
Сварные металлические заборы с установкой.Цены на заборы в Москве
Особенности установки
На наши сварные заборы цена с установкой формируется исходя из выбранного метода фиксации в грунте опорных столбов. Метод установки подбирается в зависимости от свойств грунта и ландшафта ограждаемой территории, чтобы обеспечить максимальную надежность и стабильность забора при любых погодных условиях. На выбор предлагаем три варианта столбов:
- опоры из бетона;
- кирпичные опоры со специальными закладными элементами для крепежа секций;
- профильная труба подходящего диаметра (для декора могут использоваться сверху заглушки).
Металлические столбы могут быть зафиксированы в грунте методом бетонирования, вбивания или используются винтовые сваи. Таким образом на заборы металлические сварные секционные цена может быть сформирована с учетом многих нюансов, чтобы каждый клиент в конечном итоге получит качественную надежную конструкцию без переплат.
Предлагаем различные способы установки столбов в грунт:
|
| |
При наличии уже готовых столбов из камня или кирпича, они должны иметь закладные детали, к которым можно осуществить монтаж секций.
Оформление заказа
Чтобы купить сварной забор в Москве, воспользуйтесь одним из наиболее удобных вариантов оформления заказа:
- свяжитесь с менеджером по телефону;
- заполните форму обратной связи;
- напишите на электронную почту;
- закажите обратный звонок.
Заборы металлические из сварных секций очень надежные, легкие и долговечные, так как в процессе производства применяется полуавтоматическая сварка и высокопрочное покрытие краской, устойчивое к коррозии. Монтаж готового забора осуществляется со строгим соблюдением норм безопасности по ранее утвержденному проекту. Оплата осуществляется любым удобным способом по договоренности. Также доступна рассрочка.
Монтаж готового забора осуществляется со строгим соблюдением норм безопасности по ранее утвержденному проекту. Оплата осуществляется любым удобным способом по договоренности. Также доступна рассрочка.
Калитки и 3д забор сетка по низким ценам от компании «Свой дом»
Заборные секции используются для защиты частной территории от проникновения посторонних лиц, и также они служат для разграничения пространства. Входным элементом обычно становятся калитки, обеспечивающие проход людей и доступ к объекту тех, кто имеет право на нем присутствовать. Для разного рода объектов часто используют сварные заборные секции, которые отличаются высокой надежностью, эффективно противостоят вандальным воздействиям, препятствуют свободному прохождению на территорию. Современные решения данного типа могут порадовать защищенностью от коррозии, от любых негативных воздействий открытой среды – они приспособлены для длительной эксплуатации, и служат годами, десятилетиями. Они могут иметь различный внешний вид, и изобилие дизайнерских решений позволяет подобрать оптимальный вариант под любой ландшафт. На заборные секции цена отличается доступностью – в нашем магазине вы можете сравнить цены и подобрать наилучшее по всем показателям решение.
Они могут иметь различный внешний вид, и изобилие дизайнерских решений позволяет подобрать оптимальный вариант под любой ландшафт. На заборные секции цена отличается доступностью – в нашем магазине вы можете сравнить цены и подобрать наилучшее по всем показателям решение.
Калитки и заборы
Необходимость купить калитку становится актуальной при установке забора практически в любом случае. В широком ассортименте представлены готовые калитки, которые создаются под заборные секции, в едином стиле, чтобы создать гармоничную композицию. Калитка обеспечивает доступ людей и свободный проход тех, кто имеет на это право, и представленные в ассортименте решения отличаются не только надежностью, но и приспособленностью для активного использования на протяжении долгого срока. Если вам необходимы калитки в Челябинске – обращайтесь к нам, в компанию Свой Дом, и мы сможем предложить вам огромное многообразие подходящих решений.
У нас цена на калитки остается разумной и доступной, широкий выбор предлагается всегда. Желающим купить заборные секции мы также готовы предложить массу интересных решений. Мы придерживаемся разумной ценовой политики и не делаем лишних наценок, а товар всегда предлагается исключительно высокого качества. Рассмотрев готовые заборные секции и другие изделия, вы можете заказать их в любом необходимом количестве, и получить с сопутствующими услугами. Мы готовы предложить как доставку заказанных изделий, так и услуги монтажа, если они будут вам необходимы. Обращайтесь, чтобы получить высококачественные изделия с гарантией, на самых простых и выгодных условиях, без переплат и других проблем.
Желающим купить заборные секции мы также готовы предложить массу интересных решений. Мы придерживаемся разумной ценовой политики и не делаем лишних наценок, а товар всегда предлагается исключительно высокого качества. Рассмотрев готовые заборные секции и другие изделия, вы можете заказать их в любом необходимом количестве, и получить с сопутствующими услугами. Мы готовы предложить как доставку заказанных изделий, так и услуги монтажа, если они будут вам необходимы. Обращайтесь, чтобы получить высококачественные изделия с гарантией, на самых простых и выгодных условиях, без переплат и других проблем.
Качественный забор 3д сетку купить в Челябинске по низкой цене
Забор стал неотъемлемой частью частных участков, им огораживают территорию общественных заведений, учреждений. И многие домовладельцы, городские службы по благоустройству территорий отдают предпочтение 3Д забору из сварной сетки, еврозабору.
Что представляет собой забор-сетка 3д и почему популярен
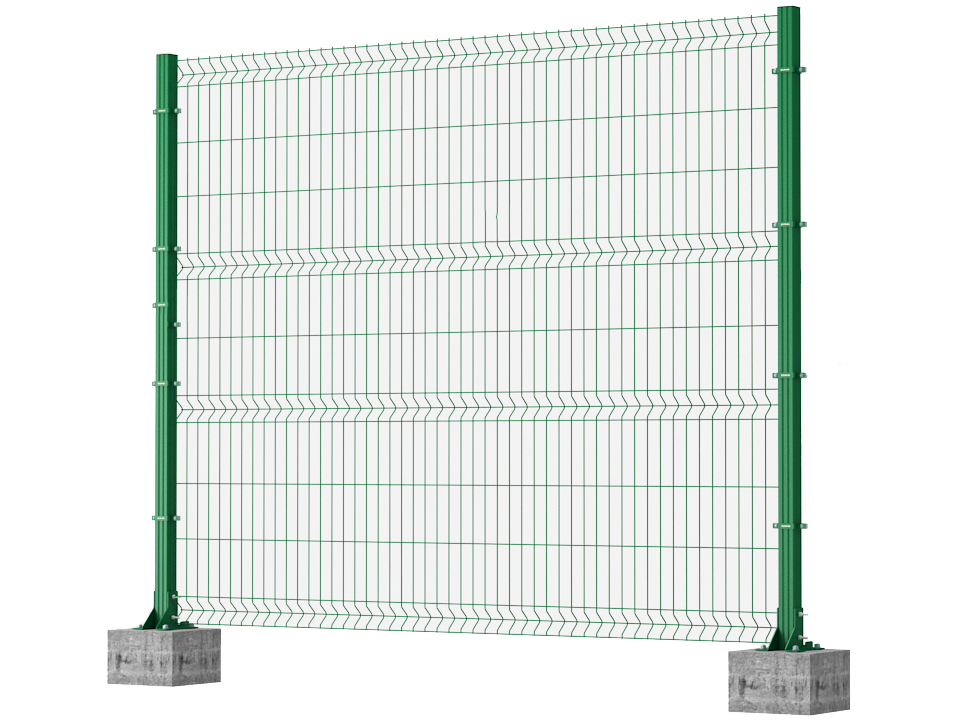
3Д забор представляет собой панельное ограждение, в котором на опорных стойках закреплены заборные секции. Они сделаны из металлических прутков, соединенных сваркой в единое полотно. Конструкция, сделанная из стали, обладает высокой прочностью и износостойкостью. Для продления срока жизни забора, проволоку металлической сетки оцинковывают, покрывают слоем полимера. Цвет полимерного покрытия можно выбирать, что расширяет дизайнерские возможности. 3д забор функционален и надежен. Благодаря тому, что через него хорошо просматривается территория, выбор в пользу еврозабора делают при создании ограждений на:
Они сделаны из металлических прутков, соединенных сваркой в единое полотно. Конструкция, сделанная из стали, обладает высокой прочностью и износостойкостью. Для продления срока жизни забора, проволоку металлической сетки оцинковывают, покрывают слоем полимера. Цвет полимерного покрытия можно выбирать, что расширяет дизайнерские возможности. 3д забор функционален и надежен. Благодаря тому, что через него хорошо просматривается территория, выбор в пользу еврозабора делают при создании ограждений на:
- — охраняемых объектах;
- — производственных и складских объектах;
- — стадионах, теннисных и футбольных полях;
- — детских площадках;
- — парковках.
Еврозабором обносят территории детских садов, школ, лесных угодий и парков, используют в зонах таможенного контроля.
Забор сетка – сварной металлический и отличается долгим сроком эксплуатации, надежностью. Он устойчив к разным климатическим проявлениям, для продления срока жизни металла прутки можно оцинковать, покрасить, нанести защитное полимерное покрытие. К преимуществам еврозабора относят небольшой вес, простой монтаж.
К преимуществам еврозабора относят небольшой вес, простой монтаж.
Установка 3D-заборов и конструктивные особенности
Согласно евростандарту, в них:
- — Используются прутки диаметром 3,8 или 4,8 мм.
- — Размер ячеек сетки составляет 60×200 мм.
- — Панели выпускаются высотой 1-2,4 м.
- — Высота столба 1,5-3 м.Чтобы обеспечивать полную безопасность обнесенного забором участка, столб ограждения выпускается с Г-образным и Y-образным наконечником.
- — Столб делают из оцинкованной стали, для дополнительной защиты от ржавления покрывают слоем полимера. На столбе есть резьбовые втулки для монтажа панелей. Крепление сетчатого полотна к столбу выполняется с использованием специальных болтов, металлических фиксаторов. Для увеличения срока эксплуатации ограждения основание столбов рекомендуется забетонировать. Возможен и вариант установки ограждения на анкерных опорах.
Челябинск – город, где можно выгодно купить забор-сетку
Компания «Свой Дом» специализацией выбрала обустройство домов и производств надежными воротами. В сферу ее деятельности попали и ограждения. Заборные секции из сварной 2Д сетки от надежных производителей дополнились панелями 3Д из металлической сетки. И теперь их можно купить, заказать. Цену секций можно узнать, связавшись с оператором компании или отправив запрос онлайн. Менеджер ответит на все вопросы, касающиеся цены, размера, монтажа.
В сферу ее деятельности попали и ограждения. Заборные секции из сварной 2Д сетки от надежных производителей дополнились панелями 3Д из металлической сетки. И теперь их можно купить, заказать. Цену секций можно узнать, связавшись с оператором компании или отправив запрос онлайн. Менеджер ответит на все вопросы, касающиеся цены, размера, монтажа.
Почему цена на еврозабор в Челябинске выгодна покупателю
Благодаря партнерским отношениям с надежными производителями, цены на продукцию в компании «Свой Дом» без накруток. А сочетание высокого качества и низких цен всегда нравится покупателям.
На нашем сайте вы также можете найти полны перечень товаров:
Также у нас всегда много акций.
Звоните!
Сварные заборы и ограждения металлические в Краснодаре
 Сварные заборы и ограждения металлические отличаются максимальной простотой установки на участке. Они крепятся к опорам за считанные минуты при помощи сварки. Материал заполнения секций забора может быть совершенно любым, благодаря чему такие конструкции отличаются разнообразием стилей.
Сварные заборы и ограждения металлические отличаются максимальной простотой установки на участке. Они крепятся к опорам за считанные минуты при помощи сварки. Материал заполнения секций забора может быть совершенно любым, благодаря чему такие конструкции отличаются разнообразием стилей.Мы готовы выполнить установку конструкции на вашем участке «под ключ» и предоставить:
- бесплатную консультацию технического специалиста перед монтажом ограждения;
- функцию «Шеф-монтаж»;
- доставку материалов и необходимого для монтажа оборудования до объекта;
- большой выбор готовых вариантов;
- ассортимент расцветок и материалов наружного покрытия;
- монтаж ограждений в любом грунте;
- крепление дополнительных элементов – систем наблюдения, освещения, колючей проволоки поверх ограды.
В качестве доп. услуги можем выполнить демонтаж старого ограждения и вывезти весь образовавшийся в процессе работы строительный мусор. Наши специалисты готовы бесплатно выехать в любой населенный пункт для замера.
Газонное ограждение
Заборы и ограждения из металла.
Сварной металлический забор изготавливается из прочной стали, при этом вариантов по высоте и диаметру прутьев насчитывается очень много. Из железа может быть выполнена как небольшая ограда, так и полноценное сварное секционное ограждение. Диаметр прутьев забора меняется в зависимости от пожеланий заказчика – наши производственные мощности позволяют выпускать заборы из металла разных форм и размеров.
Мы готовы изготовить вам заборы для:
- школ, садов, образовательных учреждений;
- частных охраняемых стоянок;
- парковых зон;
- промышленных объектов;
- ограждения строительных площадок;
- спортивных сооружений;
- детских площадок;
- дачных участков и частных домов;
- аэропортов;
- объектов с повышенным уровнем безопасности;
- терминалов, складов.

Для бассейнов
Для газонов
Для парковых зон
Для промышленных объектов
Для спортплощадок
Для терминалов, складов
Для учреждений
Для частных территорий
Для частных домов
Цена металлического забора, ограждения.
Цена металлического забора существенно зависит от его размеров, поскольку именно они определяют количество используемых при изготовлении материалов. Мы предлагаем самые выгодные цены на металлические ограждения, поскольку имеем собственную производственную базу и занимаемся изготовлением металлоконструкций под ключ. Итоговая стоимость будет зависеть от высоты сварного секционного забора (газонное ограждение обойдется гораздо дешевле, чем полноценный забор), диаметра используемых при производстве прутьев и типа покрытия забора.
Мы предлагаем самую выгодную цену на сварную сетку для забора, поскольку самостоятельно контролируем все этапы изготовления таких конструкций от снятия мерок до завершения монтажа и уборки мусора на участке.
Подробнее узнать цену сварной сетки вы можете у менеджеров нашей компании: они расскажут вам об отличиях разных вариантов и предложат самую выгодную модель.
Изготовление металлического забора, ограждения.
При производстве металлических заборов мы активно используем элементы ковки, а также прокатные трубы, квадраты и уголки. За счет этого создается разнообразие стилей и дизайнов готовых конструкций. Оперативное производство металлических ограждений осуществляется за счет использования качественного российского металлопроката, который в кратчайшие сроки доставляется нашим мастерам. Качественная сварка позволяет избежать проблем с использованием забора в дальнейшем.
Производство заборов, ограждений из металла
Компания «СтальСервис» является производителем металлических заборов и ограждений. Цех по изготовлению металлоконструкций оснащен современным оборудованием. В современных цехах нашего предприятия соблюдаются все требования ГОСТов и СНиПов к изготовлению металлоконструкций, за счет чего мы выпускаем секции европейского качества, для сварки которых используются точечные аппараты.
Обратившись к нам, Вы можете купить готовые заборные секции из каталога или заказать по индивидуальным чертежам. Выезд специалиста на замеры — бесплатно. Мы располагаем собственным автопарком и привезем ограждения по любому адресу в Краснодаре и крае.
Купить металлический забор/ограждение в Краснодаре.
Заказать и купить качественный металлический забор вы всегда можете в компании «СтальСервис». Мы можем предложить самую выгодную цену от производителя на любые металлические ограждения в Краснодаре, а также выполнить замеры вашего участка, просчитать и смоделировать внешний вид забора, изготовить его и доставить к вам на участок. При этом все работы будут выполнены максимально быстро.
Чтобы заказать металлические заборы в Краснодаре, вам достаточно связаться с менеджерами нашей компании по телефону или заполнить форму обратной связи на нашем сайте.
Сварные секции
Современные заборные сварные секции – универсальные ограждения с оптимальным балансом эксплуатационных характеристик и ценой. Эти заборы находят применение для заграждения территорий промышленных предприятий, складских, торговых сооружений, автостоянок, сервисных центров и коттеджных поселков.
Эти заборы находят применение для заграждения территорий промышленных предприятий, складских, торговых сооружений, автостоянок, сервисных центров и коттеджных поселков.
Производство сварных секций для забора
Ограды состоят из сетчатых сварных 3D секций, столбов-опор, крепежа. Первые изготавливаются из холоднокатаной стальной проволоки, которую предварительно подвергают горячему цинкованию для защиты от коррозии. Металлические прутки надежно соединяются между собой методом точечной контактной сварки.
Опорные столбы и крепежная фурнитура делается из оцинкованной стали. В качестве дополнительной защиты от механических повреждений, негативных воздействий внешней среды на все элементы оградительной конструкции наносится порошковое полимерное покрытие.
Размеры
| Пруток, мм | Высота, мм | Ширина, мм |
|---|---|---|
| 3 | 1730 | 2500 |
| 3 | 2030 | 2500 |
| 3 | 2030 | 3000 |
| 4 | 2030 | 2500 |
| 4 | 2030 | 3000 |
| 5 | 2030 | 2500 |
| 5 | 2030 | 3000 |
Установка готовых сварных секций
Установка заборов не представляет сложностей. Панели закрепляются на столбы, которые предварительно устанавливают в подготовленные углубления и бетонируют. Высокую скорость монтажа секционных оград обеспечивают специальные надежные крепления – скобы, хомуты.
Готовое ограждение не нуждается в покраске, дополнительном уходе – покрытие не царапается, не выгорает на солнце и выдерживает перепады температур.
Купить секции сварные от производителя
Наша компания поставляет продукцию собственного производства для формирования заборов. Наши заборные сварные секции, цена на которые остается демократичной, изготовлены на европейском оборудовании. На конструкции дается гарантия производителя, ее качество подтверждено сертификатами.
У нас найдутся заграждения разных размеров с цинковым и полимерным покрытием. Вместе с панелями, заказывайте опорные столбы и фурнитуру для крепления.
Позвоните нашим консультантам, они подберут заборные решетки 3Д и другие элементы для надежного, красивого ограждения.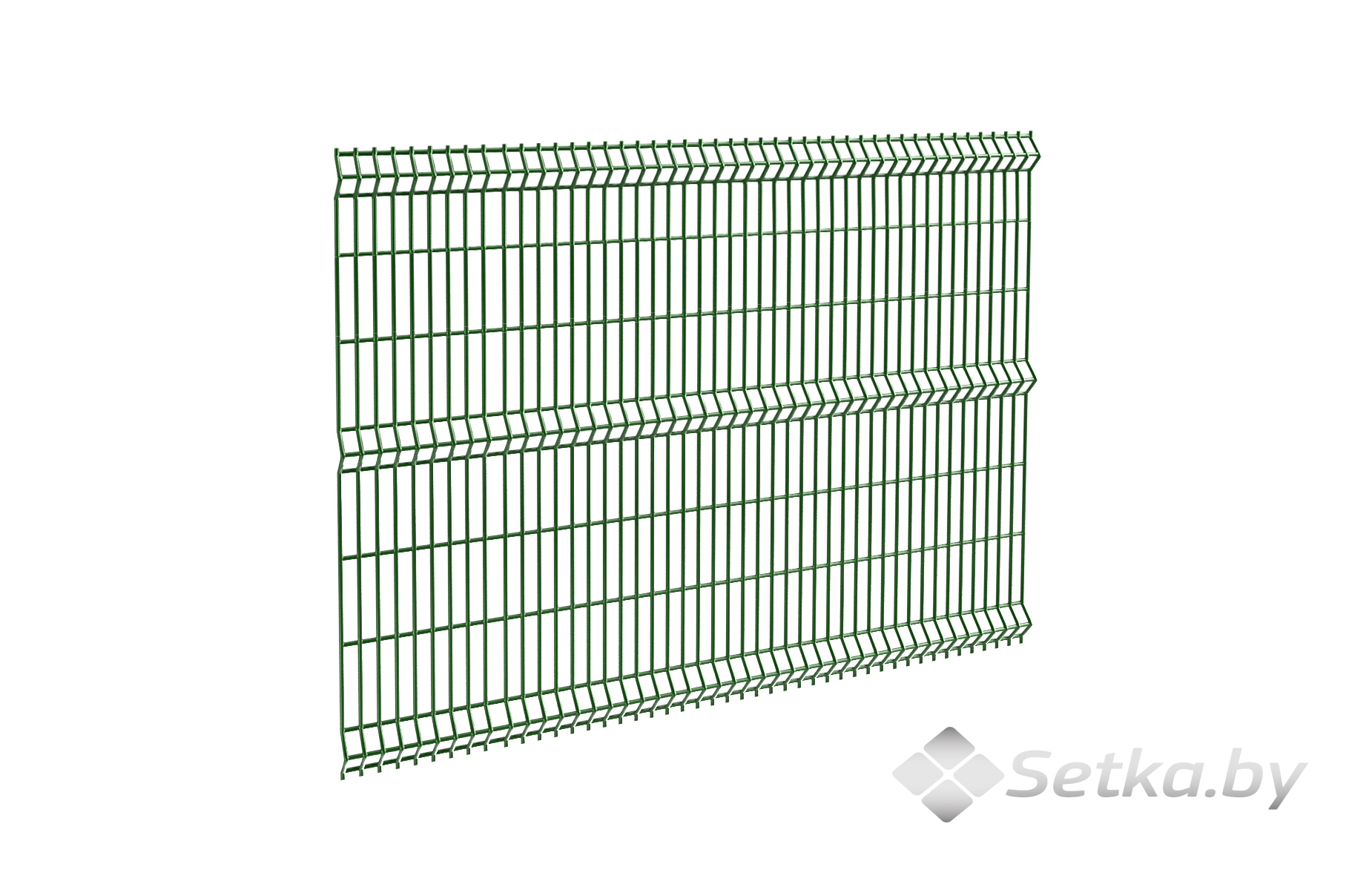
Для связи используйте номер телефона на странице «Контакты» либо электронную форму на сайте.
Секционный забор от производителя ZaborLego в Спб.
Секционный забор – оптимальный вариант ограждения для частного дома или дачного участка. Его основное преимущество заключается в скорости установки. Панели быстро и надежно крепятся к опорному каркасу, постепенно создавая единую конструкцию. Забор из наборных секций выглядит эстетично, аккуратно и не требует существенных временных затрат для монтажа. Компания «ЗаборЛего» производит и устанавливает цельные ограды, изготовленные из разных материалов.
Монтаж секционных заборов выполняется без сварки. Комплектующие доставляют на объект в готовом виде. Необходимо лишь укрепить бетонные столбы, которые служат опорой для секций, и зафиксировать на них панели из дерева, металла или профилированных листов.
Рассмотрим виды секционных заборов, которые производит и устанавливает наша компания.
Виды секционных заборов
| | |
Забор-жалюзи «ФС Эко 170» | Забор-жалюзи «ФС Стандарт 140» |
| |
|
Профлист | Сварная секция |
| | |
Металлическая секция шаг 30/50 | Металлическая секция шахматка |
| | |
| Металлическая секция «Радуга» | Металлическая секция «Улыбка» |
| | |
| Деревянная секция «Радуга» шаг 30/50 | Деревянная секция «Радуга» шахматка |
| |
|
| Деревянная секция шаг 30 | Деревянная секция шахматка |
| |
|
| Деревянная секция «Горизонт» | Деревянная секция «Горизонт-2» |
Деревянный
Секции для забора из дерева – классика жанра. Владельцам участка нет необходимости самостоятельно набивать на опоры доску за доской. Закажите современное ограждение в «ЗаборЛего» с установкой и избавьтесь от утомительной работы. Мастера привезут деревянные части и соберут их в единую конструкцию. Заказчикам предложены несколько вариантов монтажа штакетника для создания надежного и долговечного забора.
Владельцам участка нет необходимости самостоятельно набивать на опоры доску за доской. Закажите современное ограждение в «ЗаборЛего» с установкой и избавьтесь от утомительной работы. Мастера привезут деревянные части и соберут их в единую конструкцию. Заказчикам предложены несколько вариантов монтажа штакетника для создания надежного и долговечного забора.
Металлический
Забор из металлического штакетника – образец долговечности. Расположение металлопластин по типу жалюзи дает возможность обеспечить на участке естественную вентиляцию и дополнительно защитить двор от любопытных прохожих, пыли. Евроштакетник производится в разных размерах и конфигурациях, для обработки металла используют современные методы окрашивания и оцинкование.
Кованый
Фигурные заборные секции всегда выглядят креативно. Кованая изгородь рекомендована к установке на приусадебных участках большой площади, владельцы которых хотят обеспечить территорию максимальным количеством солнечного света и не боятся внимания прохожих.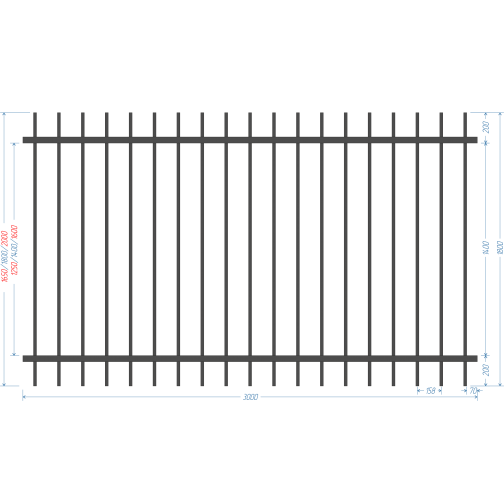 Благодаря возможностям современного производства, из металлического прута методом ковки создают чрезвычайно красивые художественные композиции.
Благодаря возможностям современного производства, из металлического прута методом ковки создают чрезвычайно красивые художественные композиции.
Профнастил
Высокое глухое заграждение надежно укроет двор от посторонних взглядов, шума и пыли с улицы. Секции из профилированных листов устойчивы к боковым нагрузкам, влаге, перепадам температуры. За счет оцинковки и покрытия полимерным составом, профнастил не подвержен коррозии, прослужит долгие годы без необходимости ремонта или замены. Цветовая палитра практически достаточно широка, что позволяет выбрать подходящий к ландшафтному дизайну колер.
Сварной
Забор данного типа изготавливают методом сварки стальных профильных труб, прутьев или металлической сетки. Из них создают секции, которые позже крепят болтами к металлическому каркасу. Двухслойное покрытие краской делает металл устойчивым к воздействию атмосферных осадков, коррозии, механическим повреждениям. Несмотря на внешнюю хрупкость, такие ограждения являются серьезным препятствием для злоумышленников.
Рассчитайте стоимость секционного забора Лего в онлайн-калькуляторе. Мы пожем выбрать забор, который оптимально впишется в ландшафтный дизайн огораживаемой территории.
Преимущества нашей продукции
- Гарантия 2 года.
- Быстрый монтаж до 5 дней.
- Минимальные цены в Санкт-Петербурге.
- Презентабельность — подчеркивают статус владельца. Поставим забор который идеально впишется в Ваш дизайн участка и дома.
- Эстетика — интеграция всех элементов автоматики и электрики.
Сварные заборы с элементами ковки — Ювента
Металлические заборы и ограждения это уникальное сочетание стоимости, долговечности, универсальности и надежности. Сварные металлические заборы — оптимальный вариант ограждений в условиях городской архитектуры.
Такие ограждения находят широкий спектр применения в городской застройке, чаще всего их можно встретить вокруг детских садов, современных жилых комплексов, автостоянок, предприятий, также ими разделяют зоны в местах большого потока людей, на ж.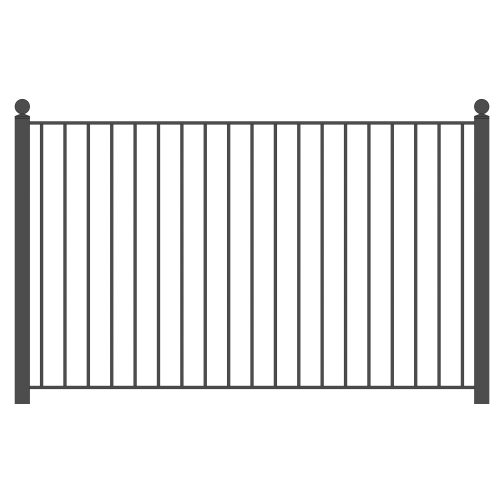 д. вокзалах, станциях, аэропортах.
д. вокзалах, станциях, аэропортах.
Металлические сварные заборы можно разделить на два типа: 1. Сварные из профильной трубы, где вся ограждающая конструкция выполнена в виде орнамента из профильной трубы квадратного либо прямоугольного сечения. 2. Сварной забор из профильной трубы и кованых элементов — при изготовлении заборных секций такого типа, используются, кованые детали в любом исполнении.
Обычно кованые элементы размещают между вертикальных прутьев забора, что придаёт ему оригинальный и престижный внешний вид.
Металлические сварные заборы имеют ряд преимуществ и обладают более высокими эксплуатационными качествами перед стоящими впереди заборами:
1. выдерживают большие нагрузки и ремонтопригодны.
2. имеют большую жесткость и не боятся механических повреждений
3. обладают высокой защитой от проникновения
4. не боятся осадков и коррозии.
5. отсутствует парусность.
6. обеспечивают максимальный обзор за периметром.
7. требуют минимального ухода.
8. имеют бесконечное разнообразие дизайнерских решений.
Помимо всего, сварные заборы носят декоративный характер и могут быть исполнены как типовыми, так и нестандартными по вашим проектам.
Стоимость изготовления всех сварных металлических заборов зависит от сложности конструкции, а так же от наличия и количества в них кованных элементов. Изделия, выполненные по индивидуальному проекту, скорее всего будут стоить дороже, чем типовые решения. Мощности и оснащение нашего производства, позволяют изготавливать нам сварные заборные секции любой сложности.
Сварные заборные секции
Сварные заборные секции – это сварные модули для возведения секционных заборов. Изготавливаются преимущественно из металлопроката и могут иметь различный узор наполнения. При изготовлении заборных секций, могут применяться элементы ковки, такие изделия приобрели название – кованные заборные секции. Преимуществом сварных заборных секций является: прочность, малые сроки изготовления и установки, а так же долговечность. Широкую популярность приобрели для ограждения ландшафтов и сооружений. В декоре служат для завершающего очертания архитектурных объектов.
Широкую популярность приобрели для ограждения ландшафтов и сооружений. В декоре служат для завершающего очертания архитектурных объектов.
ИЗГОТОВЛЕНИЕ СВАРНЫХ ЗАБОРНЫХ СЕКЦИЙ В КИЕВЕ
Наша компания занимается изготовлением заборных секций как стандартных размеров и форм, так секций по индивидуальным чертежам заказчика. Мы можем изготовить любые секционные заборы, от самых простых, до сложных конструкций с применением изогнутых линий и применением кованых элементов.
ПРЕДЛАГАЕМ КУПИТЬ СВАРНЫЕ ЗАБОРНЫЕ СЕКЦИИ ТИПОВЫХ ФОРМ И РАЗМЕРОВ
ПОКРАСКА, ДОСТАВКА И МОНТАЖ ЗАБОРНЫХ СЕКЦИЙ
Заборные секции изготавливаемые нами, поставляются в неокрашенном виде. По желанию заказчика, мы можем произвести грунтовку и покраску в необходимый цвет. Также в нашу компетенцию входят такие услуги как: доставка и установка заборных секций по Киеву и близлежащему пригороду.
Таким образом мы можем комплексно подойти к решению задачи по ограждению Вашей территории.
ОСОБЕННОСТИ СЕКЦИОННЫХ ЗАБОРОВ НА ОСНОВЕ СВАРНЫХ СЕКЦИЙ
Модульные или секционные заборы по сути представляют собой сварные рамы из металлопроката имеющие наполнение внутри и прикрепленные к столбам. Основой для изготовления заборных секций может служить разнообразный металлопрокат: труба профильная, квадрат стальной, круг металлический и другие виды металлопроката, при этом тип материала и его характеристики подбираются в зависимости от размеров самой секции. Мы предлагаем купить заборные секции изготовленные из различных видов материала, в зависимости от предпочтений заказчика.
Такие металлоизделия разделяют на два вида: сварные заборные секции и кованые. Первые это простейшие металлоконструкции, призванные оградить территорию от проникновения сторонних лиц. Для более примечательного вида заборных секций, в качестве наполнения могут применяться элементы художественной ковки, что в свою очередь придает ограждениям стилизованнный внешний вид.
ОБЛАСТИ ПРИМЕНЕНИЯ СВАРНЫХ И КОВАНЫХ ЗАБОРНЫХ СЕКЦИЙ
Благодаря своей эстетичности и простоте хорошо подходят для ограждения парковых зон, газонов и площадок возле дома, государственных учереждений, различных охраняемых периметров, а также объектов частной собственности. Можно выделить что сварные и кованые заборные секции применимы там, где необходима световая проницаемость и защита от проникновения из вне.
Можно выделить что сварные и кованые заборные секции применимы там, где необходима световая проницаемость и защита от проникновения из вне.
ПОЧЕМУ СТОИТ КУПИТЬ СВАРНЫЕ ЗАБОРНЫЕ СЕКЦИИ
При выборе типа ограждения для территории всегда становится вопрос его функциональности и того как ограждение впишется в общий ландшафтный дизайн. Поэтому выбирая среди разнообразия типов заборных ограждений, на рынке, универсальным решением являются сварные секции. Это всегда лучше чем ограждения из сетки рабица, ведь они более долговечны и надежны, как и менее затратное решение чем забор из профнастила. Таким образом есть смысл установить ограждение из сварных заборных секций на Вашем объекте и более того заказать изготовление заборных секций в нашей компании в Киеве можно с доставкой и установкой под ключ.
Впускной коллектор из листового металла — сборка и настройка
Сборка на заказ Впускной коллектор из старого листового металла штампованной формы.
Это наши штампованные изделия Olds. Впускной коллектор из листового металла Pro Stock. Сначала мы C.N.C. машинные конические круглые заготовки бегунка. Потом машина мужского-женского пола умирает. Затем заготовки бегунков запрессовываются в штампы. Заказчик сказал, что я обманул. Мы строим на заказ или строим для печати формованные впускные коллекторы из листового металла. Что мы можем построить для вас?
Впускной коллектор из листового металла Pro Stock. Сначала мы C.N.C. машинные конические круглые заготовки бегунка. Потом машина мужского-женского пола умирает. Затем заготовки бегунков запрессовываются в штампы. Заказчик сказал, что я обманул. Мы строим на заказ или строим для печати формованные впускные коллекторы из листового металла. Что мы можем построить для вас?
Скрученный впускной патрубок штампованный впускной коллектор из листового металла Pro Stock.
Это наш C.N.C. Обработанная скрученная пластина впускного желоба впускного фланца. Мы создали конические прямоугольные впускные желоба штампованной формы. Затем мы обработали конус от прямоугольного до круглого с наружной резьбой. Затем мы вдавили конус с наружной резьбой в прямоугольные направляющие.
Pro Mod Впускной коллектор из штампованного листового металла.
Строим на заказ карбюратор или E.F.I. впускные коллекторы из листового металла. Вы можете заказать впускной коллектор из листового металла с 2, 3 или 4 ступенями закиси азота. Во всех наших впускных коллекторах из листового алюминия используются впускные направляющие прецизионной штамповки. Мы строим соответствующие камеры статического давления. Мы построили C.N.C. обработанные половинки впускного коллектора для старинных гоночных автомобилей.
Во всех наших впускных коллекторах из листового алюминия используются впускные направляющие прецизионной штамповки. Мы строим соответствующие камеры статического давления. Мы построили C.N.C. обработанные половинки впускного коллектора для старинных гоночных автомобилей.
Впускной коллектор из штампованного листового металла Big Block Chevy.
Наш первый впускной коллектор из листового металла был построен для большого блочного двигателя Chevy Pro Stock в 1986 году. Мы можем изготовить коллекторы для ГБЦ Chevy любой марки.
Впускной коллектор из листового металла Small Block Chevy.
Мы производим кронштейны, компенсаторы компрессоров, малые блоки впускных коллекторов Chevy Pro Touring и Pro Street. Мы производим впускные коллекторы из листового металла для турбокомпрессоров Small Block Chevy.
Впускные коллекторы из штампованного листового металла Super Stock.
Мы производим впускные коллекторы из штампованного листового металла Super Stock для всех автомобилей Super Stock. В автомобилях Bracket Racing и Comp Eliminator используются впускные коллекторы из листового металла Build and Tune. Мы производим впускные коллекторы из листового металла Small Block Chevy для автомобилей Pro Street и Pro Touring.
В автомобилях Bracket Racing и Comp Eliminator используются впускные коллекторы из листового металла Build and Tune. Мы производим впускные коллекторы из листового металла Small Block Chevy для автомобилей Pro Street и Pro Touring.
Универсальное крепление для распределителя.
Мы производим впускные коллекторы из листового металла с универсальными креплениями для распределителей. Наше универсальное крепление распределителя позволяет изготовителю двигателя правильно установить высоту распределителя. Наше универсальное крепление распределителя позволяет переключать всю верхнюю половину между блоками цилиндров Pro Stock Oldsmobile или Pro Stock Chevy.
Pro Stock E.P.D. P4 P5 P6 Впускные коллекторы из листового металла Pontiac.
Сборка и настройка встроенных впускных коллекторов из листового металла Die Formed Pro Stock для многих E.P.D. style Pro Stock Двигатели. Эти впускные коллекторы были построены с множеством различных отверстий рабочих колес, высотой камеры и комбинациями распределителей.
Уэйн Каунти Додж B1 Т.С. Впускной коллектор из листового металла Pro Stock.
Это один из шести впускных коллекторов из алюминиевого листового металла, изготовленных методом сборки и настройки для компании W.C.D. Обратите внимание на водяные фитинги на передней и средней части фланцев.Обратите внимание на отсутствие арматуры для азота или положений для арматуры для азота. Установим закись азота в любом месте, где пожелает заказчик.
1996 Ford Hemi Pro Впускной коллектор из штампованного листового металла.
Мы построили этот коллектор на новом низкопалубном блоке Ford Pro Stock. Камера статического давления имеет внешний фланец и установлена низко для размещения регулируемых направляющих и регулируемой высоты камеры статического давления.
1996 Ford Hemi Регулируемое отверстие впускного коллектора Впускной коллектор.
1996 Ford Hemi Регулируемое отверстие впускного коллектора Впускной коллектор. Мы построили входы для направляющих из дерева разной толщины, чтобы протестировать направляющие разной длины и отверстия для направляющих. Обратите внимание на наш радикальный дизайн открытия бегуна. Обратите внимание на то, что отверстия направляющих и их длина могут быть изменены. Обратите внимание, что высоту и объем камеры можно регулировать. Помните, что это 1996 год.
Совершенно секретный 3D-принтер Ford Pro Stock Hemi пластиковый впускной коллектор.
Сравните наш впускной коллектор из листового алюминия, изготовленный методом сборки и настройки, с этой фотографией.Обратите внимание, что форма камеры статического давления и входа в направляющую аналогична той, что мы делали 17 лет назад.
426 Hemi Super Stock Листовой металл Поперечный поршневой впускной коллектор.
23 года спустя Наш впускной коллектор из алюминиевого листового металла с поперечным цилиндром 426 Hemi Super Stock по-прежнему остается хорошим коллектором. Обе стороны камеры снимаются, и ее верхнюю часть можно поднять. Мы использовали двухкомпонентные алюминиевые впускные желоба и камеры статического давления толщиной 1/8 дюйма.
Big Block Chevy Weber Cross Ram Впускной коллектор из листового металла, изготовленный по индивидуальному заказу.
Продам коллектор с крестовым цилиндром Big Block Chevy. Мы построили этот коллектор для корвета 1974 года с механическими тормозами 31 год назад. Каждый впускной желоб — четыре штуки. Каждая сторона бегунка вырезана по собственному лекалу. Вы должны использовать стандартные клапанные крышки с этим коллектором. С небольшими изменениями H.E.I. дистрибьютор подойдет.
427 Впускной коллектор из листового металла с портом туннеля Ford.
Мы производим штампованные впускные коллекторы из листового металла для туннельного порта Ford, Ford Hi Rise и Ford Hemi S.O.H.C. Двигатели.
Впускной коллектор из штампованного листового металла Buick Pro Stock.
E.P.D. модифицированные головки блока цилиндров в стиле Pontiac P4 были модифицированы, чтобы все они имели длинные головки. Этот двигатель имел большую мощность в лошадиных силах, но не разгонялся хорошо.
308 E.F.I. Turbo C.N.C. Впускной коллектор из обработанного листового металла.
We C.N.C. обработали новые впускные направляющие, аналогичные 328 направляющим. E.F.I. форсунки расположены для распыления на головки впускных клапанов.Наша новая конструкция камеры статического давления увеличивает ее объем вдвое. Оригинальный литой диффузор приварен к New Plenum Top. (Посмотрите, как мы это делаем)
Maserati Bi Turbo E.F.I. Коллектор турбокомпрессора из листового металла с двойным диффузором.
302 Small Block Ford Cast E.F.I. Вентиляторный коллектор.
Впускной коллектор из листового металла с скользящей дроссельной заслонкой.
Приварная секция всасывающего диска — вращение по часовой стрелке (справа)
Kooima Ag # KK
Вес: 0.15 фунтов
Заменяет OEM №: LCA
.
- Примечание: не приваривайте переднюю кромку острия .
- Подходит ко всем головкам Kemper ™ и John Deere®
- Для малого барабана требуется 12 шт.
- Для большого барабана необходимо 24 шт.
- Устойчивость к истиранию
- Kemper ™ 3000
- Kemper ™ 390+
- Kemper ™ 490+
- Kemper ™ 475+
- Kemper ™ 475
- Kemper ™ 460+
- Kemper ™ 460
- Kemper ™ 445
- Kemper ™ 375+
- Kemper ™ 4500
- Kemper ™ 375
- Kemper ™ 360+
- Kemper ™ 360
- Kemper ™ 345+
- Kemper ™ 345
- Kemper ™ 330
- Kemper ™ 6008
- John Deere® 676
- John Deere® 678
- John Deere® 684
- John Deere® 686
- John Deere® 688
- John Deere® 690
- John Deere® 692
- John Deere® 696
- John Deere® 698
- John Deere® 710
- John Deere® 770
- John Deere® 770+
- John Deere® 772
- John Deere® 778
4 доллара.50
Сопутствующие товары
Kemper ™ является товарным знаком компании Maschinenfabrik KEMPER GmbH & Co., которая не производит, не распространяет и не рекламирует эти детали.
John Deere® и JD® являются зарегистрированными товарными знаками компании Deere & Company, которая не производит, не распространяет и не поддерживает эти детали.
Преодолеть трудности при ремонте двигателя на 4 обычных материалах
Ремонт алюминия, чугуна, стали и магния
От блоков цилиндров и головок до масляных поддонов и впускных коллекторов — компоненты двигателя являются обычными предметами, которые требуют ремонта, обслуживания или замены в мастерской. Независимо от того, работаете ли вы над автомобилем, малотоннажным грузовиком, дизельным двигателем большой мощности или спортивным гоночным автомобилем, вы часто можете столкнуться с треснувшим блоком или головкой блока цилиндров, требующим ремонта.
Материалы, которые обычно используются для деталей двигателя, могут создавать уникальные проблемы для сварки. Чтобы решить эти проблемы, важно правильно выбрать присадочный металл и содержать основной материал в чистоте.
Рассмотрим четыре материала, которые обычно используются при ремонте компонентов двигателя, и основные передовые методы успешной сварки каждого металла.
Алюминий
Алюминий — самый распространенный материал, используемый сегодня в компонентах двигателей. Легкий и прочный, алюминий работает холоднее, чем другие материалы, и его легко модифицировать.Это делает его популярным для деталей двигателя сверху вниз, включая масляные поддоны, впускные коллекторы, блоки двигателя, головки цилиндров и крышки клапанов.
Выбор правильного присадочного металла имеет решающее значение при сварке алюминия методом TIG. Большинство литых алюминиевых компонентов двигателя изготовлено из литейного сплава под названием A356. При сварке алюминия температура выше 150 градусов по Фаренгейту считается высокотемпературной. Чтобы снизить вероятность растрескивания, выберите присадочный металл серии 4000, который считается жаропрочным сплавом, например 4043 или 4943.
Одной из распространенных ошибок при сварке алюминия является использование присадочного металла с более высоким содержанием марганца, такого как 5356. Хотя это более прочный присадочный металл, его обычно не рекомендуется использовать в высокотемпературных применениях, поскольку выше содержание марганца и магния. содержимое может привести к тому, что сварной шов будет более склонен к растрескиванию.
Еще одна проблема, о которой следует помнить, заключается в том, что алюминиевые отливки имеют тенденцию быть более пористыми, что влияет на то, как долго материал можно сваривать, прежде чем масла и загрязняющие вещества попадут в зону нагрева вокруг сварного шва.Это приводит к частым остановкам и запускам при сварке алюминия методом TIG, чтобы охладить зону или даже повторно очистить зону сварки между проходами.
Источники сварочного тока с инверторной технологией и регулируемой частотой, такие как сварочные аппараты Dynasty ® 400 TIG от Miller, обеспечивают преимущества при сварке алюминия. Выходную частоту можно легко отрегулировать для точной настройки дуги, что позволяет сфокусировать тепло и уменьшить размер сварочного валика.
Уменьшение зоны термического влияния вокруг сварного шва с помощью более плотной и точной дуги также помогает сэкономить время на шлифовку и очистку алюминиевых деталей после сварки.
Чугун
Чугун — еще один распространенный материал, используемый для компонентов двигателя. Чугун может быть более склонным к растрескиванию, поэтому важно следить за тепловложением во время сварки. Рекомендуется использовать стержень для сварки TIG с высоким содержанием никеля, например Ni99 или Ni55.
Качество отливки определяет пористость чугунной детали.Чем пористее отливка, тем сложнее правильно сварить чугун.
Это делает очистку чугунных деталей критически важной. Рекомендуется сначала замочить чугунные детали в горячей ванне, чтобы выпарить некоторые масла, которые часто находятся в материале. Если вы работаете с треснувшей или сломанной деталью, выполните этот шаг, используя твердосплавный резак, чтобы вырезать потрескавшуюся область и очистить ее ацетоном или нехлорированным очистителем для деталей.
Поскольку чугун плохо передает тепло, во время сварки тепло может накапливаться в одной области.В любом месте, где холод встречается с горячим, может возникнуть закалочное растрескивание, когда холодная зона отводит тепло из зоны сварного шва, разрывая сварной шов при его охлаждении. Решить эту проблему может медленный предварительный нагрев детали перед сваркой. Предварительный нагрев детали до температуры не менее 500 градусов по Фаренгейту полезен, но будьте осторожны, чтобы не нагреваться выше 1200 градусов.
Два дополнительных метода могут помочь снизить риск растрескивания в чугунных деталях. После того, как деталь была сварена и пока сварной шов еще горячий, упрочнение свариваемой области может помочь предотвратить растрескивание.Это способствует попаданию сварного шва в пористые участки отливки по мере охлаждения сварного шва. Обертывание сварной детали тепловым одеялом или постепенное охлаждение в предварительно нагретой печи также помогает снизить риск образования трещин при закалке, поскольку эти методы позволяют сварному шву охладиться медленнее.
Из-за загрязнения и масел, которые могут быть в чугунной детали, вы также можете добиться большего успеха при сварке чугуна за очень короткие проходы. Материал следует тщательно очистить перед запуском, но вы можете сварить только 1 дюйм или около того за один проход, прежде чем вам нужно будет остановиться, почистить и очистить область снова.Насколько вы должны останавливаться и начинать, зависит от того, сколько загрязнений из основного материала притягивается к сварочной ванне из-за тепла сварного шва.
Сталь
Из этого списка низкоуглеродистая сталь, как правило, является самым легким для сварки материалом. Компоненты двигателя, изготовленные из низкоуглеродистой или штампованной стали, часто включают крышки или кронштейны. Хотя они могут быть сварены MIG или TIG, имейте в виду, что сварка TIG исключает любые брызги, которые могут застрять на компонентах двигателя и, возможно, сломаться позже после сборки двигателя.Стержень для сварки TIG из углеродистой стали 70S-2 является хорошим вариантом для этих целей.
Если деталь двигателя изготовлена из литой стали, вы столкнетесь с теми же проблемами растрескивания, которые могут возникнуть с чугунным литьем. Опять же, качество литья влияет на простоту сварки этих материалов.
Чтобы снизить вероятность растрескивания, следуйте тем же процедурам для подготовки стального литья, что и для чугуна. Используйте горячую ванну для очистки детали перед сваркой и обязательно тщательно очистите свариваемую зону.
Литые детали не любят быструю сварку, потому что это не позволяет детали медленно передавать тепло. Сварка TIG рекомендуется для любых литых деталей, поскольку она позволяет лучше контролировать подвод тепла. Обычный присадочный металл из низкоуглеродистой стали, такой как ER70S-6 или ER70S-2, хорошо подходит для литых стальных деталей.
Магний
В настоящее время магний редко используется в деталях двигателя, но вы можете столкнуться с этим материалом при работе со старыми деталями, например, во время реставрации.Магний легкий, очень прочный и менее склонный к растрескиванию.
Правильная техника подготовки и сварки магнием TIG аналогична технологии сварки алюминия TIG. Перед сваркой основной материал необходимо тщательно очистить. Имейте в виду, что, поскольку магний не так широко используется, присадочные металлы для этого материала будут более дорогими.
Имейте в виду, что металлическая пыль, стружки и стружки из магния легко воспламеняются, поэтому важно поддерживать зону сварного шва в исключительно чистоте и завершать подготовку к сварке в зоне, не подверженной воздействию огня, пламени или высоких температур.
Заключительные мысли
При ремонте двигателя или замене деталей качество сварных швов является решающим фактором. Потенциальные проблемы с растрескиванием сварного шва или плохим качеством сварки могут впоследствии привести к проблемным и дорогостоящим отказам двигателя.
Выбор подходящего присадочного металла для основного материала, который вы свариваете, и следование некоторым основным передовым методам очистки и сварки материала может помочь вам достичь наилучших результатов, независимо от того, работаете ли вы с алюминием, чугуном, сталью или магнием. .
(PDF) Оптимизация прочности сварного шва при вибрации для пластикового воздухозаборного коллектора
Во-первых, большинство данных о прочности сварных швов, представленных в литературе
, основаны на значениях прочности на растяжение, полученных
для соединенных встык плоских прямоугольных стержней [1 -4]. Тем не менее,
на практике большинство сварных соединений подвержены как
растягивающему, так и изгибающему напряжению. Хорошо известно, что номинальная прочность пластика
может значительно варьироваться в зависимости от режима нагружения.
таких отличий легко найти в технических паспортах пластмассовых материалов.
Большинство поставщиков пластмассовых материалов сообщают о двух различных значениях прочности
: прочность на растяжение и прочность на изгиб
. Разница между двумя значениями номинальной прочности
может достигать 30% для нейлоновых материалов с наполнителем из стекловолокна.
Во-вторых, большинство исследований сварки основано на подходе с одним параметром
, варьирующем один параметр, в то время как
удерживая другие параметры фиксированными на произвольных уровнях.
Таким образом, совокупное влияние переменных не было выявлено
. В реальной производственной среде
необходимо настроить все переменные процесса
одновременно, чтобы добиться оптимальной обработки
, которая обеспечит максимальную прочность сварного соединения.
В настоящем исследовании исследовано комбинированное влияние
параметров процесса вибрационной сварки на прочность сварного шва
реальных частей коллектора.Прочность сварного шва
была получена путем мониторинга значения прочности на разрыв
свариваемых деталей и последующего обратного расчета напряжения
в стыке под нагрузкой разрывным давлением. (Всего
деталейвышли из строя на стыках).
МЕТОДИКА ЭКСПЕРИМЕНТА
Эксперименты проводились на опытном образце
Daewoo M100 воздухозаборной части коллектора. Расчеты напряжения
основаны на геометрии прототипа
.С момента эксперимента в конструкцию детали было внесено несколько модификаций
. Приведенные здесь результаты испытаний
не отражают производительность производственной части
.
Сварная часть коллектора состоит из трех компонентов
: верхнего корпуса, основного корпуса и нагнетательной камеры
. (См. Рисунок 1). Эти три детали
собраны за две операции вибросварки.Сначала привариваются верхний и основной корпус
; затем камера статического давления
приваривается к этому узлу во время
второй операции сварки.
Образцы подвергались гидростатическому давлению разрыва,
с использованием воды в качестве среды под давлением. Все образцы были
, приготовленные в сухом состоянии после формования, и испытание было
, проведенное при 23 ° C, 50% относительной влажности окружающей среды
. (Рисунок 2)
Во время испытания на разрыв камера статического давления
подвергается наивысшему уровню напряжений из-за большего эффективного диаметра
по сравнению с секциями бегунка.Деталь
постоянно выходит из строя на сварных швах камеры. Поэтому все из
переменных процесса были применены к этому разделу только
для настоящего исследования
Оцененные материалы
Для настоящего исследования
были приняты три нейлоновых материала, они перечислены ниже:
Нейлон с 33% -ным наполнением стеклом 6 (Capron 8233GHS
BK102)
Нейлон 6 с 33% -ным наполнением из стекла, высокая производительность
Класс(Capron HPN 9233GHS BK102)
Нейлон с 33% -ным наполнением из стекла 66 (Capron 5233GHS
BK102) Дизайн
9000 DO )Следующие параметры процесса использовались в качестве входных
переменных.
Давление зажима: Давление зажима получается
из силы зажима, деленной на проектируемую площадь
сварных швов. Давление сварки
, использованное в эксперименте, составляет: 2,1 МПа, 4,1 МПа и
6,2 МПа. (Чистая проектируемая площадь сварного шва составляет
1574 мм2)
Амплитуда вибрации: нормальный диапазон вибрации
Использовалась амплитуда: 1,50 мм, 1,65 мм, 1,78 мм
Расплав валика: широкое окно плавления валика
В эксперименте было использованопуха: 0.75 мм, 1,5
мм, 2,5 мм
Используемая экспериментальная процедура учитывает только двенадцать
наборов условий, но повторные испытания были выполнены для
каждого набора. Дизайн иногда называют дизайном с центральной точкой
[5]. Такой дизайн позволит точно определить контуры отклика
, обеспечивая при этом некоторую способность
справляться с сомнительными определениями. Детали экспериментального плана
показаны в таблице 1
Таблица 1.Конструкция ‘Center Point’ (всего
Количество сварных коллекторов = 22 + 2 для
резерва):
Пробная амплитуда давления расплава
# мм МПа мм
1 1,78 6,2 2,54
2 1,78 6,2 0,75
3 1,78 2,1 0,75
4 1,78 2,1 2,54
5 1,65 2,1 1,5
6 1,65 4,1 1,5
7 1,65 4,1 1,5 (резерв)
Джип FAQ Статьи с инструкциями Краткий справочник Отзывы о продукте Обо мне Случайно Дом | Самодельный воздухозаборник Хорошо, я согласен, сказав, что никогда не сделаю ничего более богатого со своим Джипом…. Многим людям, которых я знаю, удалось сократить расход топлива за счет впуска «холодного воздуха». Думаю, я мог бы просто заплатить более 200 долларов за установку K&N, но это не совсем мой стиль. Все сказано и сделано, у меня есть 15 долларов, но я получил немного халявы. Вот что я использовал по розничным ценам, если бы мне нужно было купить все новое: 3-дюймовая выхлопная труба, секция 18 дюймов: 6 долл. США Адаптер 2,5 дюйма — 3 дюйма — 6 долл. США Многоразовый / стандартный воздушный фильтр — 20 долл. США Привод 3/8 дюйма, гнездо для глубокого колодца 9 мм — 3 долл. США ——— ————————— Итого — 35 долларов США Вы хотите, чтобы воздушный поток в корпус дроссельной заслонки был как можно более плавным, поэтому вы не можете просто разрезать трубу под углом 45 градусов и снова сварить ее вместе, это будет разрушительно.Я подумал о том, чтобы в вытяжном цехе изогнули кусок, но изгиб сделал бы трубу слишком высокой. Так что я решил, что разрезал бы трубу и снова сварил ее. Даже если у вас нет сварщика, вы могли бы уговорить мастерскую по выпуску выхлопных газов сварить детали для вас, большую часть времени они будут делать такие мелочи, как эти дешевые, если они не заняты. Вам нужно разрезать 3-дюймовую выхлопную трубу на 3 части, я просто использовал для этого ножовку. Вот измерения, которые я использовал: После того, как вы разрежете детали, сварите их.После того, как я их сварил, я использовал воду внутри трубы, чтобы проверить, есть ли у меня утечки. Все места, где капала вода, я отмечал маркером, затем заново сваривал и заземлял их. При необходимости повторите, пока не исчезнет утечка. Сварные швы не нужно шлифовать, я просто сделал, чтобы они выглядели более гладкими. На моем YJ, система CCV и крюк канистры испарителя во впускной трубопровод, один — шланг 1/2 дюйма, другой — шланг 5/8 дюйма. Именно здесь вступает в игру 9-миллиметровая головка с приводом 3/8 дюйма.Одна сторона имеет размеры 5/8 дюйма, другая — 1/2 дюйма. Разрежьте розетку пополам. Затем я просверлил два отверстия в выхлопной трубе, по одному с каждой стороны, и приварил к трубе муфты. Следующий шаг очень важен, поэтому будьте внимательны! Вы должны нанести на впускную трубку немного Kentucky Chrome. Если впускная трубка не блестит, она не будет притягивать холодный воздух, и вы не собираетесь набирать мощность ….. Добавление наклейки на трубку тоже поможет … Я был вынужден сегодня немного пораньше из-за дождя, но здесь он «установлен».Застежки-молнии явно не постоянны, я поработаю над лучшей установкой в другой день, а также над защитой от тепла / брызг. Итак, как она бежит? Что ж, это определенно имело значение, выезжая за пределы района, я повернул налево и на мгновение дал ему поработать на 1-й передаче около 2000 об / мин, затем нажал на педаль, и джип зажег шины и мгновенно повернул заднюю часть в сторону (хорошо грунт был немного влажным), но теперь он определенно стал более живым. Воздушный фильтр действительно издает дополнительный шум, и вы делаете здесь время от времени, когда он всасывает воздух.Я буду заправлять свой бак позже, и мы посмотрим, действительно ли я сэкономлю немного бензина, что является целью. © Авторское право 2006-2021 Майк Ли |
Впускные коллекторы LS7 и LS3 — Головки CID
Сделано в США и смоделировано с использованием САПР с широким использованием вычислительной гидродинамики, впускной коллектор BE-LS7 и LS3 — это идеальный коллектор LS для тех, кто хочет получить максимальную мощность от комбинации LS7 — LS3 с головкой LS7 — LS3 с одинарным впуском.
Это не хвастовство, а доказанная реальность.См. Динографический график ниже. Во время испытаний для конкурса Engine Masters Competition 2016 года Школа автомобильных машиностроителей и технологий провела испытание своего двигателя 367CI LS нашего литого впускного отверстия BE LS7 с портированным и обработанным вручную впускным отверстием Mast Motorsports LS7 с ЧПУ от двигателя своего двигателя Engine Master 2014 года.
BE 4.0 LS в литом виде увеличил мощность на 50 л.с. на на пиковых числах и на 60 л.с. на пиковых оборотах с использованием того же кулачка и карбюратора. Однако наиболее важным для тех, кто может подумать, что это гоночный автомобиль с большой впускной камерой, является BE LS 4.0 превзошел потребление МАСТ в среднем между 4500 и 7200 об / мин на значительную величину на 6-литровом двигателе !!!
Двигатель не только выиграл в классе Nitrous, но и стал победителем конкурса Horsepower King и Torque Monster.
Но если этого недостаточно, (см. Динографический график ниже), как получить 1100+ л.с. и 740 футов / фунт крутящего момента от литого одиночного четырехколлекторного коллектора! Это проверенный на стенде потенциал, доступный в этой уникальной конструкции, который был протестирован BES Racing на комбинации 457 CI, 16-1.Конечно, этот забор был сделан вручную компанией BES Racing, но для достижения этих показателей не потребовалось никакой сварки.
Коллектор имеет направляющие почти одинаковой длины, которые короче существующих одноплоскостных коллекторов, что позволяет увеличить количество оборотов в минуту и HP. Несмотря на то, что полозья изначально короче, мы не хотели делать это только с высоким потреблением энергии, поэтому поперечное сечение полозьев в их литой форме было сохранено на 4 дюйма в области камеры статического давления, чтобы можно использовать в комбинациях около отметки 650 л.с., что засвидетельствовано испытаниями Школы автомобильных машинистов.
Коллекторы доступны для блоков STD (9,240 дюйма), средней высоты (9,45 дюйма) и высокого уровня (9,750 дюйма). Фланец карбюратора разработан для карбюратора 4500, а впуск доступен как карбюраторный впуск без топлива. механически обработанные бобышки впрыска или впрыск топлива с 8 или 16.
Фланец карбюратора имеет достаточно материала для работы карбюратора Braswell 7395 с отверстиями дроссельной заслонки 2,4 дюйма или корпуса дроссельной заслонки Accufab 8500 без какой-либо сварки.
Коллекторы LS7 — LS3 доступны как цельные, так и состоящие из двух частей.Отливка имеет встроенный двухсекционный фланец, залитый в центр коллектора. Это позволяет нам разрезать любую цельную деталь LS7 или LS3 на 2 части в любой момент времени.
Таким образом, вы можете заказать BE-LS7 или LS3 как единое целое, чтобы сначала сэкономить деньги, а затем, если вам понадобится доступ из двух частей, чтобы упростить перенос, вы можете отправить его обратно и разрезать два.
Размеры отверстия порта фланца коллектора предназначены для работы с установленными заводскими головками LS, фактические размеры показаны ниже.
Поперечное сечение отверстия направляющей в камере статического давления на литой версии 4.0 составляет 4 дюйма и 4,5 дюйма для версии 4.5. Для тех, кто хочет иметь мощность 850+ л.с., у нас есть версия 5,0 «. В направляющих достаточно материала, чтобы увеличить поперечное сечение коллектора до более 5,5 дюймов в зоне нагнетания. Между полозьями в камере статического давления также достаточно материала, чтобы укоротить их на целый дюйм, для тех, кто хочет получить серьезную мощность при повышенных оборотах.
Ниже приведен тест против сильно портированного Super Victor. До сих пор автомобиль работал быстрее и быстрее с DA на 3000 футов выше, чем Super VictorНиже приведены некоторые приросты производительности гусеницы между Mast LS3 и BE 4.0 LS3 от заказчика Дона Миллера.
Еще один текст с сопроводительной фотографией от покупателя Нила Оуэнса после победы на True Street в соревновании Import vs Domestic Race в конце 2016 года.
Наконец, самое главное для нас — это удовлетворенность клиентов.
Национальный музей авиации и космонавтики
На чертежах выделена каждая секция деревянной панели нижней части самолета.
На чертежах выделена каждая секция деревянной панели верхней части самолета.
Фанерная кожа
Фанера, покрывающая планер, состоит из предварительно собранных панелей, которые различаются по форме и размеру.Фанера придает самолету общую аэродинамическую форму и состоит из самых толстых секций (1,9 сантиметра, 3/4 дюйма) на передних кромках, которые, кажется, переходят в кормовую часть, где толщина фанеры составляет 0,3 сантиметра (1/8 дюйма). в хвосте. Расположение обтекателей двигателя закрывает участки стыка фанерных панелей и придает струе непрерывный обтекаемый вид. В верхней части реактивного самолета есть девять отдельных фанерных панелей, а в нижней — четыре, не считая хвостовой части.
Каждая фанерная панель была построена с деревянными конструктивными опорами, называемыми «формирователями», которые крепятся к фанере с помощью гвоздей. Формирователи также имеют толстую полоску клея, которая проходит по краям, где древесина соприкасается с поверхностью фанеры. Эти формирователи вставляются в U-образные кронштейны стального каркаса.
Стопки деревянных шпонов, которые в значительной степени склеены между собой, помещают между фанерной обшивкой, U-образными скобами вдоль корней крыльев и на панелях днища.Эти стопки используются в качестве распорок, чтобы компенсировать материал и, возможно, обеспечить большее крепление для оборудования.
Правая и левая изогнутые передние кромки сопла изготовлены иначе, чем остальная часть сопла. В этих секциях каркасы крепятся к стальному каркасу болтами, а L-образные кронштейны приклепываются к каркасам. Каждый L-образный кронштейн имеет приклепанные гайки для крепления фанерной обшивки.
Обтекатели двигателя
Обтекатели двигателя, впускные кожухи и выхлопные панели изготовлены из стальных сварных сборных профилей.Капоты воздухозаборника, по-видимому, сделаны из чеканных изогнутых секций, сваренных вместе, чтобы прилегать к передней кромке фанеры. Впускные кожухи имеют небольшую вогнутую часть днища, которая привинчивается к основной изогнутой детали и к окружающей фанере на нижней стороне передней кромки.
Обтекатели в верхней части жиклера изогнуты, чтобы соответствовать контуру двигателей, и имеют фланцы шириной 5,1 см (2 дюйма) с обеих сторон с равномерно расположенными отверстиями для крепежа (крепежных винтов) для крепления к фанере. .Обтекатели в верхней части самолета представляют собой две секции, одну переднюю и одну заднюю. Кормовые секции заметно длиннее.
Выхлопные панели, расположенные в кормовой части, изготовлены из длинных и плоских стальных профилей с забитой вогнутой областью, расположенной непосредственно за двигателем. Выхлопные панели прикреплены к фанере с помощью крепежных винтов, которые соединяются с нижней стороны с пластинами гаек из магниевого сплава (в самой задней части форсунки). Другим креплением выхлопа являются крепежные винты и несколько шурупов для дерева.
Хортен выхлопной обтекатель
На этом изображении показан обтекатель выхлопной системы Horten Ho 229 V3 в разобранном виде.
Национальный музей авиации и космонавтики, Смитсоновский институт
Крышка двигателя Horten
На этом изображении показана крышка двигателя с маркировкой T2-490 модели Horten Ho 229 V3.
Национальный музей авиации и космонавтики, Смитсоновский институт
Хортен Впускной обтекатель
На этом изображении показан впускной обтекатель Horten Ho 229 V3 в разобранном виде.
Национальный музей авиации и космонавтики, Смитсоновский институт
‹ › .
Добавить комментарий