG — гораздо более тонкий и деликатный процесс.
Кроме того, MIG предполагает использование стабильного расходуемого электрода, который плавится и добавляется в сварочную ванну.
TIG, с другой стороны, использует нерасходуемый вольфрамовый электрод для создания дуги между электродом и изделием. Поскольку при сварке TIG электрод не является расходуемым, поддерживать устойчивую дугу довольно просто.
Здесь мы предоставим некоторые дополнительные сведения о сравнении этих двух типов сварки, которые компания Aberdeen Custom Gate & Iron использует ежедневно.
Сварка МИГ
Аббревиатура MIG расшифровывается как Metal Inert Gas. В этом процессе сварки используется катушка с непрерывной подачей сварочной проволоки, которая прекрасно обжигает, плавит и сплавляет вместе два куска металла — основной и основной металлы.Непрерывная подача снижает вероятность дефектов сварки, которые могут возникнуть в паузах и интервалах. Этот процесс заметно проще по сравнению со сваркой TIG, поскольку проволока сматывается с катушки и подается в сварочную ванну для заполнения. Таким образом, от оператора требуется меньше навыков.
В этом процессе сварки используется катушка с непрерывной подачей сварочной проволоки, которая прекрасно обжигает, плавит и сплавляет вместе два куска металла — основной и основной металлы.Непрерывная подача снижает вероятность дефектов сварки, которые могут возникнуть в паузах и интервалах. Этот процесс заметно проще по сравнению со сваркой TIG, поскольку проволока сматывается с катушки и подается в сварочную ванну для заполнения. Таким образом, от оператора требуется меньше навыков.
С помощью сварки MIG можно сваривать различные материалы, включая мягкую сталь, нержавеющую сталь и алюминий. Кроме того, можно сваривать металлы различной толщины, в том числе тонкий листовой металл, а также значительно более тяжелые конструкционные плиты.
Сварка ВИГ
Аббревиатура TIG означает вольфрамовый инертный газ. Здесь удлиненные сварочные стержни медленно подаются в сварочную ванну; и «медленно» — ключевое слово. Сварщик TIG может сваривать различные типы металлов, но этот процесс занимает значительное время. Нерасходуемый вольфрамовый электрод используется для создания дуги с чрезвычайно высокой температурой, которая обеспечивает эффективное плавление обрабатываемого металла. Поскольку электрод не является расходуемым, поддержание устойчивой дуги никогда не является проблемой.Контроль расплавленной сварочной ванны является непревзойденным, при этом обе руки оператора работают одновременно.
Нерасходуемый вольфрамовый электрод используется для создания дуги с чрезвычайно высокой температурой, которая обеспечивает эффективное плавление обрабатываемого металла. Поскольку электрод не является расходуемым, поддержание устойчивой дуги никогда не является проблемой.Контроль расплавленной сварочной ванны является непревзойденным, при этом обе руки оператора работают одновременно.
TIG применяется как для сварки черных, так и цветных металлов с широким диапазоном толщин, не превышающих 8 мм. Поскольку этот процесс более медленный, в конечном результате получаются высококачественные сварные швы идеальной четкости при сварке алюминия, углеродистой и нержавеющей стали. Сварка ВИГ является превосходным вариантом, когда требуется особенно высокое качество сварного шва. TIG, в отличие от MIG, обычно используется для более тонких материалов.
При сварке MIG и TIG расплавленная сварочная ванна защищена от атмосферы кожухом из инертного газа вокруг дуги; и хотя обе эти технологии сварки имеют свои преимущества, одну нельзя использовать вместо другой. Они не взаимозаменяемы и предназначены для своих конкретных целей. MIG идеально подходит для более крупных проектов, в то время как сварка TIG прекрасно подходит для небольших проектов, включая использование более экзотических металлов, таких как золото, никель и латунь. TIG также может создавать более точную и сложную детализацию.
Они не взаимозаменяемы и предназначены для своих конкретных целей. MIG идеально подходит для более крупных проектов, в то время как сварка TIG прекрасно подходит для небольших проектов, включая использование более экзотических металлов, таких как золото, никель и латунь. TIG также может создавать более точную и сложную детализацию.
В конце концов, потрясающие произведения искусства из металла, в том числе изготовленные на заказ ворота, создаются благодаря обеим этим процедурам, которые усовершенствовались благодаря их древним практикам тысячелетней давности.
Amazon.com: Pro Gate Supply Петля для тяжелых условий эксплуатации 7-дюймовый цилиндрический подшипник с приварной пластиной: инструменты и товары для дома
В настоящее время недоступен.

Мы не знаем, когда и будет ли этот товар снова в наличии.
| Марка | Pro Gate Supply | |
| Тип отделки | Порошковое покрытие | |
| Тип крепления | Дверное крепление |
Аналогичный предмет для рассмотренияD&D Technologies ConcealFit — коробки для сварки ворот Страна
США —————— AfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua И BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia И HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика TheCook IslandsCosta RicaCote D «ivoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-bissauGuyanaHaitiHeard остров и МакДональда IslandsHond urasHong Kong (Республика Китай) HungaryIcelandIndiaIndonesiaIran, Исламская Республика OfIraqIrelandIsle Of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейской Народно-Демократической Республики OfKorea, Республика OfKuwaitKyrgyzstanLao Народно-Демократической RepublicLatviaLebanonLesothoLiberiaLibyan арабских JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, бывшей югославской Республики OfMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты OfMoldova, Республика OfMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian территории, OccupiedPanamaPapua Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-ХеленаСент-Китс и НевисСент-ЛюсияСент-Пьер и МикелонСент-Винсент и Гре nadinesSamoaSan MarinoSao Фолиант И PrincipeSaudi ArabiaSenegalSerbia И MontenegroSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSpainSri LankaSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian арабских RepublicTaiwan (Республика Китай) TajikistanTanzania, Объединенная Республика OfThailandTimor-lesteTogoTokelauTongaTrinidad И TobagoTunisiaTurkeyTurkmenistanTurks И Кайкос IslandsTuvaluUgandaUkraineUnited Арабские EmiratesUnited Королевство (Великобритания) Соединенные StatesUnited Штаты Малые отдаленные островаУругвайУзбекистанВануатуГород-государство ВатиканВенесуэлаВьетнамВиргинские острова, Британские Виргинские острова, СШАс. Состояние Почтовый/Почтовый Отказ от ответственности за стоимость доставки: Все заказы подлежат подтверждению. Дополнительные расходы на доставку, хотя и редкие, могут взиматься из-за веса, размера, местоположения и/или других переменных. Если для вашего заказа потребуются дополнительные средства для покрытия расходов на транспортировку товаров, с вами свяжутся перед обработкой заказа для утверждения. Нержавеющая сталь Sharpe, класс 800, уменьшенный порт 3/4 дюйма.Задвижка приварная с раструбомЗадвижка Sharpe из нержавеющей стали класса 800 с уменьшенным проходным отверстием 3/4 дюйма, приварная задвижка
Технические характеристики
|
 3/8″ толщиной
3/8″ толщиной Уоллис и ФутунаЗападная СахараЙеменЗаирЗамбияЗимбабве
Уоллис и ФутунаЗападная СахараЙеменЗаирЗамбияЗимбабве

 Если вы не согласны с какой-либо частью этих условий, пожалуйста, не используйте наш веб-сайт.
Если вы не согласны с какой-либо частью этих условий, пожалуйста, не используйте наш веб-сайт. Определения
Определения  В некоторых случаях продукты, которые мы предлагаем для продажи, изготавливаются вручную или из натуральных или органических материалов, и между изображением продукта и продуктом, который вы получаете, могут быть небольшие различия. Это всегда будет указано в описании отдельного продукта. Мы стремимся к тому, чтобы отображались все цвета и экраны.Оттенок цвета от экрана к экрану не является ошибкой. Это будет классифицироваться как изменение решения, и возврат товаров на основании изменения решения будет осуществляться за счет покупателя.
В некоторых случаях продукты, которые мы предлагаем для продажи, изготавливаются вручную или из натуральных или органических материалов, и между изображением продукта и продуктом, который вы получаете, могут быть небольшие различия. Это всегда будет указано в описании отдельного продукта. Мы стремимся к тому, чтобы отображались все цвета и экраны.Оттенок цвета от экрана к экрану не является ошибкой. Это будет классифицироваться как изменение решения, и возврат товаров на основании изменения решения будет осуществляться за счет покупателя. Мы оставляем за собой право отозвать любые продукты с нашего веб-сайта в любое время и/или удалить или отредактировать любые материалы или контент на нашем веб-сайте. Хотя мы приложим все усилия для обработки всех заказов, могут быть исключительные обстоятельства, при которых мы приложим все усилия для обработки всех заказов, могут быть исключительные обстоятельства, которые означают, что нам может потребоваться отказаться от обработки заказа после того, как мы отправили вам подтверждение заказа, которое мы оставляем за собой право сделать в любое время, по нашему собственному усмотрению.Мы не несем ответственности перед вами или какой-либо третьей стороной по причине отзыва нами какого-либо продукта с нашего веб-сайта, независимо от того, был ли он продан или нет, удаления или редактирования каких-либо материалов или содержимого на нашем веб-сайте, а также за отказ обрабатывать или принимать заказ после того, как мы отправили вам подтверждение заказа.
Мы оставляем за собой право отозвать любые продукты с нашего веб-сайта в любое время и/или удалить или отредактировать любые материалы или контент на нашем веб-сайте. Хотя мы приложим все усилия для обработки всех заказов, могут быть исключительные обстоятельства, при которых мы приложим все усилия для обработки всех заказов, могут быть исключительные обстоятельства, которые означают, что нам может потребоваться отказаться от обработки заказа после того, как мы отправили вам подтверждение заказа, которое мы оставляем за собой право сделать в любое время, по нашему собственному усмотрению.Мы не несем ответственности перед вами или какой-либо третьей стороной по причине отзыва нами какого-либо продукта с нашего веб-сайта, независимо от того, был ли он продан или нет, удаления или редактирования каких-либо материалов или содержимого на нашем веб-сайте, а также за отказ обрабатывать или принимать заказ после того, как мы отправили вам подтверждение заказа. При необходимости мы можем приостановить доступ к нашему веб-сайту или закрыть его на неопределенный срок.Мы приложим разумные усилия, чтобы наш веб-сайт содержал достоверную информацию и содержание, однако мы оставляем за собой право обновлять наш веб-сайт, как только нам станет известно о неточности или ошибке.
При необходимости мы можем приостановить доступ к нашему веб-сайту или закрыть его на неопределенный срок.Мы приложим разумные усилия, чтобы наш веб-сайт содержал достоверную информацию и содержание, однако мы оставляем за собой право обновлять наш веб-сайт, как только нам станет известно о неточности или ошибке. Это электронное письмо не гарантирует, что заказанные вами продукты доступны. Это подтверждение того, что мы получили ваш заказ.Ваш заказ представляет собой предложение о покупке, которое мы принимаем, когда отправляем ваши товары и отправляем вам электронное письмо с подтверждением того, что ваши товары были отправлены. Как только это электронное письмо будет отправлено и товары будут переданы назначенному перевозчику, договор между вами и нами будет заключен. Таким образом, договор купли-продажи заключен в штате Виктория, Австралия.
Это электронное письмо не гарантирует, что заказанные вами продукты доступны. Это подтверждение того, что мы получили ваш заказ.Ваш заказ представляет собой предложение о покупке, которое мы принимаем, когда отправляем ваши товары и отправляем вам электронное письмо с подтверждением того, что ваши товары были отправлены. Как только это электронное письмо будет отправлено и товары будут переданы назначенному перевозчику, договор между вами и нами будет заключен. Таким образом, договор купли-продажи заключен в штате Виктория, Австралия. Вы можете выбрать кредит магазина на свой счет или возмещение стоимости недоступного продукта. Мы оставляем за собой право не принимать ваш заказ в случае, если мы не сможем получить разрешение на оплату, если мы подозреваем мошенническую деятельность или если вы не соответствуете критериям приемлемости, изложенным или иным образом предусмотренным в настоящих Условиях или наш сайт.Мы оставляем за собой право отказать в обработке или отказать в обслуживании кому-либо в любое время по нашему собственному усмотрению.
Вы можете выбрать кредит магазина на свой счет или возмещение стоимости недоступного продукта. Мы оставляем за собой право не принимать ваш заказ в случае, если мы не сможем получить разрешение на оплату, если мы подозреваем мошенническую деятельность или если вы не соответствуете критериям приемлемости, изложенным или иным образом предусмотренным в настоящих Условиях или наш сайт.Мы оставляем за собой право отказать в обработке или отказать в обслуживании кому-либо в любое время по нашему собственному усмотрению.

 Если это произойдет, мы не отправим ваш заказ, пока вы не подтвердите, что хотите заказать по новой цене. Мы приложим разумные усилия, чтобы наш веб-сайт содержал достоверную информацию и содержание, однако мы оставляем за собой право обновлять наш веб-сайт, как только нам станет известно о неточности или ошибке.
Если это произойдет, мы не отправим ваш заказ, пока вы не подтвердите, что хотите заказать по новой цене. Мы приложим разумные усилия, чтобы наш веб-сайт содержал достоверную информацию и содержание, однако мы оставляем за собой право обновлять наш веб-сайт, как только нам станет известно о неточности или ошибке.

 Если мы не свяжемся с вами в течение 10 дней с момента первой попытки доставки, мы отменим ваш заказ и вернем деньги, уплаченные за товар. Мы сохраним любую плату, которую мы сделали для доставки.
Если мы не свяжемся с вами в течение 10 дней с момента первой попытки доставки, мы отменим ваш заказ и вернем деньги, уплаченные за товар. Мы сохраним любую плату, которую мы сделали для доставки. 4 Если вы отмените заказ после того, как мы отправили Товары, мы возместим только стоимость товаров.
4 Если вы отмените заказ после того, как мы отправили Товары, мы возместим только стоимость товаров. 1 Если вы не находитесь в Австралии, мы не знаем и не несем ответственности за законы вашей страны.
1 Если вы не находитесь в Австралии, мы не знаем и не несем ответственности за законы вашей страны. Если вы приобрели товар с платной доставкой и вернули его, потому что передумали, мы вычтем фактическую стоимость доставки из вашего возмещения. Если мы не можем быть удовлетворены тем, что вы приобрели продукт у нас, мы не примем ваш продукт к возврату.
Если вы приобрели товар с платной доставкой и вернули его, потому что передумали, мы вычтем фактическую стоимость доставки из вашего возмещения. Если мы не можем быть удовлетворены тем, что вы приобрели продукт у нас, мы не примем ваш продукт к возврату. 3.1 Вы должны сообщить нам по электронной почте на адрес
3.1 Вы должны сообщить нам по электронной почте на адрес  Если вы не выполните эту процедуру, мы не сможем идентифицировать вас как отправителя товара.
Если вы не выполните эту процедуру, мы не сможем идентифицировать вас как отправителя товара.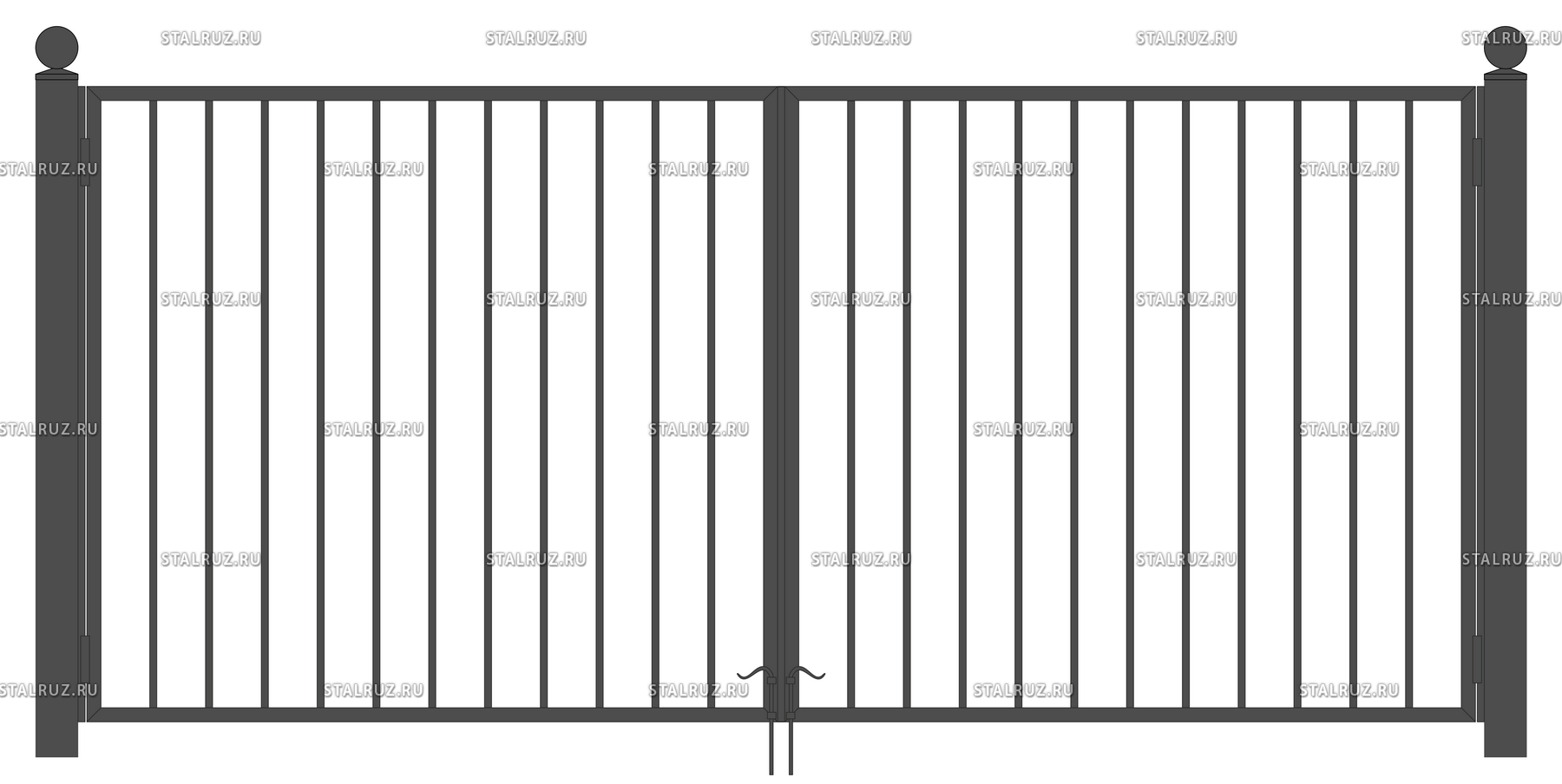 3.3 Любая подразумеваемая гарантия или условие относительно товарного состояния или пригодности Товаров для целей, отличных от тех, для которых Товары обычно используются;
3.3 Любая подразумеваемая гарантия или условие относительно товарного состояния или пригодности Товаров для целей, отличных от тех, для которых Товары обычно используются;
 Мы будем решительно защищать эти права во всех странах.
Мы будем решительно защищать эти права во всех странах.


 1.4 Нелицензионное программное обеспечение;
1.4 Нелицензионное программное обеспечение; 2.5 Чрезмерный и повторяющийся кросспостинг;
2.5 Чрезмерный и повторяющийся кросспостинг; Вы соглашаетесь с тем, что сообщения электронной почты имеют обязательную силу по договору так же, как и надлежащим образом подписанные и датированные документы, отправленные по почте.
Вы соглашаетесь с тем, что сообщения электронной почты имеют обязательную силу по договору так же, как и надлежащим образом подписанные и датированные документы, отправленные по почте. При этом каждое положение должно толковаться как отдельное и никоим образом не влияет на любое другое из этих условий.
При этом каждое положение должно толковаться как отдельное и никоим образом не влияет на любое другое из этих условий. Настоящее соглашение не регулируется Конвенцией Организации Объединенных Наций о договорах международной купли-продажи товаров, применение которой настоящим прямо исключается.
Настоящее соглашение не регулируется Конвенцией Организации Объединенных Наций о договорах международной купли-продажи товаров, применение которой настоящим прямо исключается.

Добавить комментарий