
Винтовые сваи своими руками – Чертежи
Самостоятельное изготовление винтовых свай — дело серьёзное и мы взяли на себя непростую задачу по описанию технологии этого процесса. Подробные чертежи и фото этапов работы прилагаются, так как без этого освоить технологию будет невозможно. Кроме того, в конце второго раздела вы сможете посмотреть видео-инструкцию от специалиста с подробными разъяснениями всех нюансов методики.
Большинство специалистов-строителей не рекомендуют изготавливать винтовые сваи самостоятельно, подчеркивая сложность процесса и большую ответственность. Но, несмотря на это можно уверенно утверждать, что познакомившись с технологией изготовления и имея под рукой чертежи винтовых свай, своими руками изготовить данные изделия вполне реально.
Конструкция винтовой сваи
Винтовая свая по своему виду напоминает корабельный гребной винт. Она представляет собой пустотелую стальную трубу, которая с одной стороны оснащена острым наконечником, снабженным режущей спиралевидной лопастью.
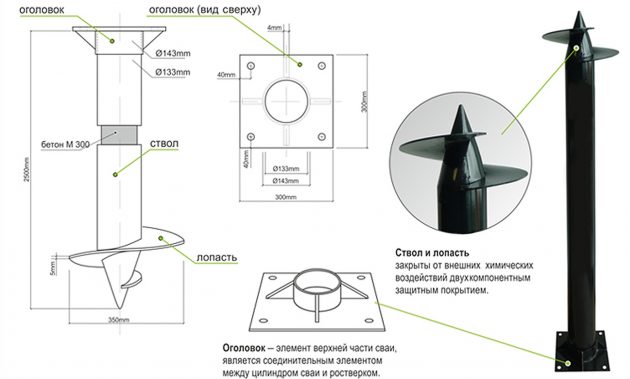
На представленном выше чертеже указаны составляющие компоненты винтовой сваи:
- Ствол, который изготавливается из трубы, с толщиной стенки не менее 3,5 мм.
- Башмак, то есть непосредственно нижняя часть трубы.
- Наконечник.
- Винтовая лопасть, форма которой и угол наклона определяют усилие закручивания в грунт.
Благодаря спиралевидной лопасти свая вкручивается в землю на требуемую глубину. С другой стороны при прекращении вкручивания лопасть будет препятствовать выталкиванию наружу сваи и надежной ее фиксации в грунте. Такая конструкция винтовых свай при обустройстве фундамента позволяет обходиться без применения грузоподъемных механизмов.
К содержанию ↑Изготовление винтовых свай для забора своими руками
Чаще всего своими руками изготавливаются сваи для строительства заборов. Для самостоятельного изготовления свай вначале нужно подготовить такие отдельные компоненты:
- Трубы с требуемым диаметром.
- Винтовую часть, с шагом около 5 см.
- Наконечник, длиной не меньше 15 см.
- Оголовки, для крепления бруса или балок.
Длина и диаметр труб являются основными техническими параметрами винтовых свай. Длина изделия определяется в зависимости от вида грунта. Ее значение должно быть таким, чтобы обеспечить погружение сваи до уровня устойчивой почвы.
Выбор диаметра сваи зависит от величины усилий, создаваемых непосредственно строительной конструкцией. В соответствии с типом ограждения рекомендуется использовать трубы для изготовления винтовых свай следующих диаметров:
- 55 мм – для установки легких оград, к примеру, из сетки-рабицы.
- 76 мм – для монтажа ограждения из металлического профнастила или шифера.
- 89 мм – для обустройства массивного забора из кирпича или легких блоков.
Рекомендуется для производства свай винтового вида приобретать специальные заготовки с литым наконечником. Но если это невозможно, то он изготавливается самостоятельно непосредственно из используемой трубы. Для этого:
- Концы трубы разрезаются на отдельные секторы определенного размера по лекалу.
- Выполняется сварка их в конус.
- Производится рихтовка швов.
Винтовая часть может быть изготовлена из стали толщиной 5- 6 мм. Сегодня можно приобрести специальные заготовки для винтов, но их стоимость при этом будет выше. Наружный диаметр устанавливаемого винта должен выбираться в зависимости от особенностей грунта, а именно, чем глубже необходимо вкручивать сваю, тем меньший должен быть диаметр винта.
В качестве основания для закрепления сверху винтовой сваи швеллера или балки должен устанавливаться оголовок. Правильно изготовленное изделие выглядит, как показано на фото ниже:
Все подготовленные комплектующие соединяются между собой с помощью сварки. Очень важно следить за качеством сварного шва, чтобы исключить возможное разрушение конструкции при монтаже.
Подробная видео-инструкция от мастера с комментариями поможет вам наглядно увидеть процесс создания сваи своими руками.
К содержанию ↑Видео-обзор: Самодельные винтовые сваи для забора
Самодельные винтовые сваи для забора
Рекомендуем также: Винтовые опоры для забора
Винтовые сваи для фундамента дома
Процесс изготовление винтовой сваи для строительства основания здания подобен вышеописанному. Но при малейшей неуверенности в качественном изготовлении и сомнениях в правильности расчетов несущей способности в соответствии с видами грунтов и нагрузкой, специалисты не рекомендуют использовать самодельные изделия для обустройства фундаментов. То есть для производства винтовых свай необходимо обладать опытом и соответствующими знаниями.
К содержанию ↑ВНИМАНИЕ! Для строительства фундамента рекомендуется приобретать готовые сваи у известных производителей, так как изделия, изготовленные в заводских условиях, имеют в любом случае более длительный срок службы.
Видео-обзор: Установка свайно-винтового фундамента
Установка свайно-винтового фундамента
Если все-таки принято решение изготавливать винтовые сваи своими руками для фундамента, то следует ответственно отнестись к выбору диаметра труб:
- Для строительства легких сооружений, типа беседок или террас, подойдут трубы с диаметром 89 мм.
- Каркасно-щитовые и рубленые строения, а также ангары и подобные сооружения должны возводиться на основаниях из винтовых свай диаметром 108 мм.
- Дома из кирпича, камня или блоков строятся на фундаментах, обустроенных с помощью винтовых свай с диаметром 133 мм.
Несмотря на кажущуюся простоту производства винтовых свай, следует помнить о следующем:
- Самостоятельно изготовить можно только сваи небольшого диаметра, так как подобрать комплектующие для массивных образцов и качественно их соединить в домашних условиях очень сложно.
- Любая ошибка или погрешность при выборе шага и диаметра лопасти, а также неправильно подобранный угол наклона к плоскости увеличит усилие закручивания винтовой сваи, а в некоторых случаях приведет к невозможности монтажа в целом.
- Самостоятельное производство винтовых свай – трудоемкий процесс, который занимает много времени.
Исходя из вышесказанного, важно понимать, что изготовить винтовые сваи своими руками несложно и вполне возможно, но вряд ли экономически целесообразно. При этом следует учитывать то, что, как правило, производители винтовых свай оказывают комплексные услуги по разработке проекта основания здания.
Установка свай винтового типа, как правило, проводится с помощью специальной техники. Но в случае, если было принято решение изготавливать данные изделия самостоятельно с целью экономии средств, то более рационально будет использовать простые приспособления для ручного монтажа. Для этого в верхней части сваи делаются специальные отверстия, в которые вставляются специальные рычаги. Как правило, для вкручивания винтовой сваи требуется усилия 2-4 человек. При монтаже следует строго отслеживать вертикальный уровень погружения винтовых свай в грунт.
Читайте также:
Как сделать винтовую сваю своими руками
Винтовые сваи довольно популярны при строительстве различных 1–2-хэтажных зданий из легких материалов, или каркасно-щитового типа. Они эффективно работают в пучинистых и подтапливаемых грунтах, но отличаются низкой несущей способностью. Поэтому самостоятельное производство винтовых свай актуально для многих, кто запланировал строительство.
Конструкция
Винтовые сваи могут отличаться по размеру, форме и другим характеристикам, но у всех приблизительно одна и та же конструкция. У данного строительного элемента присутствуют такие составные части:

Конструкция винтовых свай
- тело или ствол. Стальная труба, имеющая диаметр 76–350 мм, с толщиной стенки не меньше 4 мм;
- наконечник. Это своеобразная пика (литая, сварная) длиной около 2 диаметров тела, или продолжение трубы в виде конуса;
- лопасти. Одно-, двухзаходная спираль или два винта, находящиеся на расстоянии 400–700 мм;
- оголовок. Специальная пластина, имеющая отверстия и усиленная ребрами жесткости, соединена с катушкой из трубы.
Оголовок присутствует в тех винтовых сваях, которые используются с деревянным ростверком. Это идеальная конструкция для панельных или щитовых домов, зданий из бревен. Если ростверк металлический, потребности в наличии оголовка отсутствует. В данном случае ствол, немного выступающий над грунтом, приваривается к другим элементам здания.
Подробная пошаговая инструкция
Для самостоятельного изготовления винтовых свай необходимо предварительно разработать или найти чертеж с указанием всех необходимых размеров. Только после этого можно приступать к выбору материалов и непосредственно к самому изготовлению.
Чертеж основных частей винтовой сваи
Ствол
Ствол формируется из труб, которые должны изготавливаться из стали марок Ст20 или 09Г2С. Это лучшие материалы, которые легки в обработке и обеспечивают конструкцию достаточными параметрами прочности. Стандартно ствол сваи имеет длину 2–3 м.
Если существует потребность в увеличении ее размера для достижения пластов грунта с достаточной несущей способностью, это делается при помощи трубы 1,2–2 м. Ее устанавливают после вкручивания самого ствола, что обеспечит требуемые технические характеристики фундамента.

Разновидности винтовых свай
Наконечники
В отличие от стволов, наконечники свай могут иметь разную конструкцию. Все зависит от их условий эксплуатации. Для более плотных грунтов лучше использовать сварные пики. Могут подойти и наконечники, изготовленные из части ствола. Для торфяных, песчаных и супесей идеально подходят крестообразные наконечники.

Классификация свай для разных типов грунтов
Наконечник из ствола
Чтобы изготовить такую винтовую сваю, ее ствол следует увеличить на длину двух диаметров. Технология производства будет выглядеть следующим образом:
Чертеж наконечника для винтовых свай
- Создание шаблона. Из любого плотного материала (картона, куска трубы) вырезают шаблон в виде треугольных фестонов.
- Разметка. Конец ствола при помощи полученного шаблона размечают на несколько секторов.
- По намеченным линиям вырезаются зубцы.
- Полученные своеобразные лепестки загибаются, чтобы образовался конусообразный наконечник. Его центр должен совпадать с осью сваи.
- Лепестки соединяются сваркой двойным швом.
Сварной вариант
Для легких построек винтовые сваи могут изготовляться по следующей технологии:
- Формирование лепестков. Производится из трубы (такого же типа, как ствол сваи) или листовой стали толщиной 4–5 мм.
- Лепестки загибаются вплотную друг к другу и соединяются при помощи сварки.
- Наконечник укрепляется двойным сварным швом для обеспечения надежности и долгого срока службы.

Изготовление винтовых свай со сварным наконечником
Крестообразный вариант
Чтобы изготовить подобную винтовую сваю своими руками, необходимо придерживаться простой инструкции:
- Из листовой стали вырезают треугольник, ребра жесткости, круглую пластину и заглушку для трубы.
- К заглушке присоединяют большой треугольник и перпендикулярно к нему — маленькие ребра жесткости, прихватывают сваркой.
- Все стыки тщательно провариваются двойным швом.

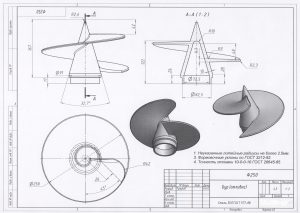
Чертеж винтовой сваи
Изготовление лопастей
Лучше всего, когда винтовая часть сваи приходится на нижнюю треть ствола. Шаг лопастей должен составлять 5–7 см. Они изготовляются из листовой стали толщиной 5 мм и формируются двумя способами:
- сплошной однозаходный. Крой заготовки винта выполняется согласно чертежу, разводка лопасти осуществляется ломом до необходимого шага;
- сборный из нескольких элементов. Лопасти изготавливаются из отдельных частей, которые соединяются сваркой.

Виды лопастей винтовых свай
Антикоррозийная обработка
Самодельные винтовые сваи нуждаются в качественной антикоррозийной обработке, что увеличивает их срок службы в несколько раз. Установлено, что стальной ствол и лопасти ежегодно теряют до 0,01 мм толщины из-за негативного воздействия влаги. Поэтому специалисты рекомендуют покрывать их специальными составами, как только будет удалена окалина с поверхности сварных швов. Чаще всего это:

Горячее цинкование винтовых свай — защита от коррозии
- полиуретановая эмаль. Отличается 30–60-летним сроком службы в особенно агрессивных условиях;
- двухкомпонентная эмаль. Имеет 60–90-летний ресурс службы, специально создана для защиты подземных конструкций;
- стеклопластик. Наносится на специальное цинковое покрытие и обеспечивает 300–400-летний срок службы;
- двухкомпонентные покрытия на основе эпоксидных смол. Бюджетный вариант, обеспечивающий долгий срок службы ствола и лопастей фундамента.
Видео по теме: Самодельные винтовые сваи для забора
- Монтаж фундамента
- Выбор типа
- Из блоков
- Ленточный
- Плитный
- Свайный
- Столбчатый
- Устройство
- Армирование
- Гидроизоляция
- После установки
- Ремонт
- Смеси и материалы
- Устройство
- Устройство опалубки
- Утепление
- Цоколь
- Какой выбрать
- Отделка
- Устройство
- Сваи
- Виды
- Инструмент
- Работы
- Устройство
- Расчет
Поиск
- Монтаж фундамента
- ВсеВыбор типаИз блоковЛенточныйПлитныйСвайныйСтолбчатый
Фундамент под металлообрабатывающий станок
Устройство фундамента из блоков ФБС
Заливка фундамента под дом
Характеристики ленточного фундамента
- ВсеВыбор типаИз блоковЛенточныйПлитныйСвайныйСтолбчатый
- Устройство
- ВсеАрмированиеГидроизоляцияПосле установкиРемонтСмеси и материалыУстройствоУстройство опалубкиУтепление
Устранение трещин в стенах фундамента
Как армировать ростверк
Необходимость устройства опалубки
Как сделать гидроизоляцию цоколя
- ВсеАрмированиеГидроизоляцияПосле установкиРемонтСмеси и материалыУстройствоУстройство опалубкиУтепление
- Цоколь
- ВсеКакой выбратьОтделкаУстройство
Отделка фундамента камнем
Выбор цокольной плитки для фасада
Что такое цоколь
Как закрыть винтовые сваи
- ВсеКакой выбратьОтделкаУстройство
- Сваи
Винтовые сваи своими руками: инструкция
Свайно-винтовой фундамент настолько популярен, что буквально в каждом населенном пункте можно встретить многочисленные конструкции, опирающиеся на него. Так как технология установки такой основы не вызывает особых трудностей, некоторые умельцы пошли дальше и начали изготавливать винтовые сваи своими руками.
Это вполне реально, тем более если вы хотите возвести на своем участке легковесную постройку, а для строительства массивной жилой постройки лучше отдавать предпочтение заводским изделиям. Сразу оговоримся, что для такого процесса не потребуется сложное оборудование, и это тоже говорит о простоте работы.
Конструкция винтовой сваи
Чтобы опора получилась качественной и прочной, необходимо ознакомиться с ее конструкционными особенностями. Свая с лопастями включает в себя несколько элементов:
- ствол, который представляет собой круглую трубу. Толщина ее стенок равна 4 см;
- наконечник в форме конуса, закрепленный на нижнем конце опоры;
- лопасти, образующие спиральный виток, приваренные на конус;
- оголовок – заглушка, которую приваривают к верхушке трубы.
Оголовок нужен тогда, когда планируется строительство наземной части конструкции из деревянных материалов. Чтобы придать оголовку большей прочности, его обычно усиливают ребрами жесткости. В каждом углу заглушки необходимо просверлить отверстия (в диаметре 24 мм).
 Самодельная винтовая свая
Самодельная винтовая сваяНачало работы
Первое, что нам необходимо сделать, это составить чертеж будущей винтовой сваи. Это может быть самый простой набросок, но он даст вам возможность отметить все необходимые размеры опорного стержня, да и подсчет нужного количества материалов с его помощью будет идти легче. Здесь же будет размечаться каждый элемент заготовки.
На чертеже необходимо указать:
- Какого диаметра будет труба.
- Необходимую длину опоры с учетом конуса.
- Высоту или угол конуса.
- Расстояние от низа лопасти до самой верхушки конусного наконечника.
 Чертеж и размеры основных элементов
Чертеж и размеры основных элементовЕсли вам нужны опоры под деревянную конструкцию, не забудьте предусмотреть оголовок (заглушку) и усиление в виде ребер жесткости. Здесь работа может застопориться из-за необходимости точно указать длину сваи, а выяснить вы это сможете только после того, как будет проведен анализ грунта. Нас интересует глубина залегания плотных грунтов. Правильнее всего будет заказать анализ почвы в специализированном бюро, но за такую услугу придется немало заплатить.
Но, так как на самодельных сваях вы вряд ли будете строить жилую постройку, можно обойтись без нецелесообразных для легкой конструкции трат. Можно спросить у знакомых или соседей, которые вели серьезное строительство, не известна ли им такая информация, вдруг они смогут ее прояснить. Технология предусматривает следующее: по своей длине опора должна превосходить глубину залегания несущего слоя на 0,5 м, именно на столько она будет возвышаться над уровнем земли.
Определив размеры, можете начинать изготавливать лопасть в домашних условиях, для чего вам понадобится:
- качественная листовая сталь;
- плазморез;
- тиски;
- шаблоны, при помощи которых размечают внутренний и наружный диаметр заготовки;
- оборудование, на котором растягивают винтовую спираль (можно ограничиться ломом).
Этапы работ
Так как нужно изготовить не одну сваю, с циркулем вы будете возиться очень долго. В данном случае лучше изготовить специальные шаблоны, которые ускорят процесс разметки лопастей. Здесь нужно будет сделать самому два шаблона. На одном из них необходимо начертить малый круг с диаметром, равным диаметру трубы по ее наружной стороне.
Второй шаблон будет содержать большой круг, а его диаметр будет равен наружному диаметру винта. На каждом шаблоне должна быть нанесена центральная ось, что упростит их посадку на стальную полосу в момент нанесения разметки. Теперь, когда шаблоны готовы, можно переходить к следующему этапу.
Кроим полосу
Чтобы расход материала свести к минимуму, необходимо правильно провести раскрой стальной полосы. Обратите внимание на то, что ее длина и ширина будут кратны наружному диаметру лопасти (заготовки):
 Раскрой полосы
Раскрой полосы- по ширине большой шаблон должен лечь без припусков. К примеру, он имеет диаметр 250 мм, а значит, ширина полосы должна составлять все те же 250 мм;
- длина полосы должна быть равна диаметру шаблона лопасти, умноженному на количество заготовок. Припуски зазоров тут не нужны.
Чтобы добиться одинакового размера всех винтовых лопастей, полосу необходимо расчертить, для чего по длине лопасти проводят горизонтальную ось, и вертикальную, шаг которой обязательно должен равняться диаметру винтовой лопасти. Первая вертикальная линия будет проходить от короткой стороны полосы на том расстоянии, которое будет равно ½ диаметра заготовки.
Теперь необходимо разметить круги, а поможет нам в этом шаблон. Процесс может проводиться в произвольном порядке, то есть вы можете разметку начинать с малых кругов, а завершать большими, или в обратной последовательности, разницы нет.
Создание винтовой спирали
Когда вся разметка готова, настало время заняться вырезанием заготовок. Сначала наносится надрез начиная от вертикальной оси и до внутреннего круга, а далее по внутренней оси. В конце нужно вырезать наружный контур винтовой лопасти.
 Вырезание заготовок
Вырезание заготовокЗдесь нам понадобится оборудование – тиски и разводной рычаг. Образовавшиеся кольца одно за другим фиксируют тисками так, чтобы вертикальный разрез был повернут вверх, а затем аккуратно рычагом разводят в разные стороны торцы. После того как первый торец отогнули, необходимо высвободить заготовку из тисков, перевернуть ее на другую сторону, и точно так же отогнуть второй торец.
Перемеряем расстояние – оно должно составлять между ними от 130 до 140 мм, при диаметре лопасти в 200 мм. Следите за тем, чтобы конец винтовой лопасти, входящий в землю, был меньше отогнут, нежели верхний.
 Изготовление винтовой спирали
Изготовление винтовой спиралиОбратите внимание, что в данном процессе это наиболее сложная и ответственная задача, ведь неправильно выверенный угол не позволит вам произвести вкручивание винтовой опоры в грунт.
Работа над конусом
В промышленных условиях наконечники производят по методу литья, но по понятным причинам домашняя технология видоизменена, и мы будем мастерить конус из трубы – именно так происходит изготовление винтовых свай частным образом.
 Треугольники для формирования наконечника
Треугольники для формирования наконечникаТеперь возвращаемся к процессу изготовления шаблона. В данном случае он будет представлять собой треугольник, который нужно вырезать из тонкого металлического листа (можно заменить картоном). Высота нашего шаблона будет равна диаметру трубы, умноженному на два.
Размер основания определяется путем простейших расчетов:
- сначала подсчитываем длину окружности ствола в разрезе, для чего наружный диаметр ствола необходимо умножить на 3,14;
- полученную цифру делим на сектора, из которых будет изготовлен винтовой конус. Если мы берем трубу, диаметр которой равен 76 мм, то нам вполне хватит четыре сектора. Так мы быстро и точно вычислили длину основания нашего шаблонного треугольника.
Формируем конус
Размечаем 4 сегмента с помощью изготовленного ранее шаблона и болгаркой вырезаем их из трубы. Треугольники, которые остались на трубе, без лишнего усилия нужно кувалдой подогнуть к центру поперечного сечения. Набивать нужно до тех пор, пока они полностью не сомкнутся. Теперь в работу вступает сварочное оборудование. Стыковочные швы заваривают сварочным аппаратом.
При необходимости количество сегментов-треугольников может быть увеличено. Следите за тем, чтобы шов от сварки был аккуратным, иначе он может разойтись, и усилия будут напрасными.
 Установка лопасти на наконечник
Установка лопасти на наконечникКогда лопасть будет устанавливаться на конус, ни в коем случае не должны появиться зазоры. Если все же они есть, придется корректировать угол подъема спирали. Сверьте расстояние от нижнего угла спирали до конусной вершины – у вас должно получиться 50 мм. Когда элементы плотно сомкнуться между собой, стык проваривается ровным сплошным швом. Ни в коем случае нельзя допускать прерывистый шов, ведь при завинчивании в грунт на винт будет воздействовать огромная нагрузка.
Настало время приваривать оголовок и ребра жесткости, созданные в форме треугольников с прямым углом и катетом в 50 мм. Именно катет приваривают к низу оголовка и трубе.
Вот так несложная технология и абсолютно простое оборудование позволят вам самому сделать отличные лопастные сваи, на которых можно обустроить небольшую легкую конструкцию.
 Винтовые сваи своими руками изготовить может не каждый желающий. Несмотря на то что для такого строительного изделия не существует строго установленных норм и правил, практика выработала свои требования, которые необходимо соблюдать при их производстве.
Винтовые сваи своими руками изготовить может не каждый желающий. Несмотря на то что для такого строительного изделия не существует строго установленных норм и правил, практика выработала свои требования, которые необходимо соблюдать при их производстве.
Это относится к наконечнику, который должен иметь строгую геометрию, которая позволит обеспечить достаточный эксплуатационный запас прочности сваи. Вне зависимости от промышленного или самостоятельного изготовления винтовая свая имеет свои конструктивные элементы.
Тело
 Внутри тела винтовой сваи — полость
Внутри тела винтовой сваи — полостьТело или ствол – пустотелая труба определенного диаметра с установленной толщиной стенки.
При этом труба может быть как круглой, так и квадратной формы. Специалисты рекомендуют использовать трубу, металл которой соответствует ГОСТу 8732-74. Длина ствола зависит от глубины залегания твердого грунта.
Свая должна быть погружена в твердый слой грунта минимум на 30 см, а верхняя часть – выступать над поверхностью в зависимости от пожеланий застройщика. Для определения диаметра можно воспользоваться СНиПом 2.02.03885 или практическими рекомендациями о том, что для устройства забора и разных укреплений подойдет труба от 47 до 76 мм, для свайного фундамента дворовых построек – 89 мм, а для каркасных и рубленых зданий – 108 мм.
Для надежности трубчатой полой конструкции рекомендуется использовать бесшовную трубу. Если применяется шовная труба, то прочность фундамента уменьшается в несколько раз.
Конус
 Конус можно сварить самостоятельно
Конус можно сварить самостоятельноМожет быть как литой, изготовленный в заводских условиях, так и сварной, выполненный самостоятельно.
Длина этой части сваи должна составлять 1,5 – 2 величины диаметра ствола. При домашнем изготовлении конус может быть четырех- или шестигранным. Сделать это можно путем разделения диаметра трубы на необходимое количество секторов. Через один –сектор вырезается, а оставшиеся в виде короны – сгибаются в конус и провариваются сваркой.
Иногда при устройстве винтового фундамента применяются сваи, которые не имеют наконечника. Для этого трубу срезают под углом в 45 градусов и заглушают пластиной. При этом лопасти приваривают прямо на тело.
Лопасть
 Лопасти делают из одного или двух винтов
Лопасти делают из одного или двух винтовЭто основная рабочая часть винтовой сваи. Изготавливают ее из листового металла толщиной в 5 мм. Это самая сложная деталь при самостоятельном изготовлении.
Она может быть выполнена в виде одно- или двухзаходной спирали. Для удобства ее можно изготовить в виде двух винтов. Такой тип лопасти лучше всего подойдет для грунтов, имеющих низкую несущую способность.
При изготовлении лопастей своими руками предварительно нужно сделать шаблоны, по которым размечаются внутренний и наружный диаметр заготовки.
Решая задачу, как самостоятельно сделать винтовую сваю, можно воспользоваться таблицей, из которой видно, что внешний диаметр лопасти напрямую зависит от диаметра самой сваи:

С учетом того, что заготовка будет сгибаться, для образования лопасти ее размер будет незначительно отличаться от диаметра ствола.
Готовые литые наконечники с лопастью можно купить в специализированном строительном супермаркете. Они сократят процесс домашнего производства и заодно увеличат устойчивость и прочность фундамента под строение.
Оголовок
 К оголовку крепится ростверк
К оголовку крепится ростверкОн представляет собой верхнюю часть конструкции и состоит из металлической пластины с отверстиями для крепления ростверка из дерева. При устройстве ростверка из швеллера отверстия в пластине не нужны. Оголовок крепится в верхней части уже после того, как сама свая будет погружена в грунт и все самодельные винтовые сваи будут обрезаны по уровню на одинаковую высоту.
Размер оголовка напрямую зависит от диаметра ствола. Если предполагается увеличенная нагрузка на ростверк, то следует изготовить оголовок с усиленной конструкции. Для этого приваривают косынки с четырех сторон и покрывают антикоррозийным составом. О том, как сделать конструкцию своими руками, смотрите в этом видео:
В домашних условиях винтовую сваю можно защитить от коррозии путем нанесения грунтовки по металлу и покрытия корабельной краской. Перед этим металл должен быть зачищен от ржавчины и обезжирен. Для этого можно использовать преобразователь ржавчины.
Изготовление
 Схема винтовой сваи
Схема винтовой сваи Для изготовления винтовых свай следует первоначально определиться с типом трубы.
Для изготовления винтовых свай следует первоначально определиться с типом трубы.
Если изделие необходимо для устройства фундамента под дом, то рекомендуется использовать трубы, соответствующие ГОСТ 8732 и 19281. Они хорошо обрабатываются, легко кроются и изгибаются.
Приготовив необходимый запас труб, можно приступать к производству винтовых свай.
Вначале трубы режут на нужную длину и параллельно изготавливают наконечники.
Всего существует несколько вариантов их изготовления для фундамента своими руками:
- Из тела трубы. Для этого подготавливают шаблон, по которому будут разрезать конец трубы на 4 или 6 равных секторов. Через один сектор лепестки удаляются таким образом, чтобы из оставшихся образовалась своеобразная корона. Затем лепестки загибают в конус, вершина которого будет приходиться на ось трубы, и сваривают между собой с помощью двойного шва. Образовавшаяся таким образом пика будет удобна для приваривания лопастей.

- Из заготовленных нескольких треугольников. Их аналогично первому способу сваривают между собой и закрепляют на трубе. При этом треугольники должны быть изготовлены из металла такой же толщины, что труба. В качестве отдельных треугольников можно использовать лепестки, которые были вырезаны при первом варианте. Это позволит избежать ненужных отходов производства. Такой наконечник называют сварным.
- Из треугольника, который по обеим сторонам имеет ребра жесткости. Основание крестообразного треугольника крепится к круглой бляхе, диаметр которой соответствует диаметру сваи, являющейся в последующем заглушкой основания трубы. Заглушку с крестообразным треугольником фиксируют к основанию трубы. Подробнее о свойствах таких свай смотрите в этом видео:

 Многозаходная лопасть более надежна
Многозаходная лопасть более надежнаПосле приготовления наконечников приступают к изготовлению лопастей. Есть два способа их изготовить самостоятельно. Первый – это выкраивание заготовки для однозаходовой лопасти. Такой элемент характеризуется хорошей жесткостью и стабильной геометрией.
Второй – из нескольких, обычно из двух сегментов заготовки, собирается многозаходная лопасть. Получается своего рода часть шнека. При первом и втором способах следует использовать чертежи, чтобы заготовки были одинаковыми.
Винтовая свая в таком виде готова к погружению в грунт. После ввинчивания всех свай их следует обрезать по одному уровню и приварить оголовок, на который в последующем крепится деревянный или металлический ростверк.
Сваи открывают больше возможностей для строительства забора на сложных грунтах (песчаная, глинистая, водянистая структура). Рынок предлагает широкий ассортимент исполнений (одновитковые, многовитковые, цельнолитые или сварные и т. д.), поэтому сложностей с покупкой возникнуть не должно. Однако если в наличии имеется подходящий материал и есть опыт в сварочных работах, вполне реально сделать винтовые сваи нужной конфигурации своими руками.
Обзор плюсов свайных опор
Сваи заглубляют на уровень, который пролегает ниже границы промерзания почвы. Такие опоры могут устанавливаться в любое время года без ограничений, а также не нуждаются в гидроизоляции участка, погружаемого в грунт. Это обусловлено особенностями технологического процесса: винтовые сваи вкручиваются в почву своими руками посредством рычажной системы. Структура грунта может быть различной, но такие опоры не подходят для скалистых участков.
Фундамент на столбах данного вида выделяется на фоне прочих конструкций благодаря следующим особенностям:
- быстрота возведения;
- легковесные конструкции, в частности, забор можно построить без привлечения спец. техники, своими руками;
- невысокая цена, что становится очевидным при сравнении с монолитной конструкцией ленточного фундамента.
Если самому сделать свайно-винтовой забор из имеющихся в наличии материалов, то себестоимость его будет заметно ниже.
Чертежи и технология изготовления
Чем сложнее конструкция сваи, тем более трудоемкий процесс ее создания. Чтобы в результате получить качественное изделие, нужно составить максимально подробный чертеж с указанием основных размеров:
На рисунке показан оголовок, задача которого заключается в создании единой конструкции с ростверком. Однако данное решение в большей мере подходит для строительства дома. Забор чаще возводят без ростверка. Но если планируется строить более тяжелую ограду, можно объединить свайно-винтовой фундамент в единую конструкцию. Это означает, что в некоторых случаях оголовок приваривать не нужно.
Изготовление опор данного вида своими руками выполняется посредством сварки, так как сделать цельнолитые сваи в кустарных условиях проблематично. Конструктивно опоры в таком исполнении представляют собой заостренный с одной стороны столб, на этом же участке крепится определенное количество лопастей.
Учитывая, что винтовые сваи для забора специально не покрываются гидроизоляционными материалами, обеспечить длительный срок их эксплуатации можно, если покрыть своими руками антикоррозионным составом.
Опора при строительстве забора вкручивается в почву до определенного уровня (твердые слои). Если чертежи составлены неправильно или винтовая свая вошла в грунт не полностью, уровень прочности конструкции снизится, а дополнительно к этому есть риск полного ее разрушения по причине проседания фундамента.
Самостоятельное изготовление
Выбор материала (сечение, длина, форма) производится на основании ряда факторов: уровень предполагаемой нагрузки, структура почвы, в частности, граница ее промерзания. Нужно понимать, что изготовленная своими руками свая выдержит вес легких построек, в том числе забора из профнастила, сетки, дерева. Для работы нужно подготовить трубу диаметром от 70 до 100 мм. Длина изделия определяется уровнем заглубления и высотой забора.
Изготовление оголовка трудностей не вызывает и производится как показано на фото, особое внимание уделяется качеству сварного шва
Важная особенность опоры данного вида – заостренный наконечник. Чтобы сделать его своими руками, нужно с одной стороны трубы сделать продольные срезы в нескольких местах, излишки материала удаляются.
Далее, секции необходимо согнуть до получения конусообразной формы трубы. Осталось только своими руками сварить их между собой, после чего отрихтовать соединительные швы.
Винтовая часть изготавливается либо из специальных заготовок с литым наконечником, либо используется 5-6-миллиметровая сталь
Изготовление лопастей своими руками может выполняться с применением уже готовых элементов, например, от старого бура. Если подручных материалов подходящей конфигурации нет в наличии, допускается сделать лопасти собственноручно, для этого нужно подготовить металл – сталь 5-6 мм толщиной. Диаметр определяется уровнем заглубления винтовой сваи: чем глубже она будет располагаться, тем меньше должна быть лопасть.
Изготовление своими руками предполагает ограничение возможностей при воплощении некоторых идей, поэтому свайные опоры легче выполнить однолопастными, для чего требуется растянуть созданную заготовку винта посредством тисков и приложения физических усилий. Степень растяжения определяет созданный ранее чертеж сваи для забора. Все сварные швы необходимо зачистить, а готовую конструкцию следует покрыть антикоррозионным составом.
Вероятные сложности при изготовлении
Даже при наличии достаточного опыта в строительстве, не всегда удается в точности воссоздать правильную конструкцию винтовых опор в бытовых условиях, что в дальнейшем повлияет на качество постройки, а также на срок ее службы. Рекомендуется в точности узнать, какую марку стали применять, толщину метала и достаточную длину готового изделия. Для этого необходимо выполнить ряд сложных расчетов.
Сначала нужно разметить железо под вырезание одинаковых кругов диаметром 25 см, резка плазменным резаком
Легковесный забор допустимо построить с помощью самодельных опор, но в этом случае рекомендуется для повышения надежности использовать трубы достаточно большого сечения и лопасти значительной толщины, что не всегда целесообразно ввиду существенной разницы между реальным уровнем нагрузок и степенью прочности фундамента. Подобный разбег влечет за собой более крупные расходы.
Винт одевают на наконечник конуса и прихватывают сваркой со стороны внутреннего края кромки
Изготовление свайной опоры на производстве предполагает необходимость использования цинкового покрытия, что значительно эффективнее, нежели обычная краска, пусть и при многослойном ее нанесении.
Нужно учитывать, что при погружении сваи происходит моментальное повреждение покрытия при контакте с камнями, что приведет к быстрому развитию процесса коррозии фундамента забора.
Это еще не все неприятности, с которыми придется столкнуться при изготовлении опоры винтового типа. Важная особенность таких изделий – прочный наконечник. Если планируется его приваривать, а в случае самостоятельного изготовления других вариантов попросту нет, рекомендуется воспользоваться услугами сварщика высокой квалификации.
Опасность на данном этапе заключается в некачественных сварных швах, что повлияет на прочность наконечника и лопастей. В результате приваренные конструкционные элементы при погружении сваи могут существенно деформироваться, а в худшем случае и вовсе оторвутся.
Все эти факторы негативно скажутся на длительности эксплуатации забора даже при условии правильно составленного чертежа. Соответственно, при изготовлении винтовых свай играют важную роль не только верно подобранные размеры изделия, но также их качество. Поэтому за самостоятельное производство следует браться лишь при условии наличия соответствующих знаний и опыта.
О низком уровне качества свидетельствует небольшая стоимость и небрежное исполнение, в частности, крепление элементов (лопастей, оголовка) и неравномерная обработка антикоррозионным составом. Если все же выбран вариант самостоятельного изготовления, нужно быть уверенным в своих силах, иначе придется переделывать ограждение, на что уйдет время, силы и дополнительные средства.

Изготавливаем сваи сами
Фундамент является основной частью любого строения, поэтому очень важно правильно выбрать тип основания. На устойчивом грунте можно обустраивать фундамент любого типа, а подвижные и подверженные сезонному пучению почвы требуют более прочной основы для строения. Фундамент на винтовых сваях – это идеальное решение для строительства зданий на подвижных грунтах, в районах с преобладанием низкой температуры воздуха, в местах с высоким уровнем грунтовых вод.
Преимущества свайного фундамента
Фундамент на винтовых сваях пользуется большой популярностью в индивидуальном строительстве благодаря главным преимуществам:
- Строительство на любом грунте. Глубокое завинчивание сваи в грунт позволяет возводить строения на всех типах грунта, включая заболоченную местность, где возведение фундамента другого типа невозможно. Исключение составляют только скальные участки, на которых завинчивание свай считается достаточно трудным.
- Минимум земляных работ. Для обустройства свайно-винтового фундамента не требуется проводить выемку грунта, рыть котлован или траншею. Это позволяет сэкономить на вывозке лишнего грунта со строительного участка.
- Возведение основания в любое время года. Минимальные земляные работы позволяют обустраивать свайный фундамент независимо от сезона.
- Высокая несущая способность. Сваи монтируются ниже уровня промерзания грунта, чем обеспечивается прочность фундамента в любых условиях. Даже при сезонном движении грунта конструкция сохраняет свою целостность.
- Простой и быстрый монтаж. Установку элементов свайного фундамента может выполнять человек, который не имеет строительного навыка. При этом основание возводится в кратчайшие сроки, чаще всего на весь процесс уходит 2-3 дня.
Самостоятельное изготовление винтовых свай

Сваи ручного производства
Выбрав в качестве основания дома свайный фундамент, необходимо определить, какие сваи будут использоваться. Элементы заводского изготовления отличаются прочностью и надежностью, но стоят дорого. Сваи собственного изготовления потребуют меньших затрат, но гарантия качества в этом случае сводится к минимуму.
Остановив выбор на сваях ручного производства, важно тщательно изучить конструкцию винтовой сваи и технологию ее изготовления.
к оглавлению ↑Конструкция сваи
Сваи и заводского, и собственного изготовления имеют одинаковое строение:
- Основным элементом винтовой сваи является ствол. Он представляет собой круглую трубу, стенки которой имеют толщину не меньше 4 мм.
- Другая важная часть – наконечник в виде конуса, расположенный на нижнем конце сваи.
- Не менее важна спиральная лопасть, приваренная к конусному наконечнику.
- На винтовые сваи, которые предполагается использовать в качестве основания под деревянные строения, дополнительно приваривают квадратные пластины с отверстиями – оголовки.
Подготовка к изготовлению свай
Перед тем, как приступить к изготовлению винтовых свай своими руками, необходимо сделать чертеж изделия. На нем указываются основные параметры сваи:
- Диаметр ствола.
- Высота конусного наконечника.
- Общая длина сваи (ствол + наконечник).
- Расстояние между нижним краем лопасти и вершиной конуса.
Чертеж изделия во многом облегчит его разметку и сборку.
к оглавлению ↑Изготовление лопастей: пошаговое руководство

Делаем лопасти для самодельной сваи
- Чтобы ускорить процесс работы, рекомендуется изготовить шаблоны будущих лопастей. Для этого необходимо вырезать два круга разного диаметра. Диаметр большого круга должен равняться наружному диаметру лопасти. Диаметр малого круга должен соответствовать диаметру ствола.
- Подготовленные шаблоны раскладывают на полосе стали и вычерчивают круги: вначале — большой, затем – малый.
- Вырезать лопасти нужно в следующем порядке: по вертикали выполняют рез до внутреннего круга, продолжают резать по внутренней отметке, затем обрезают изделие по контуру снаружи. В результате получается кольцо с прорезью.
- Изделие зажимают в тисках и по разрезу отгибают концы в разные стороны. При этом расстояние между концами должно быть не более 15 см.
Изготовление конусного наконечника

Конусный наконечник
- Как и на предыдущем этапе, вначале нужно изготовить шаблон. В этом случае требуется вырезать треугольник. Чтобы определить высоту шаблона, нужно диаметр трубы умножить на два. Для определения размера основания треугольника длина окружности трубы делится на определенное количество секторов. Чаще всего их делают четыре.
- Нижнюю часть трубы размечают на четыре сектора и вырезают их болгаркой.
- Полученные треугольники на конце трубы сбивают к центру до полного соединения.
- Линии стыков проваривают сплошным швом. При этом важно следить за качеством работы.
Окончательная сборка свай
Сборка единого элемента заключается в приваривании винтовой лопасти к нижнему краю сваи. При этом важно следить, чтобы между основной частью сваи и винтовым элементом не было зазора. При обнаружении просветов между поверхностями этих элементов необходимо больше разогнуть торцы спирали.
Нижний край винта должен располагаться на расстоянии 5 см от вершины конуса.
Сваривать элементы можно только после полного примыкания лопасти к поверхности конуса. При этом сварка должна проводиться сплошным швом, чтобы винт не оторвался в процессе закрутки сваи.
к оглавлению ↑Расчет количества свай
Перед тем, как начинать изготовление свай своими руками, необходимо определить точное количество элементов конструкции. При проведении расчета стоит учитывать следующее:
- Сваи должны располагаться под каждым углом постройки.
- Необходима установка опор в местах пересечения несущих стен дома.
- Не меньше двух свай нужно установить в месте расположения печи или камина.
- Требуется установка свай под будущей террасой или другой пристройкой.
Так рассчитывается количество основных свай. Для большей прочности необходимо установить дополнительные опоры. Их рассчитывают по следующему принципу:
- При возведении строений из блоков или плит между дополнительными опорами необходимо выдерживать расстояние до 2 метров.
- Для каркасных конструкций из дерева достаточно расположить сваи на расстоянии 2,5 метра.
- При строительстве брусовых или бревенчатых домов между сваями можно делать промежуток до 3 метров.
Для удобства подсчета винтовых свай рекомендуется составить план-схему строения, где отметить места расположения опор.

Расчет количества винтовых свай
Винтовую сваю можно изготовить самостоятельно, необходимо лишь запастись подходящими материалами и соблюдать технологию изготовления. Однако сваи, выполненные своими руками, безопаснее использовать в качестве основания для легких построек или оградительных конструкций.
винтовых свай винтовые сваи для фундаментов
винтовые свайные винтовые сваи для фундаментов
Технические характеристики:
ВАЛ ДИАМЕТРА — 3/4 дюйма, 1/2 дюйма, 3/4 дюйма, 5/8 дюйма и т. Д.
ДЛИНА — 36 ДЮЙМОВ и т. Д.
Глаз 1,5 дюйма диаметром ПЕТЛЯ СВАРНОЙ ЗАКРЫТО ЗАКРЫТО
РАЗМЕРЫ СПЕЦИАЛЬНОГО ДИСКА — 4 ДЮЙМА И 6 ДЮЙМОВ
ОТДЕЛКА — HDG (ГОРЯЧИЙ ГОРЯЧИЙ ПОГРУЖЕНИЕ)СОПРОТИВЛЕНИЕ ВЫТЯЖЕНИЯ — ДО 4000 ФУНТОВ (HARD PAN SOIL)
Вверните анкерный болт 3/4 ”x 36” w / 4 ”и 6” Helics оцинкованный
4 ″ LEAD HELIX ПОМОГАЕТ УСТАНОВИТЬ БОЛЬШОЙ 6 ″ HELIX
ГОРЯЧИЙ ПОГРУЖЕНИЕ, Оцинкованный: ASTM ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ A123 ИДЕАЛЬНО ДЛЯ КОРРОЗИОННЫХ ОКРУЖАЮЩАЯ СРЕДА ИЛИ ДОЛГОСРОЧНЫЕ УСТАНОВКИ
ПОВТОРНО ИСПОЛЬЗОВАТЬ — МОЖЕТ БЫТЬ ОТКРЫТО И ПЕРЕСТАВЛЕНО
ПОХОЖИЕ ПРОДУКТЫ ДЛЯ ССЫЛКИ:
000000 56Упаковка и доставка
Наши услуги
Мы можем изготовить по вашему чертежу.Если вам нужен образец нашего существующего продукта, большую часть времени мы можем предложить образец бесплатно. Если вы хотите попробовать новый продукт, мы можем разработать чертеж для вашей справки. Вы всегда можете посетить наш завод для посещения и осмотр.
Информация о компании
Qingdao New Taosheng Metal Products Co., LTD находится в JIMO QINGDAO CHINA. Она основана в 1990 году, имеет 150 работников, 20000 квадратных метров площади, 22 года опыта, один За час пути до морского порта Циндао и аэропорта Циндао, ISO & CE CERTIFACTE, мы получили постепенный рост и стали одним из влиятельных производителей в Циндао, Китай.Теперь у нас есть отдел оснастки, отдел арматуры для линий электропередачи, отдел механической обработки, отдел оборудования для зданий и отдел литья алюминия. Наша основная продукция включает в себя: скобу, талреп, деталь для штамповки углового железа, детали стальной конструкции, анкерный болт, болт заземления, резьбовой стержень, зажим и изделия для поддержки труб, фитинги для опор и алюминиевые детали для литья.
У нас очень строгие стандарты качества и полное контрольно-измерительное оборудование — машина для ремонта, магнитный детектор дефектов, твердомер, разбрызгиватель, испытание на удар и химический состав материала.
Вся продукция изготавливается в соответствии со строгими стандартами качества и проверяется перед поставкой. Поэтому мы можем постоянно поставлять продукцию высокого качества, уделяя особое внимание постоянному совершенствованию, ускорению производства, снижению затрат и своевременным поставкам.
винтовых свай | Шанс Фонд Решения
text.skipToContent text.skipToNavigation Компания Хаббелла Наши бренды Карьера- Авторизоваться
Адрес электронной почты
пароль
АВТОРИЗОВАТЬСЯ Забыли пароль Завести аккаунт Авторизоваться - Мои списки
- 0
- Товары
Закрепление и основания
- Инструменты для установки анкеров / свай
- Винтовые анкеры и сваи
- Освещение фундаментных анкеров
- сопротивление
- Куча смещения винта
- Товары
Продукты
- Инструменты для установки анкеров / свай
- Винтовые анкеры и сваи
- Освещение фундамента анкеров
- сопротивление
- Куча смещения винта
- Якоря стены
- Решения
Наши решения
Коммерческий / Промышленный Глубокие основы Удержание Земли Мгновенные основы швартовы Якоря трубопровода Жилой Солнечный ветер - Решения
Решения
- Наши решения
Наши решения
- Коммерческий / Промышленный
- Глубокие основы
- Удержание Земли
- Мгновенные основы
- швартовы
- Якоря трубопровода
- Жилой
- Солнечный ветер
- Ресурсы
Компания
Найти дистрибьютора Насчет нас Шанс Продукты Пилоны сопротивления ATLAS Шанс Альянс Сеть CHANCE Сертифицированные установщики Жилые решения Hubbell Power Systems, Inc.Инструменты и информация
Поиск ресурса Чертежи продаж Каталоги Helicap Software Инструмент выбора базового освещения Select-A-Base Отчеты по строительным нормам и правилам Блог Истории болезни РоликиПоддержка
Найти дистрибьютора Связаться с нами Обучение и образование ШАНС Университет myHubbell.ком Гарантия Для домовладельцев - Ресурсы
Ресурсы
- Компания
Компания
- Найти дистрибьютора
- Насчет нас
- Шанс Продукты
- Пилоны сопротивления ATLAS
- Шанс Альянс Сеть
- CHANCE Сертифицированные установщики
- Жилые решения
- Hubbell Power Systems, Inc.
- Инструменты и информация
Инструменты и информация
- Поиск ресурса
- Чертежи продаж
- Каталоги
- Helicap Software
- Инструмент выбора базового освещения Select-A-Base
- Отчеты по строительным нормам и правилам
- Блог
- Истории болезни
- Ролики
- Служба поддержки
Поддержка
- Найти дистрибьютора
- Связаться с нами
- Обучение и образование
- ШАНС Университет
- myHubbell.ком
- Гарантия
- Для домовладельцев
- Свяжитесь с нами
- Свяжитесь с нами
Адрес электронной почты
пароль
АВТОРИЗОВАТЬСЯ Забыли пароль Завести аккаунт Авторизоваться Мои списки- Товары
Закрепление и основания
- Инструменты для установки анкеров / свай
- Винтовые анкеры и сваи
- Освещение фундамента анкеров
- сопротивление
- Куча смещения винта
- Товары
Продукты
- Инструменты для установки анкеров / свай
- Винтовые анкеры и сваи
- Освещение фундамента анкеров
- сопротивление
- Куча смещения винта
- Якоря стены
- Решения
Наши решения
Коммерческий / Промышленный Глубокие основы Удержание Земли Мгновенные основы швартовы Якоря трубопровода Жилой Солнечный ветер - Решения
Решения
- Наши решения
Наши решения
- Коммерческий / Промышленный
- Глубокие основы
- Удержание Земли
- Мгновенные основы
- швартовы
- Якоря трубопровода
- Жилой
- Солнечный ветер
- Ресурсы
Компания
Найти дистрибьютора Насчет нас Шанс Продукты Пилоны сопротивления ATLAS Шанс Альянс Сеть CHANCE Сертифицированные установщики Жилые решения Hubbell Power Systems, Inc.Инструменты и информация
Поиск ресурса Чертежи продаж Каталоги Helicap Software Инструмент выбора базового освещения Select-A-Base Отчеты по строительным нормам и правилам Блог Истории болезни РоликиПоддержка
Найти дистрибьютора Связаться с нами Обучение и образование ШАНС Университет myHubbell.ком Гарантия Для домовладельцев - Ресурсы
Ресурсы
- Компания
Компания
- Найти дистрибьютора
- Насчет нас
- Шанс Продукты
- Пилоны сопротивления ATLAS
- Шанс Альянс Сеть
- CHANCE Сертифицированные установщики
- Жилые решения
- Hubbell Power Systems, Inc.
- Инструменты и информация
Инструменты и информация
- Поиск ресурса
- Чертежи продаж
- Каталоги
Описание продукта
Высококачественные металлические детали Поставщик Винтовая куча Thk Шариковый винт Пластиковая крышка для винтовой болтов Чертеж пресс-формы Часть
Винтовая свая пресс-форма для литья под давлением
Особенности, предлагаемые латунными вставками с накаткой:
* Устойчивость к износу
* Превосходная износостойкость
* Сильные и многоразовые резьбы
* Высокая противовращательная способность
Также доступно:
* Латунные круглые накатанные вставки
* Латунные шестигранные вставки
* Латунные квадратные вставки Тип вставки
* Латунные резьбовые вставки
* Латунные резьбовые вставки
* Резьбовые резьбовые M 9006
9009 Латунная вставка
| Материал | 1.Латунь: бессвинцовая латунь H58, H59, H62, C3604, C38000 и т. Д. 2. Алюминий или алюминиевый сплав: Al6061, Al6063, Al6082 и Al7075 и т. Д. 3. Нержавеющая сталь: SS303, SS304, SS316 и т. Д. 4. сталь: 12L14, 12L15, 45 # и т. Д. Углеродистая сталь: 1010, 1035, 1045, A3, 10 # и т. Д. 5. Легированная сталь: 10B21, 35ACR, 40ACR, 40Cr, 35CrMn и т. Д. 6. Пластик: POM .PE PTFE. ПВХ, АЦЕТАЛ. и т. д. |
| Оценка | 4.8, 8.8, 10.9, 12.9. |
| Поверхностная обработка | Оцинкованная, никелированная, хромированная, пассивация, окисление, анодирование, Geomet, Dacromet, термообработка, полировка, фосфатирование, порошковое покрытие и электрофорез и др. |
| Стандарт | ISO, DIN, ANSI, JIS, BS и нестандартные.Приглашаем прислать нам чертежи |
| Сертификат | GB / T19001-2008 / ISO9001: 2008 SGS, RoHS, Сертификация материалов, PPAP |
Производство Возможность | Токарно-токарная обработка : OD0,5-20 мм, тол. ± 0,01 мм Токарный станок с ЧПУ: ODΦ0,5-250 мм, тол. ± 0,005 мм Фрезерование с ЧПУ: 800×600 мм (ДхШ), тол. ± 0,05 мм Шлифовка: тол. ± 0,002 мм Направление и прокат винта: метрическая 0.8-M6, Unified Imperial # 0-1 / 4 » Штамповка: 200 т макс. |
| Процесс изготовления | Сырье / Контроль качества / Нить / Термообработка / Обработка поверхности / Контроль качества / Сортировка и упаковка / Доставка |
| Допуск | +/- 0,05 мм или как ваш запрос |
| Образец службы | Образцы для стандартных крепежных элементов все бесплатно, вы просто платите за доставку |
| Срок поставки | 7 -15 дней после подтверждения заказа или по вашему запросу |
| Размер коробки | 30CM * 19CM * 19CM или по индивидуальному заказу |
| Применение | Наша продукция широко используется в электронной технике, освещении, выключателях, сантехнике, сантехнике, ювелирные изделия, часы, игрушки, мебель, подарки, сумки, зонты и т. д. |
| Послепродажное обслуживание | Мы будем следить за каждым клиентом и решать все ваши проблемы, удовлетворенные после продажи. |
Часто задаваемые вопросы
В: Каковы масштабы вашего бизнеса?
A: Обслуживание OEM. Наша сфера деятельности — токарный станок с ЧПУ, токарная обработка, штамповка и т. Д.
В. Как с нами связаться?
A: Вы можете отправить запрос о нашей продукции, он будет отвечен в течение 6 часов, и вы можете напрямую связаться с нами через TM или WhatsApp, Skype, как вам нравится.
В. Какую информацию я должен предоставить вам для запроса?
A: Если у вас есть чертежи или образцы, пожалуйста, не стесняйтесь, присылайте нам, и сообщите нам ваши особые требования, такие как материал, допуск, обработка поверхности и количество, которое вам нужно, т. Д.
В. Как насчет дня доставки?
A: Срок поставки составляет около 10-15 дней после получения оплаты.
В. Как насчет условий оплаты?
A: Обычно EXW ИЛИ FOB Шэньчжэнь 100% T / T заранее, и мы также можем проконсультироваться в соответствии с вашими требованиями.
Описание продукта
Изготовленные из Китая свайные винтовые сваи мини-экструдеров для фундаментов Компрессорные винтовые сваи
Мини-экструдерные винтовые сваи для фундаментовкомпрессор винтового типа Особенности, предлагаемые Brass Knurur Вставки:
* Устойчивость к разрушению
* Превосходная выносливость
* Сильные и многоразовые нити
* Высокая способность против вращения
Также доступно:
* Латунные круглые с накаткой вставки
* Латунные шестигранные вставки
* латунные квадратные вставки Тип вставки
* латунные резьбовые вставки
* латунные резьбовые вставки
* резьбовые резьбовые вставки
* M5 & M6 латунная вставка
| Материал 1.Латунь: бессвинцовая латунь H58, H59, H62, C3604, C38000 и т. Д. 2. Алюминий или алюминиевый сплав: Al6061, Al6063, Al6082 и Al7075 и т. Д. 3. Нержавеющая сталь: SS303, SS304, SS316 и т. Д. 4. сталь: 12L14, 12L15, 45 # и т. Д. Углеродистая сталь: 1010, 1035, 1045, A3, 10 # и т. Д. 5. Легированная сталь: 10B21, 35ACR, 40ACR, 40Cr, 35CrMn и т. Д. 6. Пластик: POM .PE PTFE. ПВХ, АЦЕТАЛ. и т. д. | |
| Оценка | 4.8, 8.8, 10.9, 12.9. |
| Поверхностная обработка | Оцинкованная, никелированная, хромированная, пассивация, окисление, анодирование, Geomet, Dacromet, термообработка, полировка, фосфатирование, порошковое покрытие и электрофорез и др. |
| Стандарт | ISO, DIN, ANSI, JIS, BS и нестандартные.Приглашаем прислать нам чертежи |
| Сертификат | GB / T19001-2008 / ISO9001: 2008 SGS, RoHS, Сертификация материалов, PPAP |
Производство Возможность | Токарно-токарная обработка : OD0,5-20 мм, тол. ± 0,01 мм Токарный станок с ЧПУ: ODΦ0,5-250 мм, тол. ± 0,005 мм Фрезерование с ЧПУ: 800×600 мм (ДхШ), тол. ± 0,05 мм Шлифовка: тол. ± 0,002 мм Направление и прокат винта: метрическая 0.8-M6, Unified Imperial # 0-1 / 4 » Штамповка: 200 т макс. |
| Процесс изготовления | Сырье / Контроль качества / Нить / Термообработка / Обработка поверхности / Контроль качества / Сортировка и упаковка / Доставка |
| Допуск | +/- 0,05 мм или как ваш запрос |
| Образец службы | Образцы для стандартных крепежных элементов все бесплатно, вы просто платите за доставку |
| Срок поставки | 7 -15 дней после подтверждения заказа или по вашему запросу |
| Размер коробки | 30CM * 19CM * 19CM или по индивидуальному заказу |
| Применение | Наша продукция широко используется в электронной технике, освещении, выключателях, сантехнике, сантехнике, ювелирные изделия, часы, игрушки, мебель, подарки, сумки, зонты и т. д. |
| Послепродажное обслуживание | Мы будем следить за каждым клиентом и решать все ваши проблемы, удовлетворенные после продажи. |
Часто задаваемые вопросы
В: Каковы масштабы вашего бизнеса?
A: Обслуживание OEM. Наша сфера деятельности — токарный станок с ЧПУ, токарная обработка, штамповка и т. Д.
В. Как с нами связаться?
A: Вы можете отправить запрос о нашей продукции, он будет отвечен в течение 6 часов, и вы можете напрямую связаться с нами через TM или WhatsApp, Skype, как вам нравится.
В. Какую информацию я должен предоставить вам для запроса?
A: Если у вас есть чертежи или образцы, пожалуйста, не стесняйтесь, присылайте нам, и сообщите нам ваши особые требования, такие как материал, допуск, обработка поверхности и количество, которое вам нужно, т. Д.
В. Как насчет дня доставки?
A: Срок поставки составляет около 10-15 дней после получения оплаты.
В. Как насчет условий оплаты?
A: Обычно EXW ИЛИ FOB Шэньчжэнь 100% T / T заранее, и мы также можем проконсультироваться в соответствии с вашими требованиями.
Добавить комментарий