
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа.
 Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка. - В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
 Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.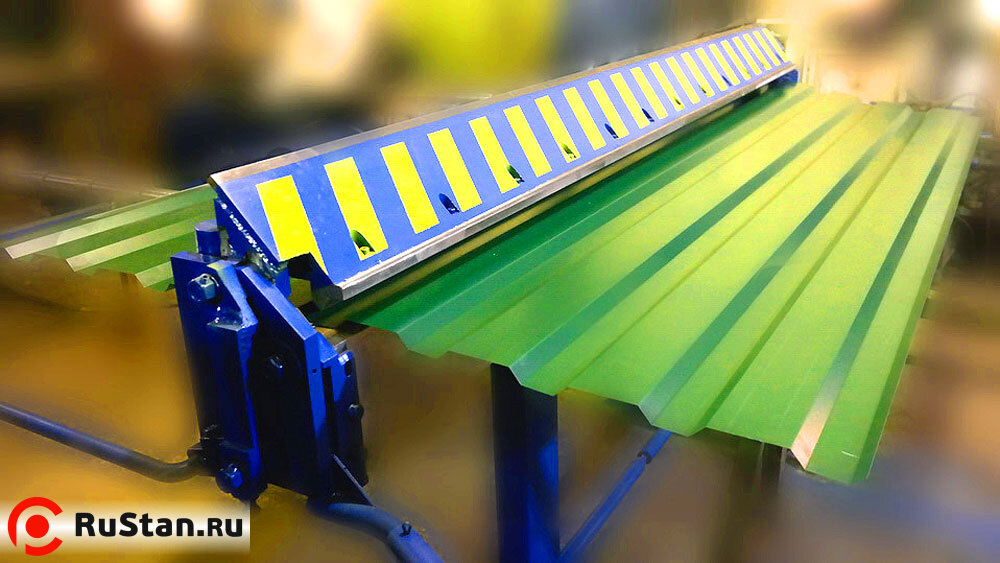
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.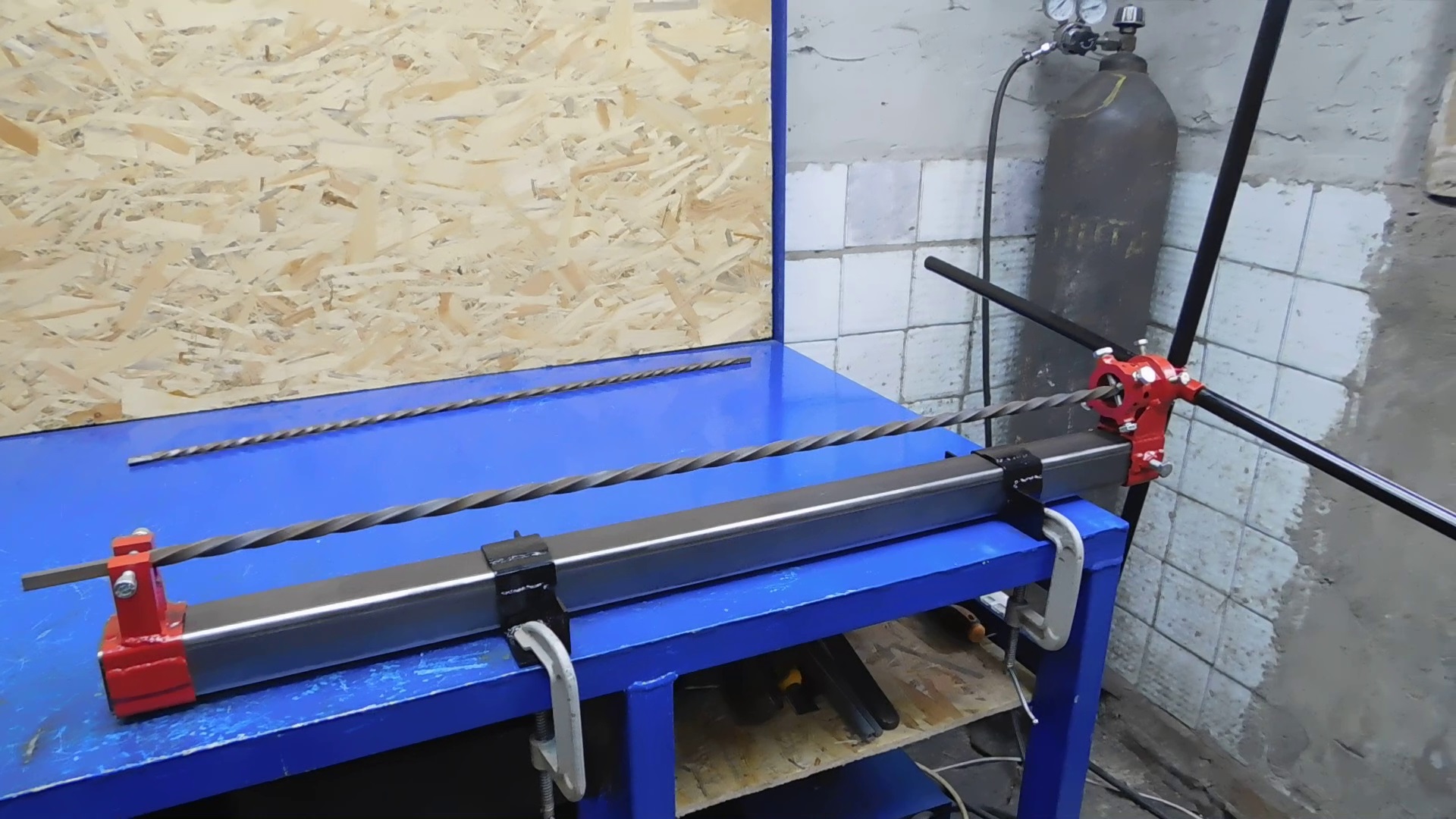
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Конструкция станка для производства профнастила
Сегодня мы подготовили статью на тему: «конструкция станка для производства профнастила», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
Нет тематического видео для этой статьи.
Видео (кликните для воспроизведения). |
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.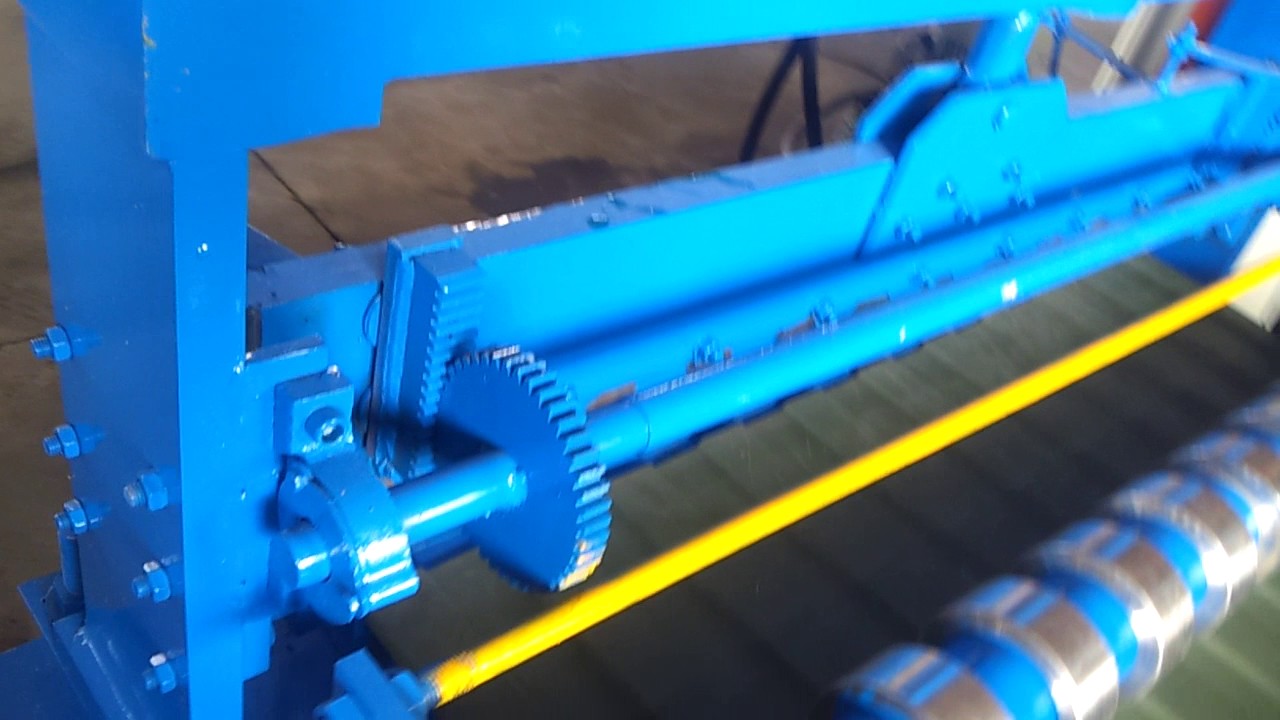
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.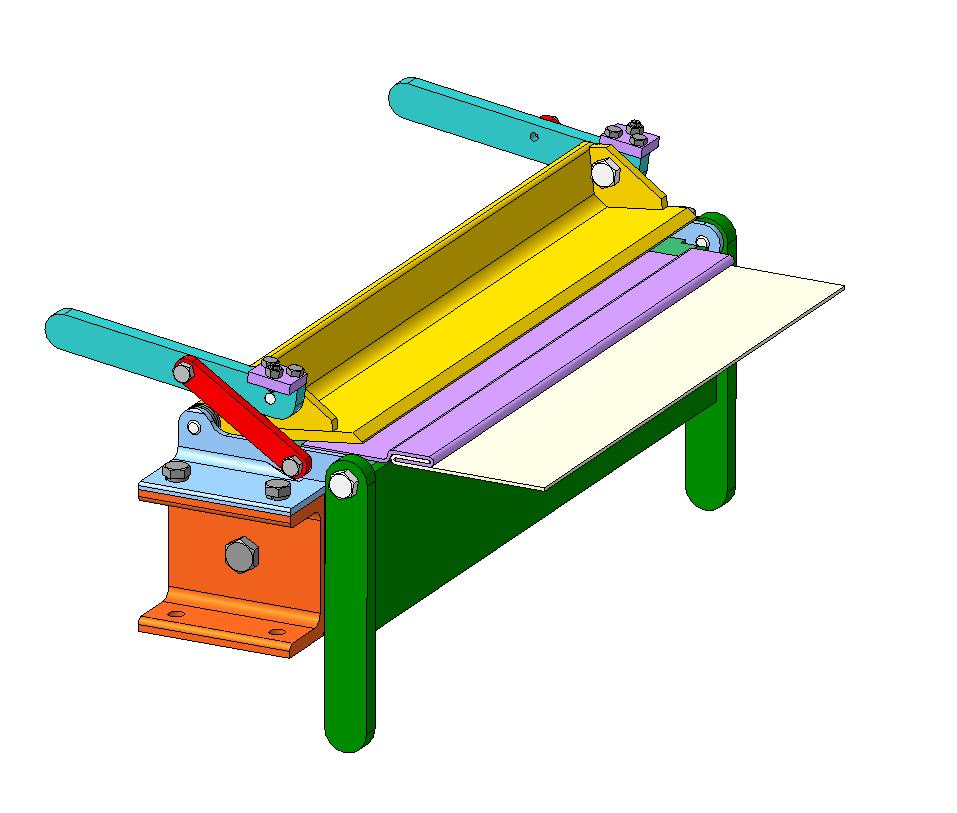
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.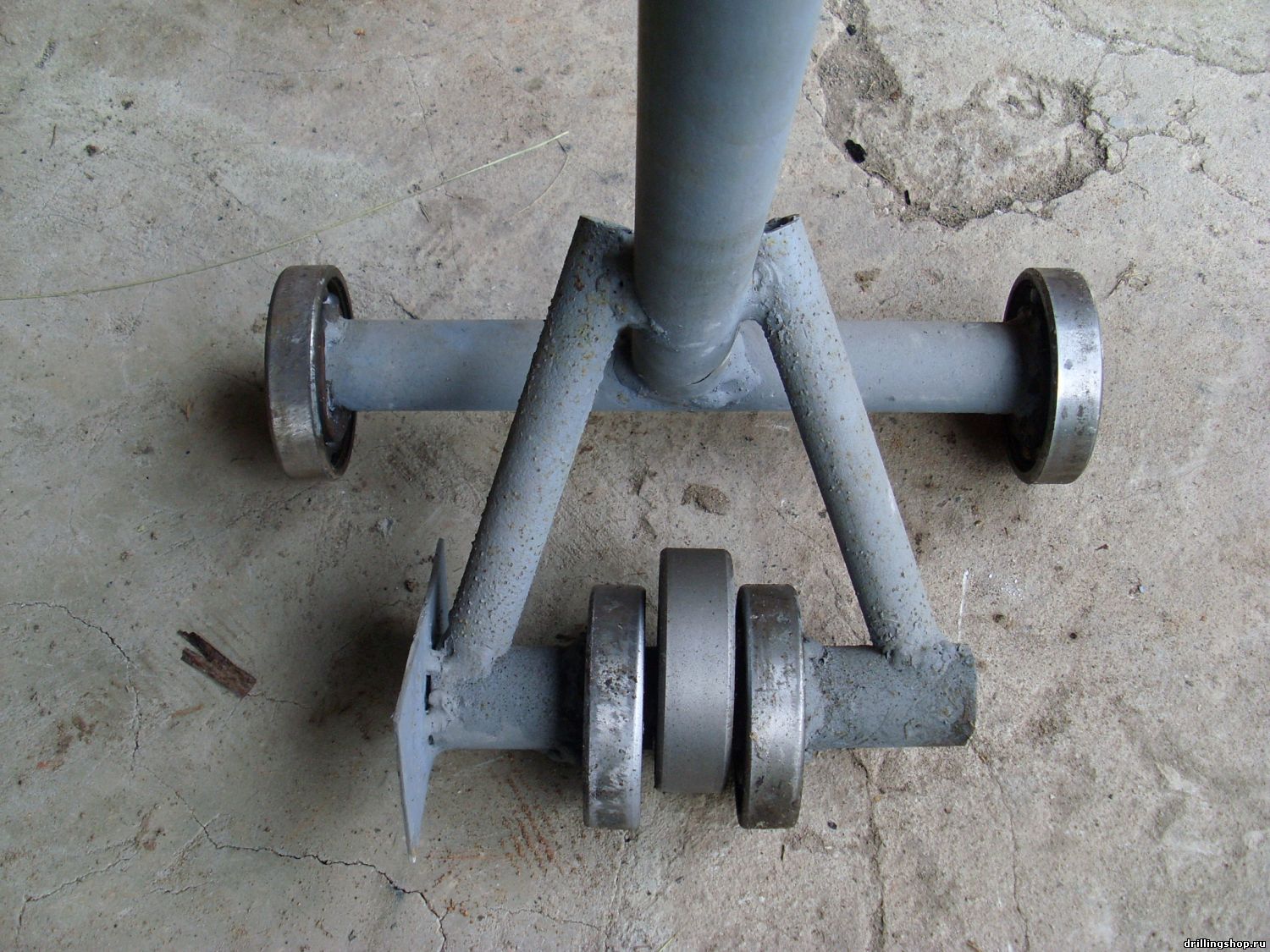
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
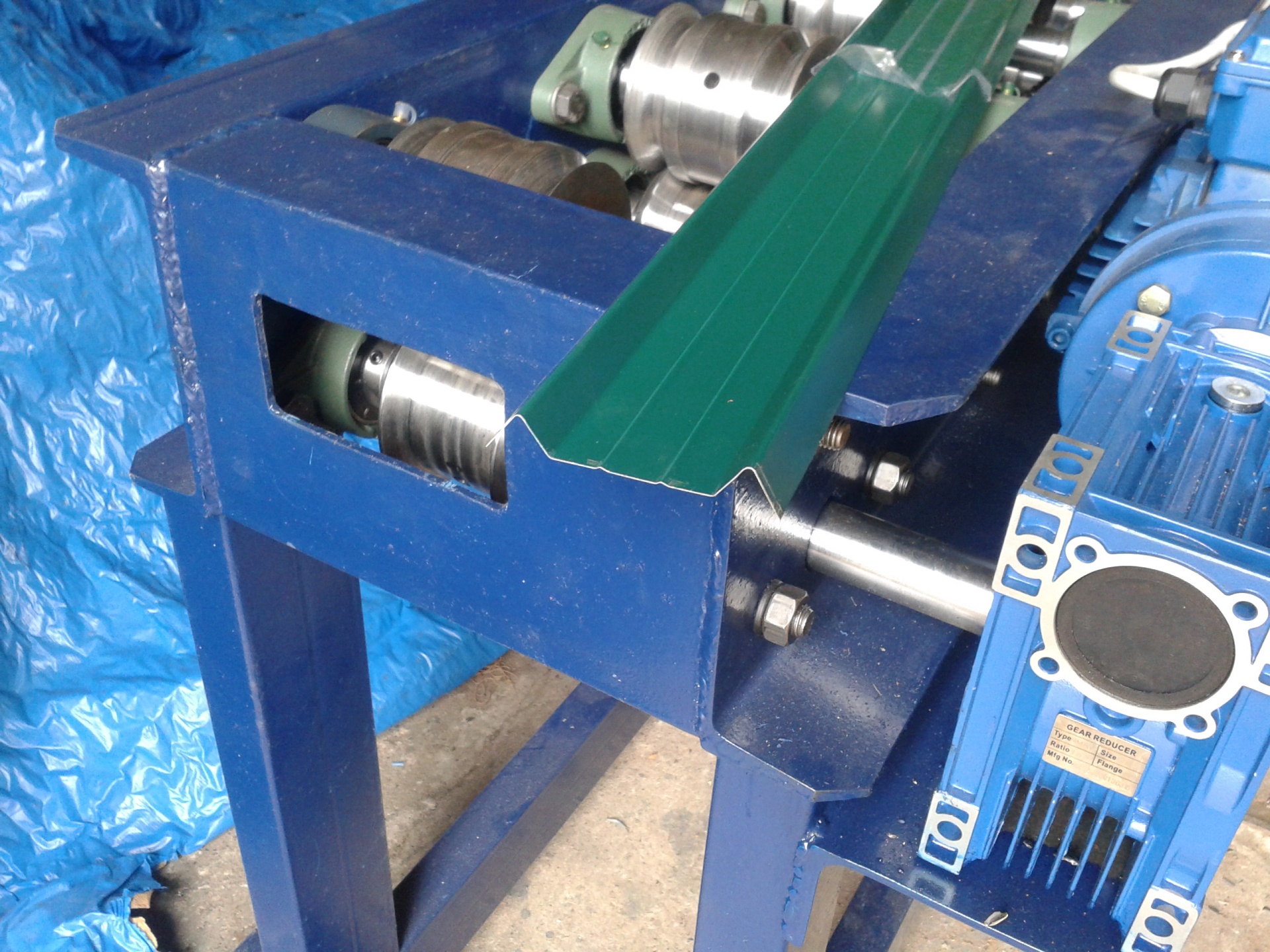
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Ее результаты покажут необходимость регулировки или переделки механизмов.
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.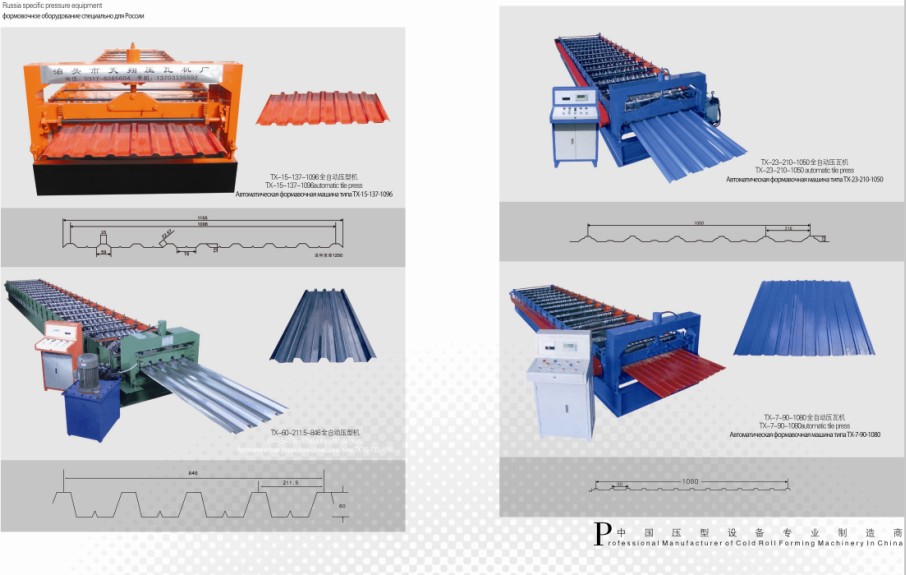
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.

Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.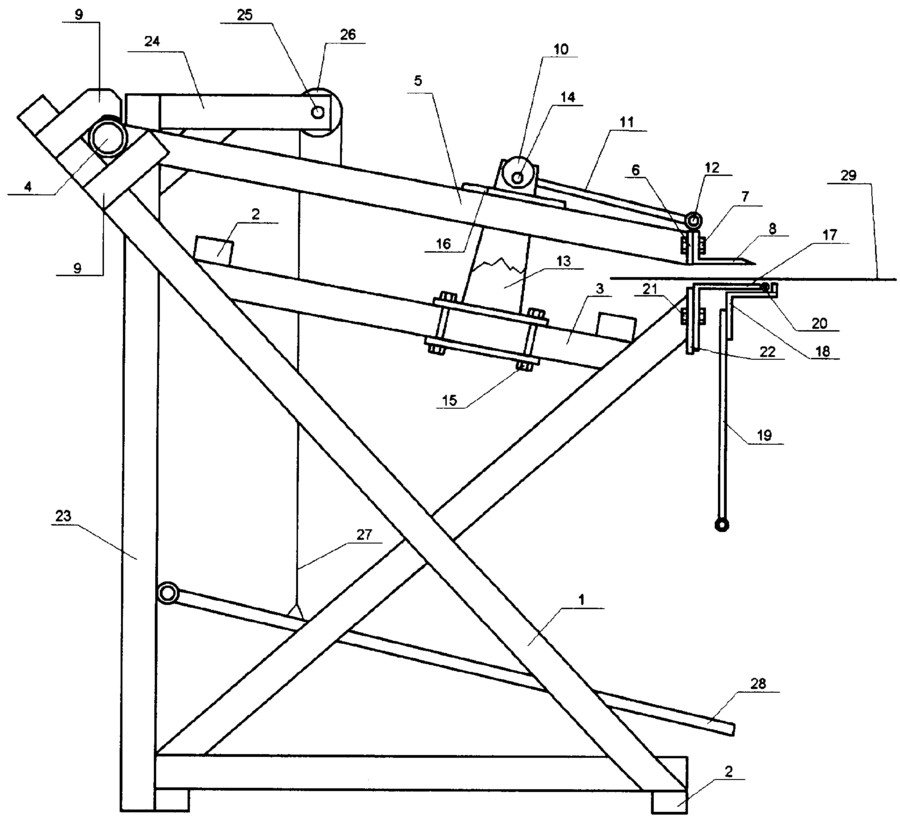
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастилаСтанок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристикиСтанок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.

Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
Сайт oprofnastile.ru – актуальная и полезная информация о профнастиле, его монтаже и использовании, советы профессионалов и пошаговые инструкции для Вас.
Все текстовые материалы, размещенные на сайте, ДЕЙСТВИТЕЛЬНО защищены согласно действующему законодательству, на что имеются все необходимые документы, в том числе договора.
Тем не менее, если вы хотите поделиться каким-либо материалом со своими читателями, вы можете перепечатать его. При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3.7 проголосовавших: 10Своими руками станок для профнастила
использованного оборудования от машины для производства гофрокартона
Оборудование для производства гофрокартона
(линия для производства двухслойного гофрированного картона)
Примечание.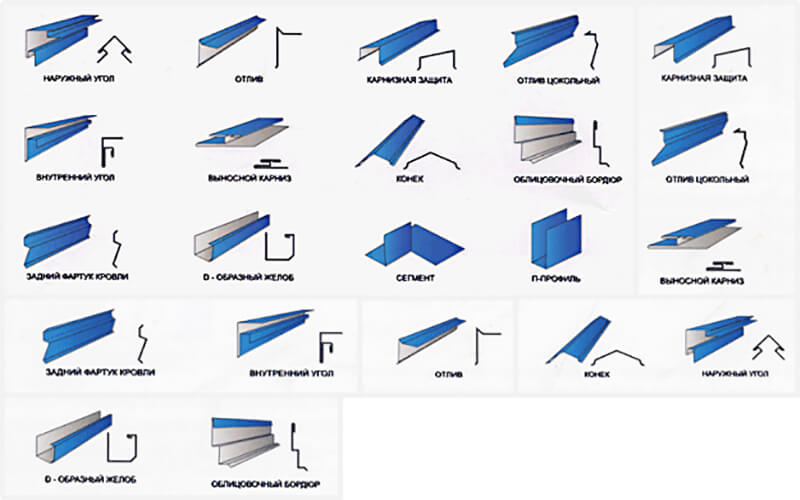
Если вы заинтересованы в этой подержанной линии, пожалуйста, свяжитесь со мной, я вышлю вам детали.
Линия по производству однослойной облицовки также называется производственной линией из двухслойного гофрированного картона. Эта линия с одним лицом состоит из подставки для рулона бумаги , машины с одним лицом и машины для резки бумаги с круговым поворотом . Для использования вебов-бумажного материал единой производственной линии лица машины, производства и резок одного лица гофрированной бумаги в качестве необходимых размеров, она образует гофрированный картон, без необходимости сушки.Это устройство имеет преимущества разумной ткани, передовые технологии, высокое качество продукции, высокая эффективность, низкий уровень качества изготовления, эксплуатации и техническому обслуживанию легко. Это предпочтительное оборудование для производства гофрированного картона из картонных фабрик.
Этот сингл Facer машина Можно сделать 2 слоя гофрированного картона.
Высокое качество, конкурентоспособная цена, своевременная доставка и сердечный сервис.
9 методов испытаний гофрированной коробки для обеспечения качества упаковкиМетоды испытаний гофрированной коробки:
- Испытание на стойкость к разрыву
- Испытание на раздавливание кромок 2 Отдельная
- Водостойкость склеивания
- Тестер калибровки по Коббу
- Грамма и толщина бумаги
- Сопротивление проколу
- Тест на сопротивление сколу
- Испытание на прочность
- Box Тестирование коробок
Согласно FICCI, картонные изделия составляют более 30% упаковочной промышленности.Это потому, что гофроящики довольно популярны. Например, обычные контейнеры с прорезями являются одним из наиболее широко используемых типов ящиков для транспортировки и хранения. Гофроящики имеют низкую стоимость, долговечны и экологичны. Однако не все коробки сделаны равными. То есть они сильно различаются по прочности на сжатие, толщине, химической стойкости и другим факторам.
Вы должны знать это, когда вам нужно выбрать подходящую коробку из гофрокартона для ваших нужд упаковки. Прочность и конструкция картона напрямую влияют на вес, который может нести коробка.Слишком слабая коробка может проколоться или разрушиться. С другой стороны, лишний ящик означает, что вы платите за материал и увеличиваете потери окружающей среды.
Чтобы определить, как гофрированные коробки противостоят внешним воздействиям, чтобы помочь вам принять взвешенное решение при комплектации коробок, производители используют несколько процедур тестирования.
Ниже приведен обзор общих методов тестирования гофрокоробов, используемых для проверки прочности гофрокоробов.
# 1– испытание на разрывную прочность
- ЧТО : Испытание на прочность коробки при воздействии давления
- ПОЧЕМУ : Чтобы определить точный вес, который может выдержать коробка, грубая обработка
Испытание на прочность по Муллену или испытание на разрыв проверяет прочность стенок гофрированного картона когда подвергается силе или давлению. В этой процедуре испытания резиновая диафрагма используется для приложения давления к стенкам гофроящика, пока он не лопнет. Диафрагма расширяется с помощью гидравлики, и по мере расширения диафрагмы гофрокартон разрывается под давлением.
В этой процедуре испытания резиновая диафрагма используется для приложения давления к стенкам гофроящика, пока он не лопнет. Диафрагма расширяется с помощью гидравлики, и по мере расширения диафрагмы гофрокартон разрывается под давлением.
Мы измеряем прочность на разрыв в килограммах на квадратный сантиметр. Коэффициент разрыва дается в тысячу раз от силы разрыва, деленной на граммаги доски.
Коэффициент разрыва = прочность на разрыв (кг / см 2 ) x 1000 / Грамма (г / м 2 )
# 2 — Испытание на удар по краям
- ЧТО : Измельчение гофрокартона в поперечном направлении
- ПОЧЕМУ : Для проверки качества материала, прочности при штабелировании, выносливости при транспортировке поддонов
Одним из наиболее популярных методов проверки прочности штабелирования гофроящиков является Испытание на удар краем или ECT.
Каждая сторона гофрокороба состоит из листов, которые имеют три или более слоев. Как правило, тонкий лист с канавками и выступами расположен между двумя плоскими листами. Эти канавки и гребни, также известные как канавки, обеспечивают анизотропную прочность коробки. Это означает, что коробки могут нести большую силу в одном направлении. Тест на краевое раздавливание, правильный тест или плоский тест на раздавливание помогает определить это.
Как правило, тонкий лист с канавками и выступами расположен между двумя плоскими листами. Эти канавки и гребни, также известные как канавки, обеспечивают анизотропную прочность коробки. Это означает, что коробки могут нести большую силу в одном направлении. Тест на краевое раздавливание, правильный тест или плоский тест на раздавливание помогает определить это.
В испытании на раздавливание кромки сила прикладывается к одной стороне коробки, перпендикулярно ребрам, до тех пор, пока коробка не будет раздавлена.В тесте Ring Crush, кольцо, вырезанное из коробки, используется для того же теста. В плоском испытании на раздавливание к одной стороне прикладывается чрезмерное усилие.
Результаты испытания на раздавливание кромки измеряются в фунтах на линейный дюйм несущей кромки, но представлены как ECT.
Однослойная гофрированная доска Прочность:| Испытание на разрыв | Испытание на минимальную кромку 9009 | Предел максимальной нагрузки на картонную коробку |
|---|---|---|
| 125 # | 23 ДЭХ | 20 фунтов. |
| 150 # | 26 ECT | 35 фунтов. |
| 175 # | 29 ДЭХ | 50 фунтов. |
| 200 # | 32 ECT | 65 фунтов. |
| 275 # | 44 ДЭХ | 95 фунтов. |
| 350 # | 55 ДЭХ | 120 фунтов. |
| Испытание на разрыв | Испытание на минимальную кромку 9009 | Предел максимальной нагрузки на картонную коробку |
|---|---|---|
| 200 # | 23 ДЭХ | 20 фунтов. |
| 275 # | 26 ДЭХ | 35 фунтов. |
| 350 # | 29 ДЭХ | 50 фунтов. |
| 400 # | 32 ECT | 65 фунтов. |
| 500 # | 44 ДЭХ | 95 фунтов. |
| 600 # | 55 ДЭХ | 120 фунтов.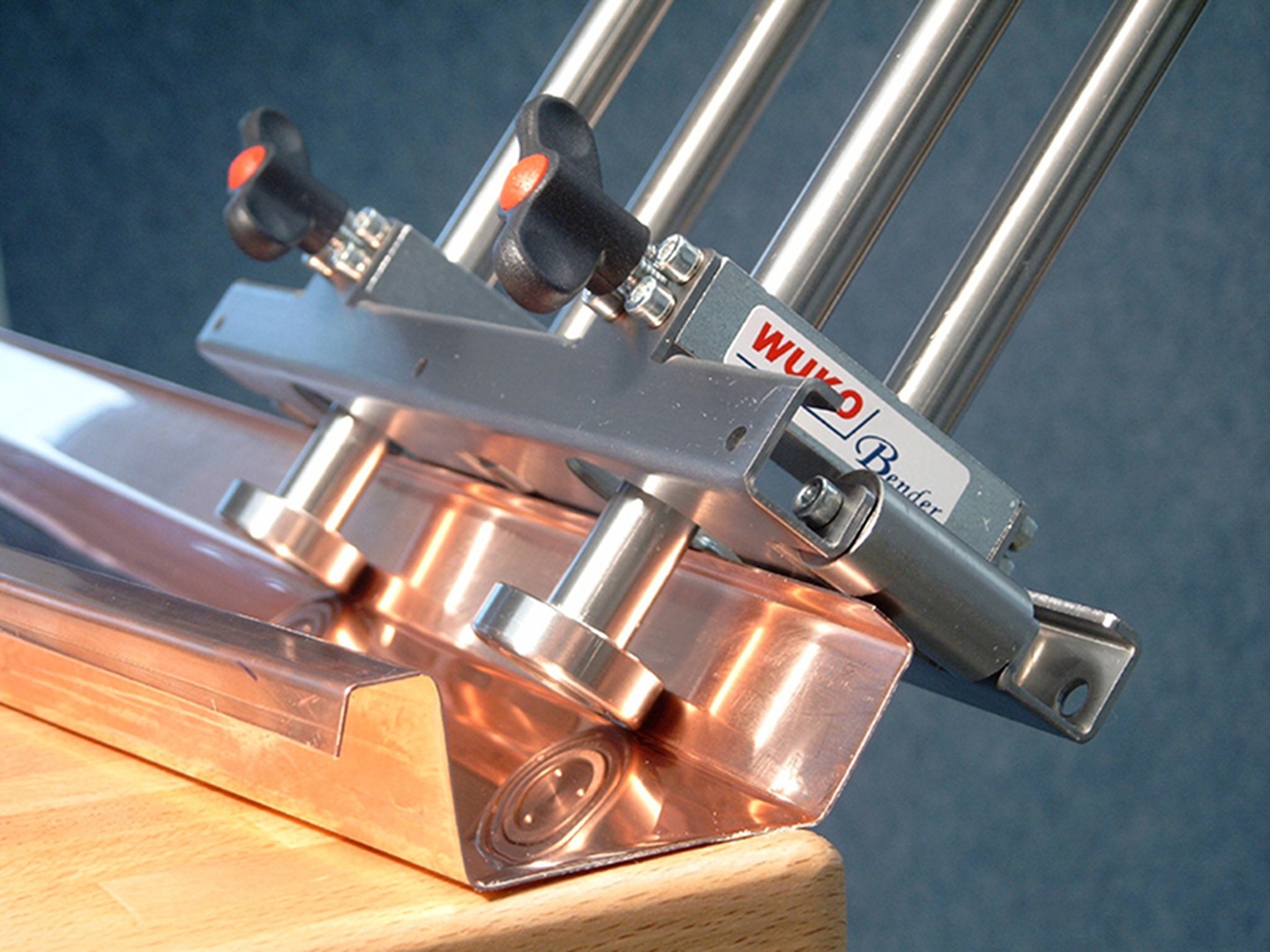 |
Ссылка: Стэндфордский университет
ECT дает вам точное представление о прочности ящиков, когда они штабелируются и перевозятся на поддонах.Кроме того, для гофрированного картона с номиналом ECT используется меньше материала, чем для аналогичного блока с тестом на разрыв, для обеспечения эквивалентного уровня прочности. Это означает, что покупать оптовые коробки с рейтингом ECT дешевле и дешевле.
Однако важно знать, что приведенные выше результаты (общая прочность коробки) могут варьироваться в зависимости от состава каждого гофрированного листа. Следовательно, знание типа гофра важно, прежде чем принять решение.
# 3 — Водостойкость склеивания
- ЧТО : Испытание на водостойкость клеевых линий гофрокартона
- ПОЧЕМУ : Испытание на воздействие климатических условий, водопроницаемость, водопоглощение
Даже если само ДВП может поглощать и удерживать воду Также важно проверить водостойкость склеивания или герметизации. Для определенных применений стандарт FEFCO 9 используется для проверки водостойкости приклеивания коробок из гофрокартона.
Для определенных применений стандарт FEFCO 9 используется для проверки водостойкости приклеивания коробок из гофрокартона.
В этом типе испытаний гофрированный картон погружается в воду, в то время как клеевые линии подвергаются проверке на прочность сцепления и водопоглощение.
# 4 — Cobb Sizing Tester
- ЧТО : Проверьте водостойкость и измерьте увеличение веса при воздействии воды
- ПОЧЕМУ : Для проверки качества коробки пористость
Сырье, используемое при производстве гофрированного картона, имеет тенденцию впитывать воду и удерживать ее.Тестер Cobb Sizing используется для определения степени поглощения воды.
В этом испытании гофрированный картон сначала подвергается воздействию воды. Затем вода выдавливается из образца под давлением. Обычно, в зависимости от качества, вся вода не удаляется, несмотря на то, что доска нажимается тяжелым стальным роликом. Разница в весе из-за оставшейся воды известна как значение Кобба.
Чем ниже значение Кобба, тем лучше водостойкость.Тест Кобба требуется для определенных сертификатов, особенно тех, которые связаны с упаковкой опасных материалов.
# 5 — Граммаж и толщина бумаги
- ЧТО : Проверьте плотность и толщину поверхности
- ПОЧЕМУ : Для проверки качества и жесткости ящика
Граммация и толщина — два наиболее фундаментальных свойства гофрированного ДВП, которые определяют качество ящика. В спецификациях для гофрокороба не указана «лучшая» граммажность или толщина, и она полностью соответствует вашим требованиям.
Если требуется больше набивки, используется коробка с большей толщиной. Канавки гофрированного картона больше и в них поступает больше воздуха. Тонкие доски с плотными канавками имеют высокую граммацию. Такие коробки нужны, когда упаковка должна быть более компактной и жесткой.
Image Courtesy: Shanghai GL Толщина обычно измеряется в (миллиметрах) мм, а граммация выражается в граммах на квадратный метр (г / м 2 ).
Тонкие плиты легче складывать, легче и удобнее, когда речь идет о печати или детализации.Более толстые из них более прочные и подходят для перевозки в тяжелых условиях. Обычно тип флейты (A, B, C, E или F) определяет прочность картона, при этом C является наиболее распространенным (4,0 мм).
Стандартные гофрированные канавки:
| Флейта | Толщина флейты (мм) |
|---|---|
| A | 4,8 |
| B | 3,2 |
| C | 4,0 |
| E | 1.6 |
| F | 0,8 |
# 6 — сопротивление проколу
- ЧТО : проверить устойчивость к проникновению острых твердых предметов
- ПОЧЕМУ : проверить прочность и прочность картона при транспортировке
Испытание на стойкость к проколам проверяет, насколько хорошо коробка выдерживает удар, нанесенный пирамидальной или треугольной формы вес. Стандарты испытаний гофрокоробов на сопротивление проколу включают FEFCO 5 или ISO 3036.
Стандарты испытаний гофрокоробов на сопротивление проколу включают FEFCO 5 или ISO 3036.
# 7 — испытание на сопротивление отрыву
- ЧТО : Проверьте долговечность печатных или окрашенных коробок, чтобы противостоять истиранию
- ПОЧЕМУ : Чтобы печатный текст на картонной коробке выдержал трение, носить
Печать является неотъемлемой частью упаковки. При использовании различных типов методов печати важно проверить, насколько хорошо этикетки или отпечатки могут справляться с потертостями или истиранием. Для этой цели используются испытания на сопротивление истиранию или истиранию.Существует тест Sutherland Rub Test, который является стандартной процедурой тестирования. Поверхности с покрытием, такие как бумага, пленки, картон и все другие печатные материалы, проверяются с использованием этой процедуры.
Альтернативные методы испытаний гофрированного короба также доступны для проверки устойчивости к истиранию. К ним относятся роторные тестеры на истирание и даже ручная очистка. Испытание на сопротивление царапинам особенно важно для фармацевтической или медицинской промышленности, где разборчивость этикетки имеет первостепенное значение.
К ним относятся роторные тестеры на истирание и даже ручная очистка. Испытание на сопротивление царапинам особенно важно для фармацевтической или медицинской промышленности, где разборчивость этикетки имеет первостепенное значение.
# 8 — Испытание на сжатие коробки
- ЧТО : Испытание прочности на сжатие гофрокороба
- ПОЧЕМУ : Измерение прочности при штабелировании нагрузки поддона
Испытание на сжатие ящика, также известное как испытание на сжатие контейнера, представляет собой способ проверить, сколько нагрузки коробка может взять сверху этого прежде, чем это будет деформировано и степень, в которой это деформировано. Это дает нам хорошее представление о том, сколько ящиков можно сложить вместе, не повредив содержимое самого нижнего ящика.Этот тест имеет решающее значение для проверки прочности коробок и требуется большинству отраслей промышленности, перевозящих коробки навалом.
Image Courtesy: Приборы для тестирования Коробки тестируются в разных ориентациях. Если конструкция коробки использует внутренние опоры, такие как деревянная опора или амортизация из гофрированного картона, то такие факторы также принимаются во внимание.
Если конструкция коробки использует внутренние опоры, такие как деревянная опора или амортизация из гофрированного картона, то такие факторы также принимаются во внимание.
Прочность на сжатие гофрокороба также можно рассчитать по формуле Макки, в которой учитываются значения краевого теста (ECT), толщины суппорта или гофрированного картона (CBT) и периметра коробки (P).
Согласно формуле Макки: прочность на сжатие = 5,874 * ECT * CBT 0,50 * P 0,492
# 9 — Химический анализ в гофрокоробе
- ЧТО : Испытание устойчивости коробки к химическим веществам
- ПОЧЕМУ : Для проверки состава продукта и соответствия нормативным требованиям
Химический анализ требуется для определенных применений, где характер ДВП, а также его устойчивость к определенным химическим веществам, проверены.Анализ древесноволокнистой плиты включает микроскопическое исследование плиты, чтобы увидеть, какие типы бумаги используются для изготовления древесноволокнистой плиты. Кроме того, содержание влаги, а также pH доски, также определяется.
Кроме того, содержание влаги, а также pH доски, также определяется.
Выбор правильной коробки для ваших нужд
Процедуры тестирования гофрированной коробкипомогут вам определить тип коробки, соответствующий вашим бизнес-требованиям. Большинство коробок имеют штамп Сертификат производителя коробок, в котором указаны характеристики и прочность коробки.
Например, значение ECT позволяет рассчитать вес, который может нести упаковка.Или тест сжатия коробки помогает определить прочность при укладке, что особенно важно при транспортировке и транспортировке.
Найдите время, чтобы найти идеальную коробку. Это может сэкономить вам много затрат и снизить материальные потери.
109 , Подержанные и бывшие в употреблении машины для производства гофрокартона (гофроагрегаты)используются бывшим в употреблении гофрированных машины
(используются 2-слойная производственная линия гофрированного картона)
(используются 2 слойные гофрированный картон линия)
Примечание. Это использованная строка, которую мы можем сохранить, сделав ее новой линией.
Это использованная строка, которую мы можем сохранить, сделав ее новой линией.
Если вы заинтересованы в этой подержанной линии, пожалуйста, свяжитесь со мной, я вышлю вам детали.
Введение:
Линия по производству однослойной облицовки также называется производственной линией из двухслойного гофрированного картона. Эта линия с одним лицом состоит из подставки для рулона бумаги , машины с одним лицом и машины для резки бумаги с круговым поворотом . Для использования вебов-бумажного материал единой производственной линии лица машины, производства и резок одного лица гофрированной бумаги в качестве необходимых размеров, она образует гофрированный картон, без необходимости сушки.Это устройство имеет преимущества разумной ткани, передовые технологии, высокое качество продукции, высокая эффективность, низкий уровень качества изготовления, эксплуатации и техническому обслуживанию легко. Это предпочтительное оборудование для производства гофрированного картона из картонных фабрик.
Технологический параметр:
Рабочая ширина | 1400mm | | ||
Способ нагрева | Электрический нагрев / масляный обогрев / паровой нагрев | |||
Расчетная скорость | 100-120 м / мин. | |||
Экономичная скорость | 9012 100 м / мин||||
Давление сжатого воздуха | 0.4-0,9МПа | |||
Тип флейты | Стандартная флейта | УФ-флейта | ||
| Однонаправленный станок | Стандартные спецификации. | A, B, C, E, F | ||
Для других типов и моделей мы можем изготовить по требованию заказчика. | ||||

Другие основные модели: ROYAL УПАКОВКИ
Наша мастерская: ROYAL УПАКОВКИ
Этот сингл Facer машина Можно сделать 2 слоя гофрированного картона.
Высокое качество, конкурентоспособная цена, своевременная доставка и сердечный сервис.
,Профлист. Все технические характеристики и сферы применения
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
ГОСТ: требования к металлу
Чтобы купить качественный профнастил нужно изучить стандарты качества. Металлопрофильный материал должен быть изготовлен и транспортирован согласно ГОСТу 24045-94. В этом же документе содержится информация об использовании различных видов профнастила в зависимости от маркировки:
Металлопрофильный материал должен быть изготовлен и транспортирован согласно ГОСТу 24045-94. В этом же документе содержится информация об использовании различных видов профнастила в зависимости от маркировки:
- «С». Так обозначается профлист для стеновых поверхностей. Цифровое значение имеет от 8 до 21 (высота волны). Рекомендован для регионов с умеренным климатом.
- «Н». Металлпрофиль с повышенной несущей способностью.
- «НС». Универсальный вид профнастила. Подходит для изготовления заборов, ворот, беседок, а также используется как кровельное покрытие.
Обзор станков для изготовления профлиста
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Линии для изготовления профнастила
Компания «НЗПО» предлагает купить линию, станок по производству профнастила, произведенный на основе качественных комплектующих по современной технологии. Линия проката профнастила, которую можно заказать в нашей компании, отличается энергоэффективностью, компактными размерами, производительностью. Наша компания предлагает широкий ассортимент стандартной продукции, а также оборудование для изготовления профнастила, произведенное по индивидуальному проекту, учитывая пожелания заказчика.
Наша компания предлагает широкий ассортимент стандартной продукции, а также оборудование для изготовления профнастила, произведенное по индивидуальному проекту, учитывая пожелания заказчика.
Назначение оборудования для производства профлиста
Профнастил – популярный материал, который применяется в строительстве. Материал используется в качестве основного ограждающего элемента, для обустройства кровли, облицовки стен и других задач, связанных с частным или промышленным строительством. Профнастил является универсальным материал с отличными эксплуатационными характеристики, что и объясняет его высокую популярность.
Цена на оборудование для производства профлиста зависит от таких характеристик:
- вид оборудования;
- конфигурация;
- производительность;
- назначение;
- используемые комплектующие.
От вида оборудования для изготовления профнастила зависит высота, волна, толщина и марки. Линия для изготовления профлиста и профнастила включает в себя ножницы гильотинные, разматыватель, управление процессом производства и другие элементы. Для упрощения работы с оборудованием рекомендуется заказывать линию со специализированным столом, который используется для приема листов готового материала. Это позволит автоматизировать систему, что повысит качество готовой продукции и минимизирует количество персонала на производстве.
Для упрощения работы с оборудованием рекомендуется заказывать линию со специализированным столом, который используется для приема листов готового материала. Это позволит автоматизировать систему, что повысит качество готовой продукции и минимизирует количество персонала на производстве.
Заказать станки для изготовления профнастила от производителя
Компания «НЗПО» предлагает автоматизированное оборудование для изготовления профнастила. Продукцию можно заказать с минимальной предоплатой и даже в лизинг. Компания «НЗПО» – это не только лучшие цены на станок для изготовления профлиста, но и гарантия качества, сервисное обслуживание. Наша компания предлагает оборудование для стенного, несущего и других видов профнастила.
Какой марки профлист лучше использовать для заборов
Профлист – это листовой строительный материал. Применяется для укрытия кровель и возведения ограждений. Забор легко монтируется, не требует постоянного окрашивания и способен прослужить не одно десятилетие.
- невысокая стоимость,
- простой монтаж,
- удобная транспортировка,
- небольшой вес,
- хорошая прочность,
- устойчивость к коррозии, ультрафиолетовому излучению,
- широкая цветовая гамма,
- длительный срок эксплуатации.
Помимо стандартных цветов покрытие отлично имитирует другие поверхности (древесину, камень, кирпичную кладку). Листы с высокими волнами способны хорошо выдерживать значительные нагрузки, в том числе ветровые.
Из профнастила лучше всего делать заборы в тех местах, где требуется повышенная защита от шума, пыли, ветра и посторонних глаз. Также он не требует постоянного ухода. Попавшая грязь смывается под струей воды или дождем. Материал с качественным покрытием сохраняет свой первоначальный вид на протяжении 10-15 лет и только потом начинает постепенно выгорать.
Классификация материала
Специализированная компания «Кровля LTD» предлагает своим клиентам широкий выбор листов профнастила, прежде всего, для кровли. Однако, в зависимость от целей и решаемых задач, можно приобретать материал и для других видов работ, например – для установки забора. На выбор клиентам компании представлен профнастил марки С8, С9, С10, С20, С21. Материал для изготовления всех марок цинк (высококачественная оцинкованная сталь). Изделие может быть окрашено, либо иметь покрытие из полиэстера. Основная толщина листов – 0,4; 0,45; 0,5 мм.
Однако, в зависимость от целей и решаемых задач, можно приобретать материал и для других видов работ, например – для установки забора. На выбор клиентам компании представлен профнастил марки С8, С9, С10, С20, С21. Материал для изготовления всех марок цинк (высококачественная оцинкованная сталь). Изделие может быть окрашено, либо иметь покрытие из полиэстера. Основная толщина листов – 0,4; 0,45; 0,5 мм.
Профилированный лист для крыши или выполнения других видов работ, необходимо еще правильно выбрать. Разобраться в том, какой вид продукции лучшим образом подойдет, поможет толщина и высота профиля. В самой маркировке профнастила уже указана высота профиля – это цифра рядом с буквами. Например, С8 и С9 низкопрофильные и легкие, как правило толщиной не более 0,7мм, листы профнастила, а С44, Н60, Н75 и Н114 – это профнастил с высоким профилем и толщиной листа.
Профнастил условно разделяется на три вида:
- Кровельный – высота и толщина профиля средняя. Например, С20 и С21 идеальные варианты по прочности и тяжести для крыш частного домостроения.
- Для отделки стен, фасадов и заборов. Лучше всего для этих целей подходит низкопрофильный профнастил марки С8, С9, С10.
- Комбинированный, с несущей способностью («НС35»). Эти изделия, как правило, используются на промышленных предприятиях, крупных структурных объектах. Толщина листов здесь может достигать 0,8 – 1,0 мм.
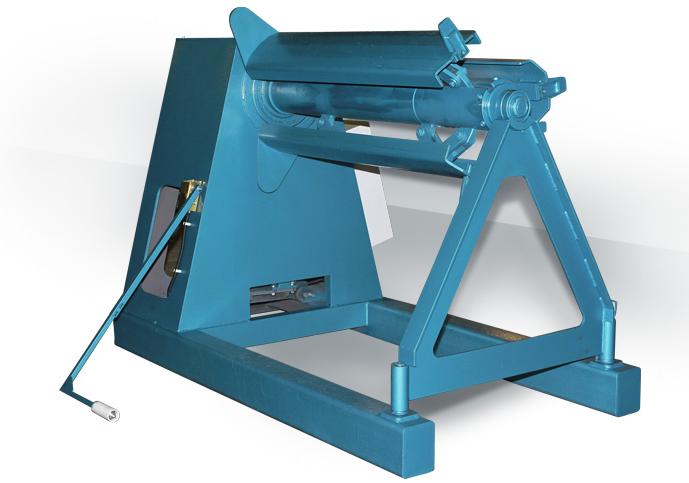
Кровельный профнастил характеризуется повышенной прочностью, имеет наивысшую несущую способность. В процессе производства на заводах изготовителях технологи учитывают тот факт, что в процессе эксплуатации, именно на него будет выпадать наибольшая механическая нагрузка (снег, наледи и пр.).
Профнастил стеновой имеет трапецевидную гофру, используется, как правило, для обустройства оград и для заборов.
Самый прочный, устойчивый к нагрузкам и, одновременно, самый тяжелый – это комбинированный профнастил. Толщина листа здесь составляет от 0.8 мм и более. Конструкция изделий наиболее жесткая, что позволяет использовать листовое железо данной марки в наиболее сложных местах, на участках с максимальной механической нагрузкой.
Защитно-декоративное покрытие профнастила
Современный рынок стройматериалов предлагает профнастил для кровли с разным защитно-декоративным покрытием. От этого зависят не только эстетичность кровельного материала, но и его эксплуатационный ресурс.
Оцинкованный профнастил
Оцинкованный профлист – самый дешевый, но при этом и наименее долговечный материал. В качестве защиты от коррозии выступает только слой цинка. Производители редко дают гарантию больше, чем на 6 месяцев. Но фактически он прослужит гораздо дольше.
Применяется такое покрытие в основном для укрытия кровель на временных постройках разного назначения. Характеризуется низкими декоративными качествами Оцинкованный профнастил для крыши по размерам листа не отличается от окрашенного. Единственное его отличие – гораздо меньший срок службы и невысокие декоративные качества, остальные характеристики идентичны.
Профлист с полимерным покрытием
Профнастил с полимерным покрытием отличается продолжительным сроком эксплуатации и высокими декоративными качествами.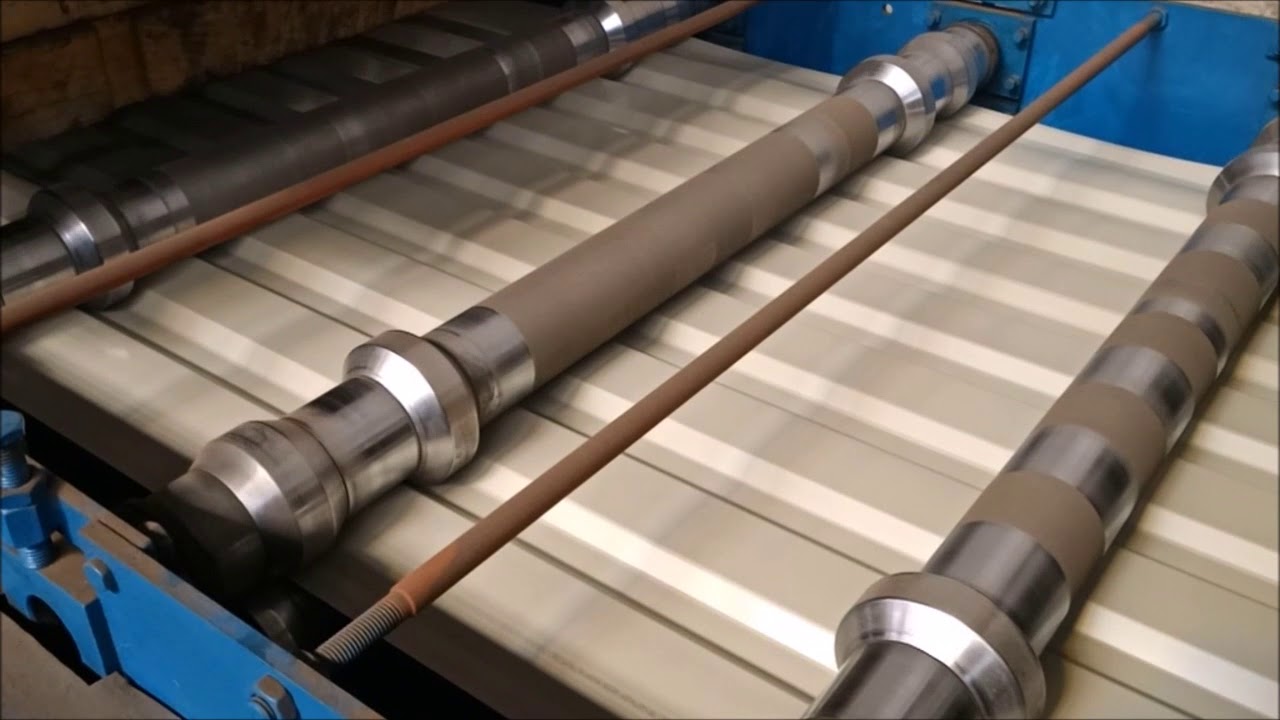 На некоторые виды кровельного материала производители дают 50-летнюю гарантию на сквозную коррозию.
На некоторые виды кровельного материала производители дают 50-летнюю гарантию на сквозную коррозию.
В зависимости от вида защитно-декоративного покрытия профлист можно разделить на несколько основных категорий:
Standart+ – стандартная группа покрытий на основе полиэстера. Защитный слой цинка составляет 140 г/м2 (Drap и Satin) и 200 г/м2 (Polydexter и Polydexter Matt). Рекомендован к применению в удаленных от производственных объектов и автомагистралей районах. Характеризуется благородной текстурой поверхности. Гарантийный срок службы – 20 и 25 лет соответственно.
Design – материал с защитным слоем цинка 200 г/м2, имеет изысканный природный дизайн. Гарантированный производителем срок эксплуатации составляет 20 лет. Подходит для использования вблизи автомагистралей и производств.
Premium – кровельное покрытие премиального качества с защитным слоем Galfan 265 г/м2. Для изготовления применяется бельгийская сталь толщиной 0,5 мм. Профлист представлен в покрытиях Quarzit (на основе полиуретана), Velur и Atlas (основой является полиэстер).
Гарантия от производителя составляет до 50 и 25 лет соответственно.
 Гарантия от производителя составляет до 50 и 25 лет соответственно.
Гарантия от производителя составляет до 50 и 25 лет соответственно.Технологические особенности производства профнастила
Технология производства профнастила состоит из нескольких этапов, на каждом из которых требуется своё оборудование и своя особенная оснастка. К тому же технологические особенности связаны как с масштабом предпринимательской деятельности, так и с видами используемого станочного оборудования.
Различают два технологических способа изготовления изделий: одновременный и последовательный. При первом способе все гофры листа прокатываются одновременно, за один проход через профилирующие валы. А при последовательном способе гофры на лист накатываются за несколько проходов. Последовательный способ характеризуется низкой производительностью, так как при нём время на изготовление одного листа значительно больше, чем при одновременном способе.
Если учесть, что станок для одновременного проката значительно меньше по размерам, чем оборудование для последовательного проката, то первый способ значительно экономит производственную площадь. К тому же последовательный способ не даёт того высокого качества проката, которое достигается при одновременном способе. При последовательном прокате возможны мелкие нарушения геометрии изделия и другие дефекты.
К тому же последовательный способ не даёт того высокого качества проката, которое достигается при одновременном способе. При последовательном прокате возможны мелкие нарушения геометрии изделия и другие дефекты.
Рассмотрим производственные этапы работы линии по производству профнастила:
- Рулон листового проката помещается на устройство для размотки. Заправочная клеть прокатного стана фиксирует начало листа и производит его дальнейшую подачу с нужной скоростью. Непрерывной лентой лист поступает на устройства формирования профиля.
- В программу компьютера линии вводятся данные о форме и длине листов. Ширина при этом остаётся неизменной, а вот длина может изменяться в зависимости от заказа. Она ограничивается лишь условиями перевозки и требованиями заказчика.
- Стан для профилирования листа содержит несколько валов, которые имею наборы прокатных роликов. Именно эти ролики и обеспечивают заданную форму профилирования материала – ширину и высоту гофр. Листовая лента, проходя между роликами, получает ту форму, которая введена в программу станка. Автоматизированная линия производства имеет то преимущество, что благодаря одновременному прокату всех гофр листа получается настил высокого качества, он не имеет дефектов.
 Листовая лента, проходя между роликами, получает ту форму, которая введена в программу станка. Автоматизированная линия производства имеет то преимущество, что благодаря одновременному прокату всех гофр листа получается настил высокого качества, он не имеет дефектов.
Листовая лента, проходя между роликами, получает ту форму, которая введена в программу станка. Автоматизированная линия производства имеет то преимущество, что благодаря одновременному прокату всех гофр листа получается настил высокого качества, он не имеет дефектов.- Обрезка листов по длине производится специальными ножницами гильотинного типа по мере поступления профилированного материала на стол обрезного станка. Станки для резки профнастила работаю по принципу пресса.
- Укладывание в пачки и упаковка листов происходит на приёмном столе. После этого товар отправляется на склад готовой продукции.
Все технологические операции нацелены на то, чтобы усилить продольную жёсткость металлического листа, при этом возрастает и его несущая способность. Особенно это важно в силу тех обстоятельств, что в производстве используется очень тонкая листовая сталь. Толщина листов обычно находится в пределах от 0,45 до 1,2 мм. А вот нагрузки на сооружения, где используется этот материал, нередко значительны. Если это кровля, то на неё действуют ветровые и снеговые нагрузки, а на панели заборов из профнастила оказывают большое давление ветры.
Если это кровля, то на неё действуют ветровые и снеговые нагрузки, а на панели заборов из профнастила оказывают большое давление ветры.
Популярные публикации:
Две стороны одной медали
Профлист — это забор, перекрытие, стена, а вот профнастил – это кровля. Почему так?
Вот показатели:
- жесткость. Профнастил жестче и крепче профлиста. Высота его профиля не менее 35 мм, выполнена в виде трапецевидной волны, и такой стальной лист выдерживает серьезные нагрузки. Особенно это актуально для регионов, где за зиму выпадает много климатических осадков. Профлист также пойдет на кровлю крышы, но его используют при монтаже простых крыш с большими скатами и минимальной нагрузкой.
- шумопоглощение. Обладая более жестким профилем, профнастил идеально поглощает шум при дожде. Профлист при сильных ливнях создаст дискомфорт внутри помещения, но данный дефект легко убрать, если при монтаже использовать звукоизоляционный материал.
- легкость в работе. Профлист легче гнется и подгоняется под нужную вам форму. При монтаже забора или перекрытия это значительно облегчит работу. Конечно, забор можно сделать и из профнастила, но это будет невыгодно с точки зрения экономии и осложнит работу.

Приведенные свойства двояки и дают вам возможность сделать выбор при покупке материала, исходя из желания, материальных средств, наличия товара в магазине и всего прочего. Помните одно важное правило – профлист и профнастил это один и тот же материал, но как всякое изделие он имеет большие отличия по техническим характеристикам.
Профлист/профнастил могут быть несущими, стеновыми, кровельными, с защитным покрытием и без него, в виде волны или трапеции. Для большей путаницы каждый лист имеет свою маркировку, состоящую из букв и цифр.
Буквы в маркировке, обозначающие тип профиля
Н – несущий С – стеновой НС – универсальный ПК – кровельный
Ходовой профилированный лист для кровли – НС-35, для стен – С-20, С-21, для несущих перекрытий – Н-57, Н-60. Популярный С8 профлист применяется при возведении заборов, облицовке фасадов.
Популярный С8 профлист применяется при возведении заборов, облицовке фасадов.
Профлисты делают из алюминия, хромоникелеевой стали, меди. Доступный и дешевый профлист выполнен из стали более предраспожен к коррозии, а медные и аллюминевые листы стоят дороже, но они прочнее и долговечнее. Окрашивают стальной прокат по RAL и RR. Это цветовые карты металлопрофиля, заданные крупными фирмами-производителями. Таблицы соответсвуют друг другу с небольшими огрехами. Профлист моют обычной чистой водой, и никакого другого ухода он не требует.
В целом, использование профилированных листов закрепляется на рынке, и это оправданно. Они обладают небольшим весом, широким спектром цветовой расцветки, компактным размером, что позволяет их легко перевозить. Это недорогой экологичный материал, обладающий высокой устойчивостью к воздействию окружающей среды. Он применяется не только для кровли крыши и установки забора. Профилированными листами обшивают и утепляют стены. Магазины, автозаправки, киоски, ангары – нежилые быстровозводимые строения строят с использованием нескольких видов профилированного листа.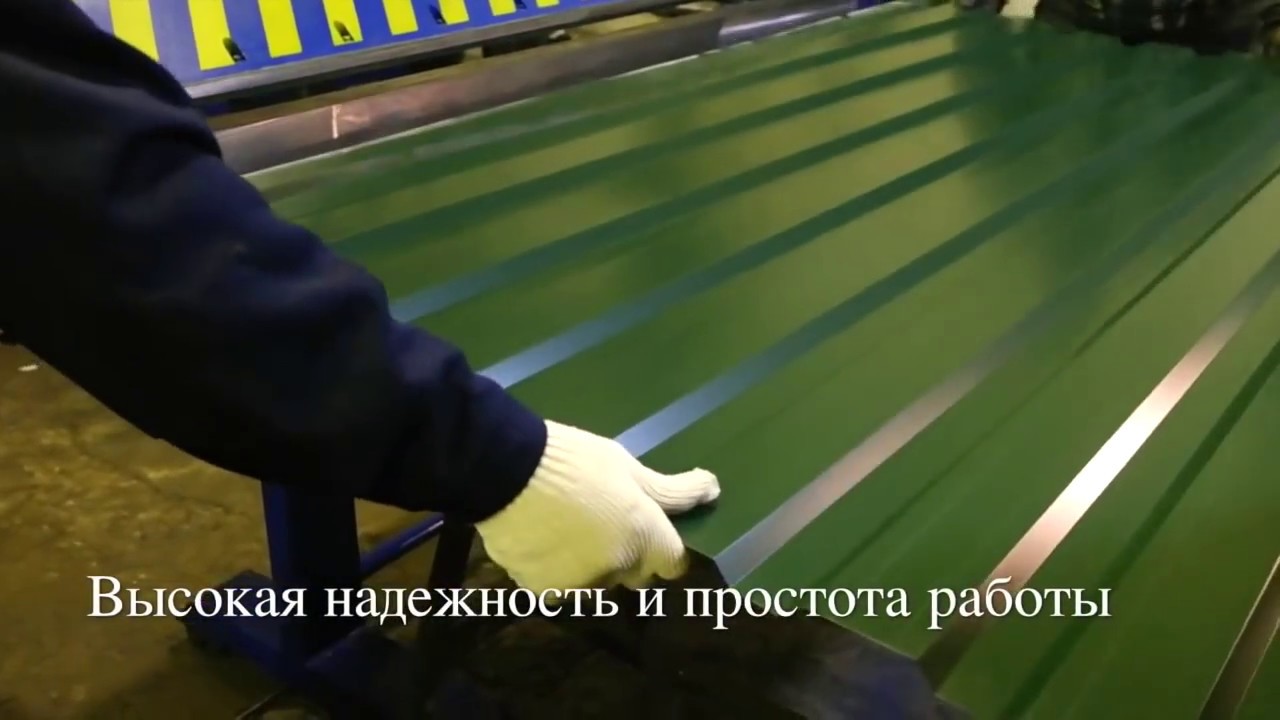
Основные параметры
Какими характеристиками должно обладать оборудование для производства профлиста? Следует более подробно рассмотреть данный вопрос. Гибочная аппаратура содержит в себе размотчики – консольные и двухопорные. С помощью кран-балки рулон надевается на размотчик консольного типа.
В связи с использованием в аппаратуре автоматизированной системы разматывание происходит при полной регулировке скорости, а также с контролем над провисом петли. Максимальная ширина рулона в такой ситуации может достигать 1250 миллиметров.
Оборудование для производства профнастила — новейшая комплектация
- Устройство для разматывания, работающее на приводе. Эта деталь обеспечивает автоматическую размотку. Размерность и масса металлических листов определяют характеристики устройства.
- Станок, изгибающий профили, который тоже работает на электромеханическом приводе. Элемент делает изгибы на материале.
- Ножницы режут уже готовые изделия.
- Стол для приема накапливает листы.
- Система безопасности оснащена регуляторами, маячками и другими элементами, позволяющими следить за процессом.
- Шкаф для управления согласует работу всех механизмов.

Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.
С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: » «). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Профилированный лист марки МП-20
Профнастил марки МП-20 является одним из востребованных и популярных металлических профилей. Этому способствует сочетание незначительного веса, высокой несущей способности и привлекательного внешнего вида. Профиль применяется для монтажа стеновых ограждений, изготовления сэндвич-панелей и при облицовке зданий. Материал может лечь в основу скатных кровель, перегородок гражданских и промышленных зданий, а также подвесных потолков.
Полотна изготавливаются в 3 модификациях:
Первая и вторая разновидности применяются для ограждений и заборов, тогда как третья используется для кровельных покрытий. Отличаются первые две разновидности от третьей размерами трапеции и гофры. Так, у стеновых профилей вершина трапеции гораздо шире основания, тогда как у кровельного профиля всё наоборот.
Отличаются первые две разновидности от третьей размерами трапеции и гофры. Так, у стеновых профилей вершина трапеции гораздо шире основания, тогда как у кровельного профиля всё наоборот.
Если вы будете рассматривать профнастил марки МП-20, то вышеперечисленные факторы могут показаться несущественными. Однако несущая способность кровельных разновидностей гораздо выше той, которая характерна для стеновых модификаций. Это указывает на то, что материал способен выдержать большие статические нагрузки. При этом первые две разновидности способны довольно стойко противостоять ветровым динамическим нагрузкам.
Станок для производства профнастила: основные требования к станкам
Основной функцией оборудования является возможность с его помощью придать определенную форму металлу, создав давление на заготовку путем механического воздействия на нее.
Назначение станка для профнастила – из гладкого листа сделать профильный.
Для его изготовления применяют:
- стальные листы с алюминиевым или цинковым покрытием;
- алюминиевые листы с алюмокремниевым покрытием или вообще без покрытия.
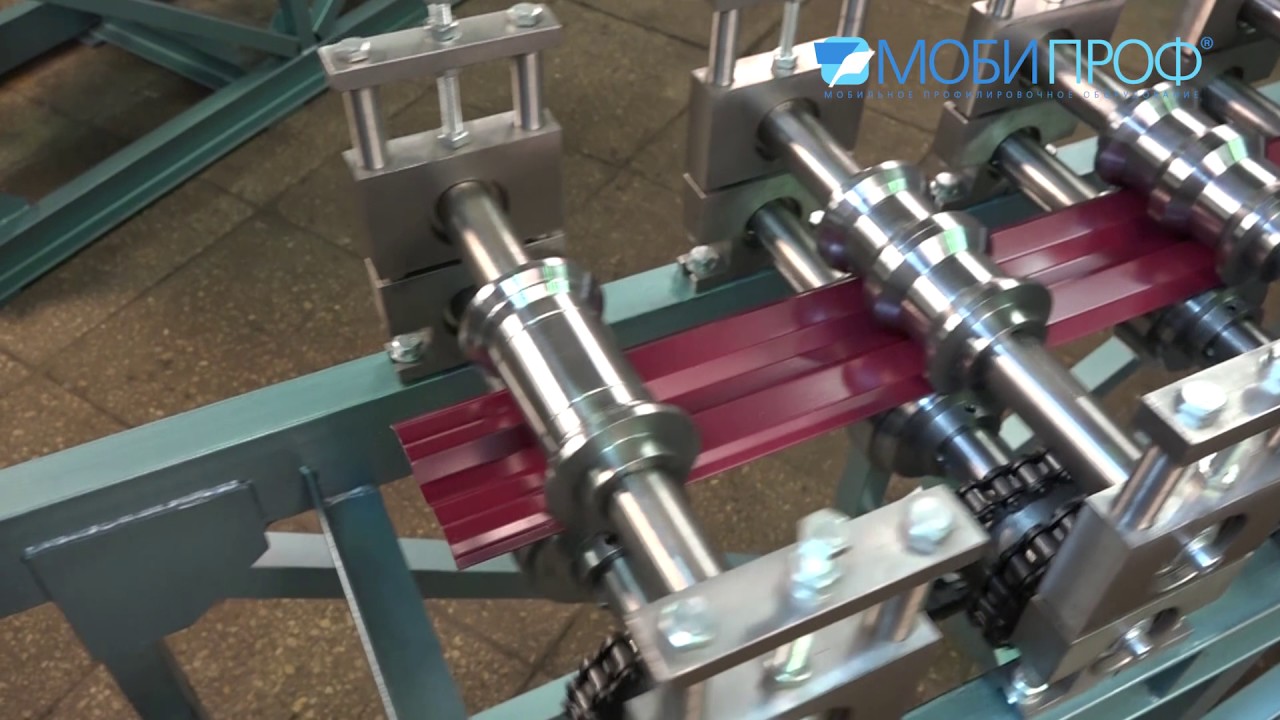
Такое разнообразие материалов и покрытий требует, чтобы оборудование обладало универсальными качествами, поэтому основное требование к станку для изготовления профнастила – не повредить покрытие материала прокатного листа, особенно при работе со стальными листами.
Оборудования (станки) для производства профнастила — состав линии и технологический процесс
На сегодняшний день преимущественные позиции по популярности среди изделий, которые изготовлены из тонколистового стального проката, занимает профнастил.
Его применяют для постройки ограждений, крыш, заборов, стеновых конструкций. За счет такой популярности значительно увеличилось производство профнастила.
Приступим к рассмотрению некоторых особенностей, которыми специализируется непосредственное производство профнастила, рассмотрим оборудование, которое используют при производстве профнастила.
Тем, кто связан с промышленностью, он будет знаком, если его назвать профилированным или гофрированным листом.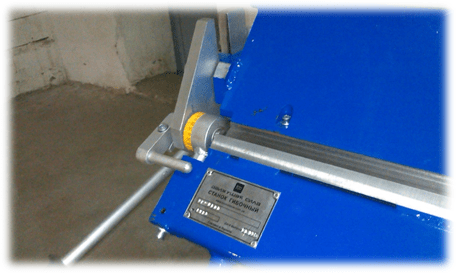
Основная функция оборудования по производству профнастила — возможность придать металлу определенную форму путем механического воздействия давлением на заготовку.
То есть такой станок имеет способность сделать из гладкого листа – профильный.
Существует горячая и холодная промышленная обработка металлов давления.
Станок проката профнастила в состоянии работать при температуре окружающего воздуха, нет необходимости в нагреве самого материала, то есть для обработки сырья используется холодный метод обработки.
Основными операциями, которыми характеризуются линии и станки, которые используют при производстве профнастила, принято считать резку и прокат.
На производстве прокат имеет второе название – профилирование, его так называют из-за того, что заготовка металла в конечном итоге получает профильную форму.
Профнастил выпускается для разных модификаций. Его тип и вид влияет на возможную область применения.
Каждая тип, в зависимости от высоты профиля, характерной для профнастила, будет требовать от оборудования для производства материала различное усилие давления.
Само оборудование, которое используют при производстве, классифицируется по степени механизации производства. Оно бывает таких типов: ручное, передвижное и автоматизированное.
Ручной станок обычно применяют для небольшого количества и небольших по размеру гофрированных изделий.
При выполнении технологических операций, электроэнергия не используется, задействуется только физическая сила оператора. Цена на ручной станок такого типа сравнительно невысока, он пользуется спросом при использовании доборных элементов, которые производят из оцинкованного материала, что применяется в металлообрабатывающей мастерской, также применим в строительных организациях.
Его не рекомендуется применять для сырья с разным типом покрытия (полимерное, лакокрасочное).
Если есть технические возможности и умения, то такое оборудование можно сделать самостоятельно, для тех, кто разбирается, это не составит труда, к тому же в интернете предлагаются чертежи для изготовления станка для профнастила с ручным приводом.
Другой подтип, а именно передвижное оборудование используют для производства профлиста на самой строительной площадке.
Такое оборудование очень часто применяют для изготовления арочного профнастила, которые применим для строительства складских помещений, ангаров, хранилищ и других сооружений, которые имеют в проекте арочные элементы.
Использование такого передвижного оборудования и арочного профнастила ускоряют процесс строительства арочных конструкций большой площади, плюс ко всему существенно экономят на опорном каркасе здания.
Цена автоматизированного оборудования состоит из стоимости его отдельных комплектующих.
Само это оборудование выглядит как автоматическая или полуавтоматическая линия, которая в свою очередь состоит из комплекта станков и механизмов, которые смонтированы в специальном порядке.
Построение технологического процесса:
- Сначала на консольном размывателе закрепляют тонколистовую горячеоцинкованную сталь (которая выглядит как рулон)
- После этого на профилирующий прокатный стан направляется начальный материал, который похож на ленту.

Такой стан имеет несколько пар клетей, которые влияют на качество получаемого профнастила. Каждая отдельная клеть предусматривает наличие двух наборов роликов необходимой геометрии, которые, следовательно, закрепляются на верхнем и нижнем валах.
- Путем прохождения профнастилом через клети, получается намеченная геометрия профнастила.
Оборудование, которое применяют при производстве профлиста имеет различную комплектацию (просечные электромеханические ножницы, рольганги или штабелеры, а так же системы автоматического управления, которая оборудована сенсорным пультом).
Иногда изготовители в комплектацию оборудования для профнастила еще добавляют комплект измерительного зажимного устройства, стол и ножницы для резки кромок, а также устройство для сбора и удаления отходов.
Стандартная линия по производству имеет:
- Консольный разматыватель для первоначального материала в рулоне (оцинкованный лист с особым покрытием), грузоподъемность этого оборудования достигает около10 тонн
- Прокатный стан, который выполняет профилировку гладкого листа (лучше остановиться на одновременной схеме прокатки, скорость которой как минимум 22 м/п в минуту)
- Гильотинные ножницы с ножами, которые схожи с формой профиля самого листа
- Устройство приема для готового продукта
- Автоматизированную систему, которая управляет производственными процессами.
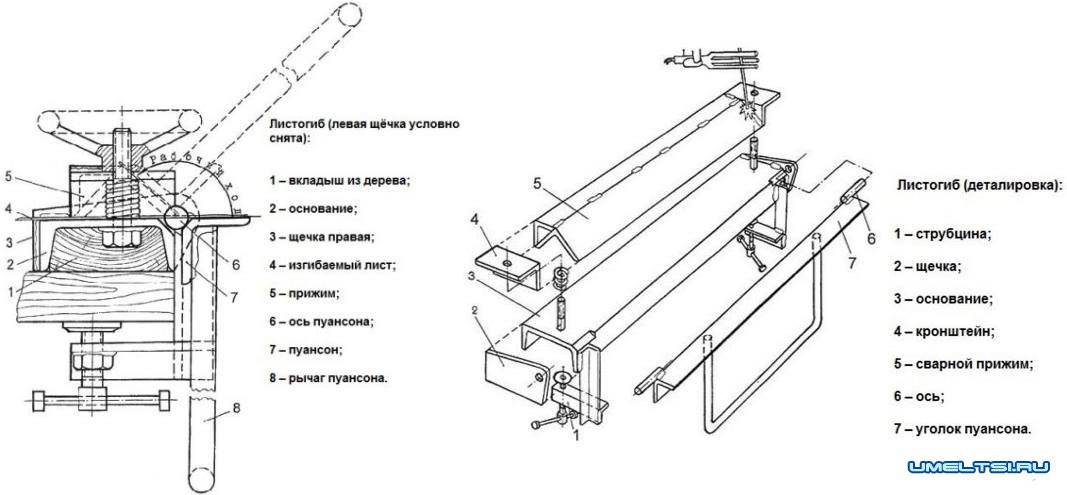
Помимо указанного перечня, необходимо отапливаемое помещение, в котором имеется кран-балка и промышленный пол с ровным покрытием.
Разматыватель рулона, грузоподъемность которого до 10 тонн, используется для того, чтобы выполнить размотку металла непосредственно из ленты.
Также он способствует подаче в прокатный стан самой производственной линии.
Этот механизм автоматизирован, что позволяет проводить контроль над провисанием петли материала, которая может возникнуть на отрезке прокатны стан — размотчик.
Прокатный стан – это основной элемент и главный механизм, который относится к комплекту оборудования, необходимого при производстве профнастила.
Благодаря этому необходимый профиль получают из гладкой заготовки. Он содержит определенные рабочие прокатные клети, они необходимы для последовательного сгибания профлиста.
Помимо рабочих клетей, на общей раме расположена заправочная клеть. Также там располагается кабель управления, кабель питания, электроприводы.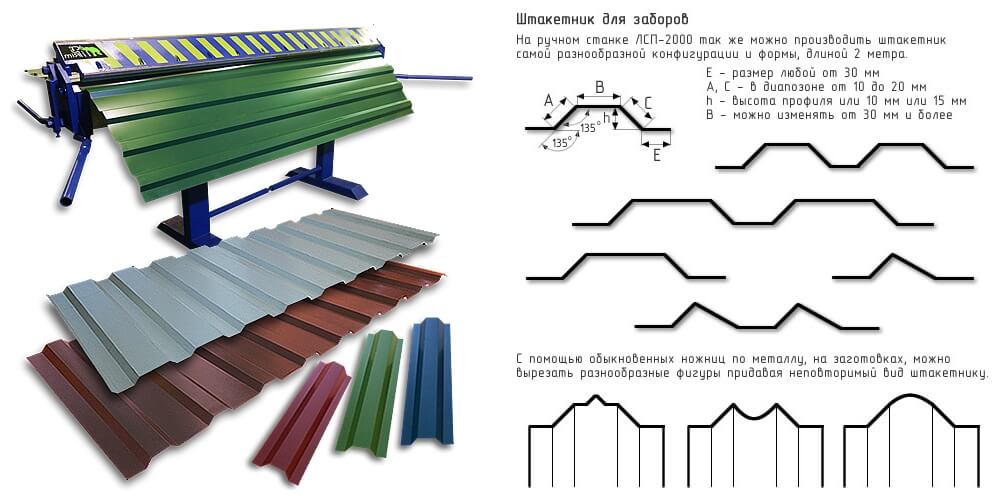
Гильотинные ножницы используются для того, чтобы отрезать полученный профилированный лист в том размере, который назначил оператор.
Форма ножей ножниц полностью идентична форме самого изделия, поэтому разрез получается качественным без какого-либо загиба и заусенцев. Для того, чтобы обеспечить конструкции высокую жесткость, проводится монтировка ножниц на единой с прокатным станом раме.
Устройство приема используется для того, чтобы формировать пачки готовой продукции.
Конкретный вид профнастила предполагает определенную длину данного элемента линии.
Автоматизированная управляющая система отвечает за то, чтобы связывать все устройства линии воедино, помимо этого она отвечает за контроль выполнения работы, и возникновение внештатных аварийных ситуаций. Помимо этого она позволяет управлять всем процессом, находясь за центральным операторским пультом.
Многие эксперты придерживаются мнения, что вкладывать деньги в производство профнастила, в принципе логично.
Популярность этого материала с каждым годом повышается, поэтому можно прогнозировать увеличение рынка сбыта. Не стоит забывать от том, что для производства конкурирующего материала, отвечающего всем ГОСТам, необходимо использование профессионального и качественного оборудования.
Конечно, если вы желаете сэкономить, тогда можно приобрести и не совсем новое оборудование.
Если так, тогда необходимо очень внимательно изучить суть предложения и его технические свойства, так как часто встречаются случаи, что на продажу попадают станки, которые находятся в состоянии выработки.
Такой же совеем можно дать, есть желание приобрести продукцию из Китая, так как часто бывает лишь некачественная имитация известной марки, которая абсолютно не похожа с оригинальным оборудованием.
ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах.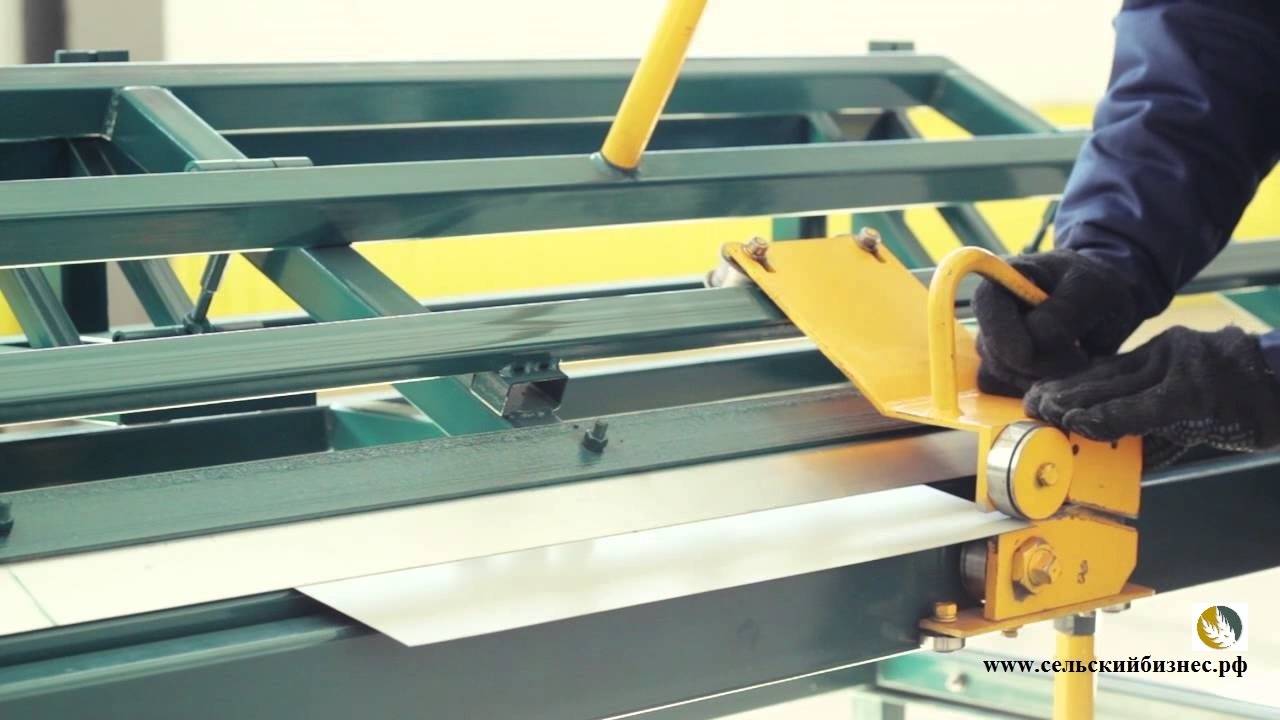 Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Швейная машинка из картонной коробки «Сделай сам»
О всегда очень интересовала моя швейная машинка. В ту минуту, когда я включаю свет, он завораживает его. я
означает, что если подумать, то это совершенно логично, ведь швейная машина полностью сделана из того, что любят маленькие дети — много пуговиц, движущихся частей, острых предметов…
Конечно, у нас много разговоров о том, что он не может прикасаться к нему, потому что он острый и опасный, но пару недель назад, когда он у меня появился, он впервые спросил меня, когда он сможет его использовать.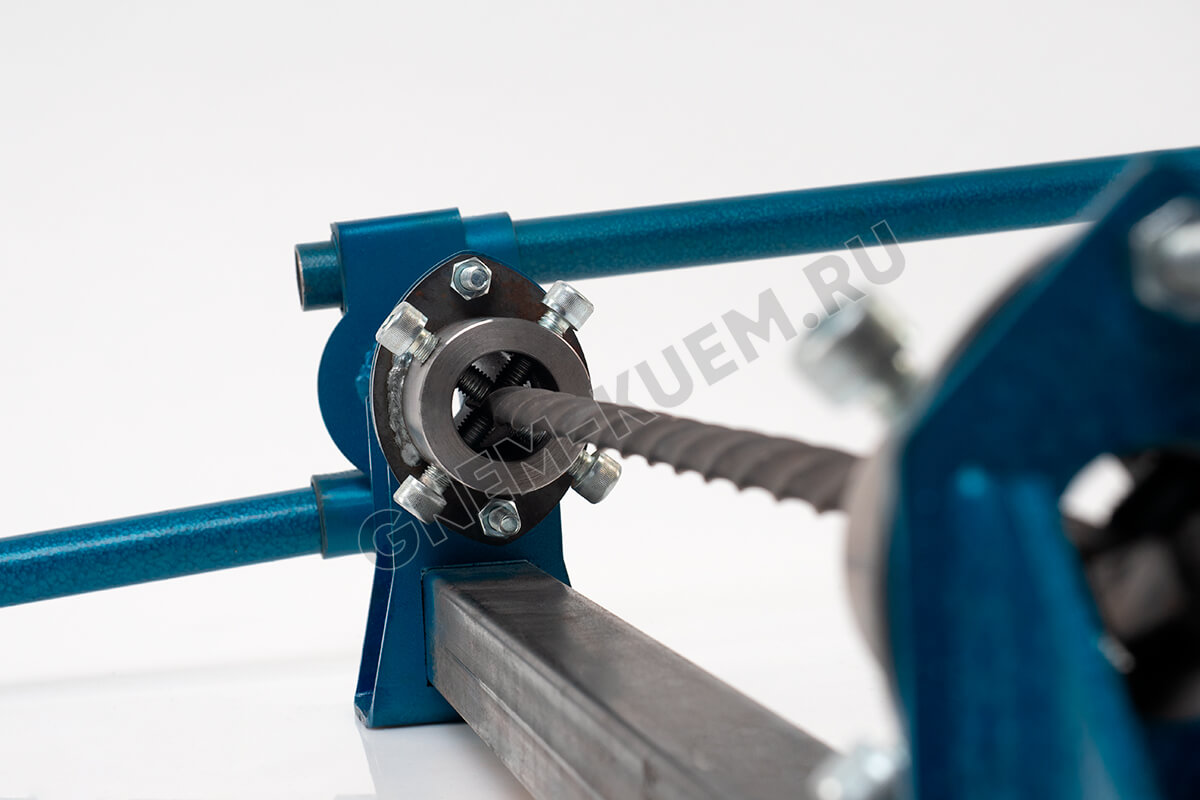
Я не думаю, что он вполне готов это сделать даже при полном надзоре, но, надеюсь, мы сможем попробовать в ближайшее время. (Хотя я думаю, что сказал, что он сможет это сделать, когда ему исполнится 5, потому что я не хотел, чтобы он думал, когда я сказал «может быть, когда ты станешь старше», что я имел в виду завтра, а затем он спросил меня пять миллионов раз…)
В любом случае, конечно, следующей мыслью было, что ему нужна собственная швейная машинка! И если вы читали в течение какого-то времени, вы, возможно, знаете, что высший священный Грааль крафта для меня — это сделать что-то потрясающее как можно дешевле.
На самом деле, этот обошелся мне в целых 0 долларов! (Признание: у меня действительно есть неприлично большая заначка для рукоделия… но если у вас ее нет, вы, вероятно, могли бы сделать все это менее чем за 10 долларов.)
Не знаю, читали ли вы мой пост о вине ремесленника, но это один из тех проектов, которыми я иногда не решаюсь поделиться, потому что прекрасно понимаю, что это не то, чем все хотели бы заниматься. Но, надеюсь, вам будет интересно, как я это сделал, и вы думаете, что это мило?
Но, надеюсь, вам будет интересно, как я это сделал, и вы думаете, что это мило?
Может, это вдохновит на другие идеи? Мне так нравится идея делать вещи из картонных коробок в эти дни (помогает то, что мы живем в многоквартирном доме, где я могу постоянно иметь доступ к огромному количеству в комнате для переработки).
Мне лично нравятся необработанные гофрированные края, но если вам это не нравится, вы можете использовать матовый картон, пенопласт или что-то с более обработанными краями.
Я также хочу добавить, потому что это вопрос, который мне часто задают, на это у меня ушло полдня.
Но я потратил почти 4 года на создание архитектурных моделей, так что я, вероятно, быстрее других создаю трехмерные объемы и работаю с картоном. Если вы никогда раньше не делали ничего подобного, выделите больше времени.
Самодельная картонная коробка Play Швейная машина Список поставок:Одна картонная коробка
пистолет для горячего клея
точный нож
линейка
ручка для рисования
маленькие деревянные дюбели и бусины, надеваемые на концы
Соединительные детали Makedo или обычные заклепки из канцелярского магазина
Самодельная картонная коробка для швейной машины Инструкции:Здесь я собираюсь играть в игру, а не супер конкретные инструкции с размерами, потому что нет двух одинаковых картонных коробок! Вот мой ящик:
Сначала я нарисовал небольшой набросок того, как я собираюсь разрезать коробку, чтобы я мог визуализировать это, прежде чем начать. Я хотел вырезать как можно меньше кусочков. Толстая линия — это место, где я вырезал.
Я хотел вырезать как можно меньше кусочков. Толстая линия — это место, где я вырезал.
Затем я перенес эти метки на коробку и вырезал их.
Последняя фотография открыта. После этого я перевернул его, чтобы все маркировки оказались внутри. Затем я сложил сначала боковые клапаны и закрепил их горячим клеем с внутренней стороны. Не волнуйтесь, если ваши швы выглядят не очень хорошо, все останется внутри.
После этого я загнул верх и низ и приклеил их.
Затем мне нужно было построить стены внутри, где я нарисовал красную линию ниже. Толщина моей швейной машины была 4 дюйма, поэтому я нарезал полоски картона шириной 4 дюйма и использовал их для изготовления внутренностей вот здесь:
.Я начал с части, где должна быть игла – я использовал небольшой 2-дюймовый деревянный штифт для «иглы»
Я частично заточил его точилкой для карандашей, чтобы он больше походил на иглу, но не до конца, чтобы он не был острым или опасным. Затем я проткнул дырку в картоне и вставил дюбель. Я закрепил его внутри большой каплей горячего клея.
Затем я проткнул дырку в картоне и вставил дюбель. Я закрепил его внутри большой каплей горячего клея.
Я добавил остальные внутренние части:
Перед тем, как закрыть его, я добавил маховик и катушкодержатель. Я вырезал из картона несколько кругов и склеил их вместе, чтобы получился маховик.
Как я уже говорил, мне нравятся необработанные гофрированные края картона, но если вам это не нравится, это круто, просто накройте их бумагой, лентой для васи или чем-то еще.
Маленькая синяя стойка и клипса — соединительные элементы Makedo. Я купил их сам, и никто в Makedo меня вообще не знает, но я думаю, что это самые крутые вещи КОГДА-ЛИБО.
Они делают все виды соединителей, петель и других вещей, которые можно использовать для превращения картона и других найденных предметов в действительно крутые проекты.
Десятилетний я был так взволнован, узнав, что они существуют! Если у вас их нет, подойдет обычная старая скоба из канцелярского магазина.
***ПРИМЕЧАНИЕ: 10/10/18 С тех пор, как я сделал этот проект, они прекратили выпуск разъемов Makedo этого типа. Вместо этого вам нужны ЭТИ, они работают немного по-другому, но должны работать нормально. Вы также можете попробовать большие стержни, если вы не можете их найти.***
Я проткнул отверстие в центре маховика прилагаемым инструментом для протыкания отверстий (наверное, технический термин). Затем я вставил часть штифта с одной стороны, а затем пропустил его через соответствующее отверстие в боковой части швейной машины, которое я проткнул отверткой, чтобы оно было немного больше, чем штифт.Это позволяло маховику вращаться.
Маленькая синяя клипса защелкивается с обратной стороны (она регулируется) для фиксации. Теперь маховик крутится как у настоящей швейной машинки!
Затем я использовал еще один маленький стержень, чтобы сделать стержень для катушки. Тот же метод, что и «иголка», проделайте отверстие, вставьте дюбель, закрепите с обратной стороны каплей горячего клея.
У меня также оказалась небольшая деревянная катушка, которая идеально подошла, и тогда у меня был следующий забавный разговор с Аа:
Я: Должен ли я оставить это, чтобы О мог снять катушку со стойки?
Аа: Если под словом «включить и выключить» вы имеете в виду немедленно потерять, то нет…
Ха! У него был хороший момент, поэтому мне нужно было его закрепить.Я снова немного заточил конец дюбеля точилкой для карандашей и приклеил небольшую бусину на вершине, чтобы катушка держалась.
Если бы у вас была подходящая бусина большего размера, вы могли бы пропустить шаг заточки. Катушка все еще вращается, так что это очень весело.
Теперь ему просто нужна была передняя часть. Я перевернула швейную машинку на другой кусок картона, просто обвела его карандашом и вырезала:
. Прежде чем я прикрепил переднюю часть к машине, пришло время добавить некоторые детали.Я сделал несколько квадратных кнопок и еще один диск для передней части, используя тот же метод, что и для маховика.
Я также хотел добавить несколько подвижных рычагов, как на настоящей швейной машине, для регулировки длины и ширины стежка. Сначала я делаю два разреза спереди.
Затем я использовал небольшой кусочек дюбеля, который проходил бы через прорезь. Я наклеил на обратную сторону каплю горячего клея, чтобы она не выпала. Затем я просунул его через прорезь и прикрепил к другому концу бусину.Теперь бусины скользят взад и вперед по прорезям!
Затем, когда все эти детали были добавлены, пришло время аккуратно прикрепить переднюю часть к корпусу машины с помощью клея.
Когда это было сделано, я просто добавил еще несколько деталей белой ручкой и обклеил низ симпатичной лентой васи, и все готово!
Сделай очаровательную швейную машинку своими руками из старой картонной коробки! Вашему малышу будет весело с ним играть!
Активное время 2 часа
Общее время 2 часа
Сложность Средний
Ориентировочная стоимость 10 долларов
Примечания
Размеры будут зависеть от того, с какого размера коробку вы начнете, я рекомендую для начала измерить и начертить собственную коробку!
Рекомендуемые продукты
Как партнер Amazon и участник других партнерских программ я зарабатываю на соответствующих покупках.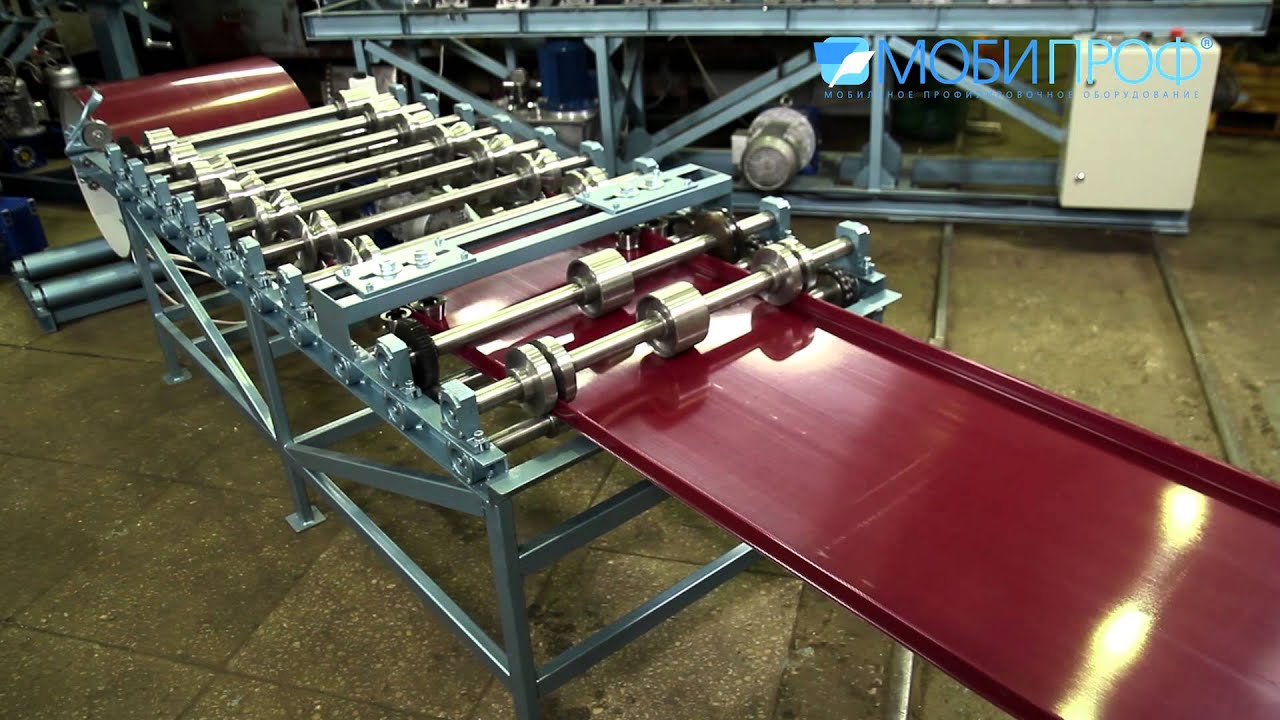
Вам это понравилось?
Подпишитесь на меня в Pinterest и используйте кнопки закрепления, чтобы закрепить этот пост на потом!
О очень понравилось играть с ним, хотя я рассмеялся, когда поставил его, и он тут же сказал: «Где моя ткань??» Быстрая поездка к моему мусорному ведру, и он был готов!
Если вам понравилось это, вам также могут понравиться некоторые из моих других постов…
Добро пожаловать в Красное окошко! Я Кэсси, и я бывший архитектор со степенями в области архитектуры, сохранения, искусства и истории искусств, который никогда не встречал ремесло или проект по вязанию, который мне не нравился!
Последние сообщения Кэсси Мэй (посмотреть все)Подпишитесь на мою еженедельную рассылку!
Узнайте о наших новейших схемах вязания, поделках, самоделках и вдохновении, подписавшись на нашу еженедельную рассылку здесь, в Little Red Window!
Вы успешно подписались!
СДЕЛАЙ САМ МАШИНУ ДЛЯ КАРТОННЫХ ЖЕМЧУЖИН — привет, чудесно
Подпишитесь на нас в Instagram , чтобы узнать больше интересных идей для детей! Посмотрите видео ниже, чтобы увидеть эту креативную машину для изготовления картонных жевательных резинок в действии . Не забудьте подписаться на наш канал YouTube , чтобы получать больше интересных видео!
Не забудьте подписаться на наш канал YouTube , чтобы получать больше интересных видео!
Эта творческая машинка для гамбола из картона, сделанная своими руками, действительно работает и представляет собой забавную поделку из переработанных материалов для детей.
Некоторое время назад в своих историях в Instagram я поделился картонным автоматом ручной работы, который моя дочь сделала из картона , прозрачного пластикового контейнера, скотча и втулки от туалетной бумаги .
Инженерная концепция присутствовала, но с точки зрения функциональности она не раздавала шарики жевательной резинки в сто процентов случаев.Однако это определенно была пятерка по дизайну и усилиям!
Я знала, что моя дочь что-то задумала, поэтому обратилась за помощью к моему онлайн-подруге Кэтрин из @cardboardfolk , также известной как экстраординарный фокусник картона.
Кэтрин взяла прототип Алии и превратила его в действующий шедевр.
Взгляните на эту красивую, функциональную и работающую машину для изготовления картонных гамболов, сделанную своими руками!
Самое приятное то, что у вас, вероятно, есть все необходимое, чтобы сделать его вместе с детьми.И у вас есть очень приятный стимул и награда после выполнения!
Этот креативный автомат с жевательной резинкой делает забавную поделку из переработанных материалов для детей.
МАШИНА ДЛЯ МАТЕРИАЛА ДЛЯ МАТЕРИАЛОВ ДЛЯ МАТЕРИАЛОВМатериалы:
1 лист толстого картона прибл. толщиной 4 мм
1 лист тонкого картона прибл. толщиной 2 мм
1 рулон туалетной бумаги
1 x Jumbo Pop Stick
1 x Пластиковая куполообразная крышка для напитков
Карандаш
Ножницы
Нож для коробок
Пистолет для горячего клея
Линейка
Коврик для резки или аналогичный материал для защиты поверхности
ИНСТРУКЦИИ
Шаг 1:
Вырежьте детали для основы, вам понадобится:
2 x ПЕРЕД/ЗАД: 8.
 5см х 13см
5см х 13см2 СТОРОНЫ: 7,7 см x 13 см
1 x НИЖНЯЯ ЧАСТЬ: 7,7 x 7,7 см
1 x ВЕРХ: 8,5 см x 8,5 см
Шаг 2:
С помощью рулона TP наметьте круги на ПЕРЕДНЕЙ и ЗАДНЕЙ частях и вырежьте их, он должен располагаться по центру и находиться на расстоянии 3 см от верха. Отметьте и вырежьте дополнительный прямоугольник 3 см х 2,5 см в центре нижней части ПЕРЕДНЕЙ ЧАСТИ
.Шаг 3:
Вырежьте детали пандуса, вам понадобится:
2 стороны рампы: 7,5 см В x 6 см Ш
1 x СЛАЙД: 4 x 10 см (из тонкого картона – оберните его вокруг цилиндрического объекта, чтобы создать дугу)
2 x КРОМКИ: 7.5см х 2см
Шаг 4:
Склейте пандус, вставив СКОЛЬЗЯ между СТОРОНАМИ РАМПА
Шаг 5:
Соберите базу. Начните с приклеивания рампы к НИЖНЕЙ части, убедившись, что горка наклонена вперед и находится по центру. Приклейте ПЕРЕДНЮЮ, ЗАДНЮЮ и БОКОВЫЕ части на место.
Шаг 6:
Приклейте КРАЯ РАМПЫ под углом от верхней части СТОРОНЫ РАМПЫ к СТОРОНАМ основания.
 Это предотвратит застревание любых своенравных шариков жевательной резинки по бокам.
Это предотвратит застревание любых своенравных шариков жевательной резинки по бокам.Шаг 7:
Обрежьте рулон TP до нужного размера, он должен быть прибл. на 2 мм длиннее основания с каждой стороны. Отметьте центр и вырежьте отверстие диаметром около 2 см.
Шаг 8:
Сделайте маленькое ведерко из тонкого картона, вырезав круг прибл. 2см в диаметре, приклейте по периметру полоску изогнутого картона шириной примерно 1,2см. Поместите ведро внутри выреза TP Roll и приклейте на место.
Шаг 9:
Вырежьте две прорези в TP Сверните палочку по ширине.Он должен располагаться примерно на 5 мм впереди и сбоку от ковша. Обрежьте поп-стик по размеру, он должен быть около 5 мм. Поместите рулон TP на место так, чтобы прорези были обращены СПЕРЕДИ, прежде чем приклеивать Pop Stick на место
.Шаг 10:
Вырежьте выпуклую крышку для напитков так, чтобы она была высотой 3 см, и приклейте ее к основанию. Он должен прилегать к ролику TP, чтобы при повороте ручки палочка слегка изгибала пластик (это поможет убедиться, что шарик жевательной резинки каждый раз попадает в ваше ведро!)
Шаг 11:
Вырежьте 3 картонных круга немного большего размера, чем рулон TP, чтобы сделать поворотные ручки.
 Приклейте 2 к переду и 1 к спинке. При желании можно также приклеить к передней части деревянную бусину .
Приклейте 2 к переду и 1 к спинке. При желании можно также приклеить к передней части деревянную бусину .Шаг 12:
Вырежьте отверстие в ВЕРХУ подставки размером примерно 3 см х 3 см и приклейте его на место
Шаг 13:
Возьмите пластиковый контейнер или банку и аккуратно вырежьте отверстие в дне примерно того же размера, что и отверстие в ВЕРХНЕЙ части, и приклейте его на место
Шаг 14:
Сделайте колпачок для крышки банки из тонкого картона. Наполните автомат с жевательной резинкой, завинтите крышку и поиграйте с ней!
О КАРТОНФОЛКЕ
Я Кэтрин , дизайнер интерьеров, превратилась в энтузиаста картона и координатора хаоса для 3 маленьких людей, живущих в солнечном Квинсленде, Австралия.Мое любимое оружие — пистолет с горячим клеем, и в любой день вы можете увидеть, как я прокладываю себе путь через мусорную корзину. Почтовые ящики — мой язык любви! Имея опыт работы в области дизайна, я привношу любовь к архитектуре и инженерному делу за верстак, мне нравится проверять пределы того, что можно создать из картона.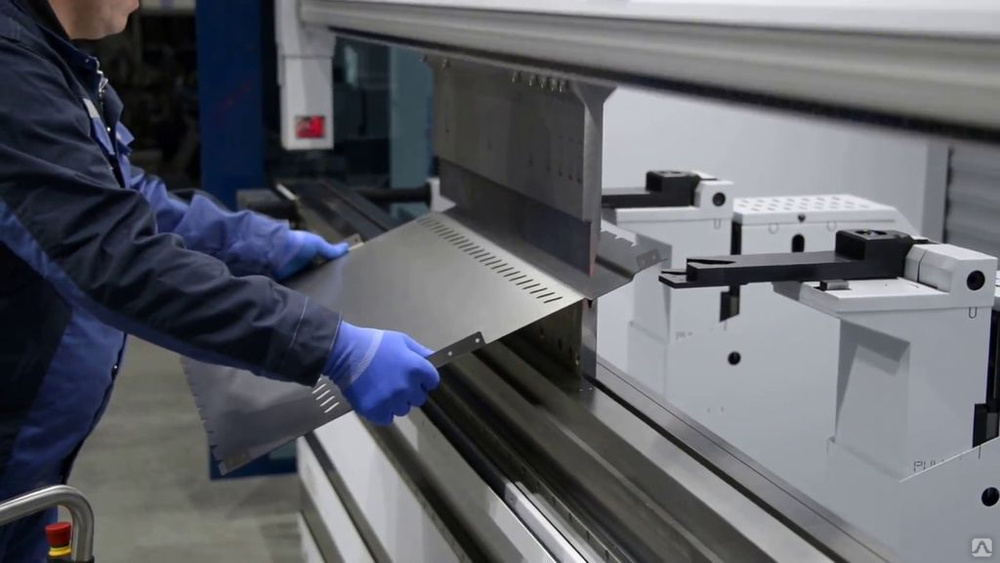 У меня всегда есть проект, или два, или три на ходу. Классический прокрастинатор. Серийный писатель списков. Я начал Cardboardfolk , чтобы привить любовь к творчеству и переработке в моих детях.Я все о том, чтобы использовать потенциал повседневных предметов, забытых и выброшенных, и дать им новую жизнь. Вы можете найти больше идей в Instagram @cardboardfolk
У меня всегда есть проект, или два, или три на ходу. Классический прокрастинатор. Серийный писатель списков. Я начал Cardboardfolk , чтобы привить любовь к творчеству и переработке в моих детях.Я все о том, чтобы использовать потенциал повседневных предметов, забытых и выброшенных, и дать им новую жизнь. Вы можете найти больше идей в Instagram @cardboardfolk
Как заставить машины для изготовления коробок работать эффективнее
В наши дни объемы упаковки резко растут в ответ на потребительский спрос. В то же время расходы, связанные с упаковкой — от материалов до хранения и транспортировки — растут одновременно. Поэтому неудивительно, что грузоотправителям, которые управляют различными конфигурациями продуктов и упаковок, нужны эффективные способы контроля затрат на упаковку и сокращения отходов без ущерба для пропускной способности.
Введите машины для изготовления коробок или машины «коробки по запросу», такие как марки Packsize, BoxOnDemand и Kolbus, которые предлагают грузоотправителям различные наборы функций и варианты использования.
предлагают грузоотправителям большую гибкость: они позволяют грузоотправителям создавать коробки из гофрированного картона по индивидуальному заказу, что снижает вероятность повреждения продукта и сборы за габаритный вес. Они, как правило, просты в эксплуатации и требуют небольшого обучения, поэтому может быть более эффективным сделать свои собственные коробки, чем иметь запас готовых.
Производители машин для изготовления коробок из гофрокартона все чаще предлагают высокоэффективные и надежные машины для изготовления коробок из гофрокартона с передовыми технологиями, такими как Интернет вещей (IoT) и ИИ.
Как оптимизировать логистику и стоимость изготовления коробок
В то время как вся эта информация делает производство коробок современным, машины для изготовления коробок, ну… просто немного глупы.
Они могут стать надежной инвестицией при правильном развертывании. Но очень важно настроить их таким образом, чтобы оптимизировать ваши результаты и преимущества.
Предположим, у вас есть склад и система управления складом (WMS). Следующие плюсы и минусы машин для изготовления коробок могут помочь вам оценить, как оптимизировать логистику и стоимость ваших инвестиций:
Машины для изготовления коробок не требуют затрат. Большинство машин для изготовления коробок не учитывают затраты, не говоря уже о возможности использовать ценные данные в сложных алгоритмах упаковки с учетом затрат. Некоторые устройства для изготовления коробок требуют ручного ввода размеров людьми.И предположим, что у них есть логика картонизации. В этом случае он в первую очередь ориентирован на уменьшение кубического объема, а не на то, где находится ваша фактическая экономия затрат (например, следуя ценовым стимулам в ваших договорных ставках).
Чтобы сэкономить время и деньги на доставке посылок, вам необходимо автоматизировать WMS — оптимизацию картонизации — взаимодействие с машиной для изготовления коробок.
Когда заказ поступает на склад, WMS обращается к вашему программному обеспечению оптимизации картонной упаковки, которое возвращает оптимальные коробки для этого заказа.Затем WMS отправляет рекомендуемые размеры коробок на машину для изготовления коробок, которая быстро разрезает гофрокоробку соответствующим образом. Готовые коробки готовы к отправке к тому времени, когда артикулы прибывают на упаковочную станцию. Автоматизированный процесс может означать часы экономии времени всего за несколько месяцев.Оборудование для изготовления коробок освобождает ценное складское и рабочее пространство. Если площадь вашего склада ограничена и вы храните материалы для картонных коробок, которые редко используете, установка для изготовления коробок не только сократит неиспользуемые складские площади, используемые для хранения готовых картонных коробок; он также позволяет более эффективно использовать площадь помещения, повышать производительность и продолжать развивать свой бизнес.
Изготовленные на заказ коробки, которые идеально подходят для вашего продукта, снижают многие затраты на упаковку и повреждение продукта. Индивидуальные коробки уменьшают или устраняют необходимость в дополнительных набивках, таких как упаковка арахиса, поэтому ваши затраты на упаковку значительно снижаются в долгосрочной перспективе. Вы также больше не будете покупать (или копить) коробки, которые вы, возможно, не используете, ожидая момента, когда вам нужно будет отправить что-то нужного размера.
В среднем требуется ~18 месяцев, чтобы увидеть окупаемость инвестиций в машину для изготовления коробок. Transparency Market Research сообщает, что требуется около 18 месяцев, чтобы увидеть окупаемость машины для изготовления коробок, при этом компании признают не менее 30% своих расходов на упаковку коробок.
 Когда заказ поступает на склад, WMS обращается к вашему программному обеспечению оптимизации картонной упаковки, которое возвращает оптимальные коробки для этого заказа.Затем WMS отправляет рекомендуемые размеры коробок на машину для изготовления коробок, которая быстро разрезает гофрокоробку соответствующим образом. Готовые коробки готовы к отправке к тому времени, когда артикулы прибывают на упаковочную станцию. Автоматизированный процесс может означать часы экономии времени всего за несколько месяцев.
Когда заказ поступает на склад, WMS обращается к вашему программному обеспечению оптимизации картонной упаковки, которое возвращает оптимальные коробки для этого заказа.Затем WMS отправляет рекомендуемые размеры коробок на машину для изготовления коробок, которая быстро разрезает гофрокоробку соответствующим образом. Готовые коробки готовы к отправке к тому времени, когда артикулы прибывают на упаковочную станцию. Автоматизированный процесс может означать часы экономии времени всего за несколько месяцев.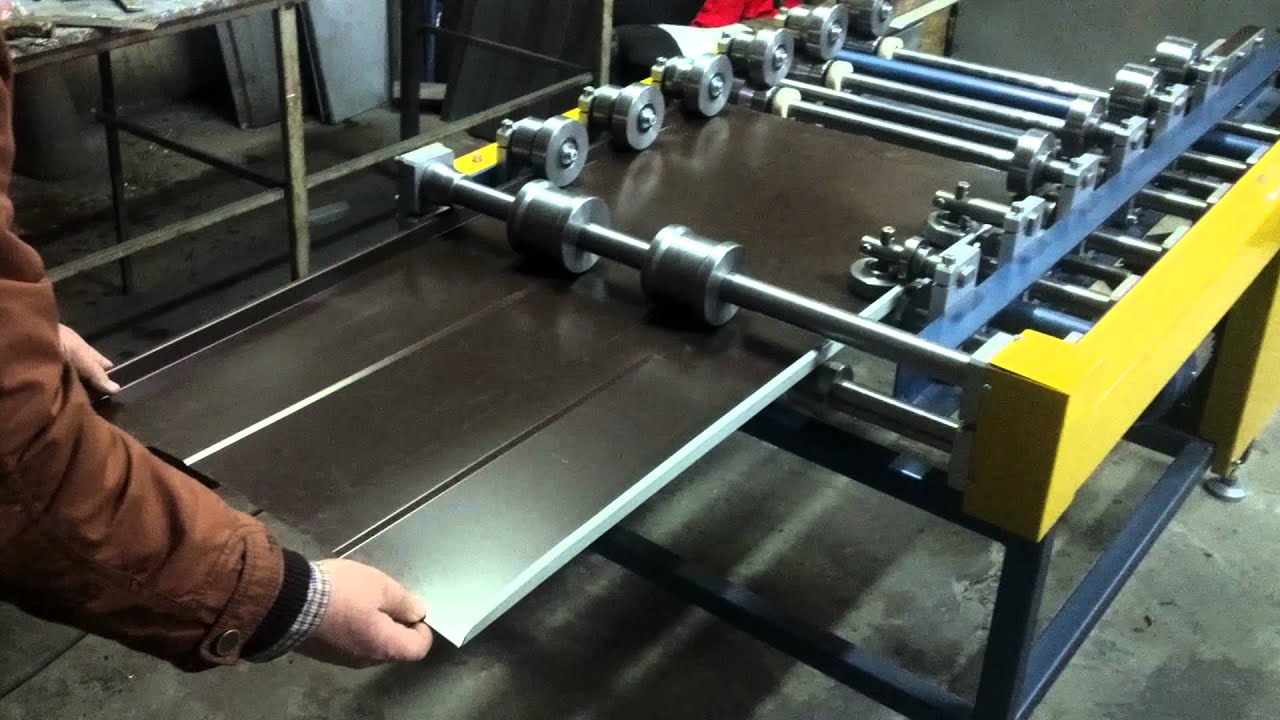
И последнее, но не менее важное: машины для изготовления коробок могут помочь уменьшить ваш углеродный след, поскольку вы удаляете лишнюю упаковку и наполнитель для упаковки, тем самым лучше для окружающей среды.
Если вы готовы приобрести или внедрить машину для изготовления коробок, самое время изучить, как вы можете получить максимальную отдачу от своих новых инвестиций с помощью умной картонизации.Запишитесь на встречу с Paccurate сегодня. Или начните свое обучение умному изготовлению коробок прямо сейчас, прочитав нашу белую книгу по экономичной картонной упаковке.
Подробный обзор того, как компания ASC, Inc. изготавливает коробки из гофрокартона
Если вы работаете в сфере упаковки или доставки, вы, вероятно, ежедневно работаете с картонными коробками. Коробки из гофрированного картона являются одним из основных продуктов, используемых для упаковки и доставки продуктов всех типов по всему миру, поэтому они являются неотъемлемым компонентом в ряде предприятий и отраслей.
Хотя вы можете использовать их на регулярной основе, вы, вероятно, никогда не задумывались о том, откуда берутся коробки из гофрокартона и как они производятся. Легко забыть, что ящики, от которых вы зависите, когда-то были деревьями, растущими в лесах, охватывающих весь земной шар. Процесс превращения дерева в гофрированный картон на самом деле довольно увлекательный и более высокотехнологичный, чем вы можете себе представить.
Процесс превращения дерева в гофрированный картон на самом деле довольно увлекательный и более высокотехнологичный, чем вы можете себе представить.
Как именно производится скромная коробка из гофрированного картона? Мы рады, что вы спросили!
Гофрированный картон — чрезвычайно универсальный материал, который используется для защиты, демонстрации и транспортировки практически всех видов продукции.Он сделан из трех слоев прочной бумаги, известной как крафт-бумага, что делает его прочным, жестким и легким.
Коробки из гофрированного картона бывают самых разных размеров, конструкций, прочности и форм. Однако все они имеют одни и те же основные функции. Они в основном состоят из бумажной канавки (подробнее об этом позже), зажатой между двумя слоями вкладышей из крафт-бумаги. Вкладыши часто содержат большой процент переработанного материала, что делает упаковку более экологичной.
Гофрированный картон производится в основном из быстрорастущих сосен. Некоторые крупные компании даже владеют собственными лесами площадью в тысячи акров, где деревья сажают, выращивают, собирают для упаковки и заменяют посевами. В производстве картона используются только стволы этих деревьев, поэтому после их сбора все ветки удаляются.
Стволы деревьев доставляются грузовиками на целлюлозные заводы.Некоторые из этих заводов находятся в независимой собственности, а другие принадлежат крупнейшим упаковочным компаниям. По прибытии на мельницу деревья проходят через машину, которая снимает с них кору и измельчает их.
Затем щепа проходит либо механическую, либо химическую варку целлюлозы. В процессе механической обработки щепа измельчается, чтобы превратить древесину в отдельные волокна целлюлозы. Обычно это делается путем прижимания фишек к вращающемуся камню. Вода распыляется на камень для удаления волокон, но этот процесс мало помогает удалить неволокнистый компонент древесины, известный как лигнин. Поскольку лигнин связывает волокна вместе, он может ухудшить качество бумаги, если его не удалить в процессе производства целлюлозы. Однако механическая варка целлюлозы стоит меньше, чем химическая варка целлюлозы, и дает более высокую производительность, поэтому этот процесс по-прежнему широко используется, несмотря на более низкое качество результата.
Поскольку лигнин связывает волокна вместе, он может ухудшить качество бумаги, если его не удалить в процессе производства целлюлозы. Однако механическая варка целлюлозы стоит меньше, чем химическая варка целлюлозы, и дает более высокую производительность, поэтому этот процесс по-прежнему широко используется, несмотря на более низкое качество результата.
В процессе химического производства целлюлозы стружка «варится», чтобы превратить ее в отдельные волокна целлюлозы. Существует два различных типа химической варки: сульфитная и сульфатная. Оба варианта работают хорошо и дают высококачественную целлюлозу, но более широко используется сульфатный процесс.
Щелочные растворы используются для вываривания древесины в процессе сульфатирования, а сульфат натрия добавляется для повышения прочности целлюлозы. Вот тут-то и появляется название «крафт», которое в переводе со шведского означает «сила».
В некоторых случаях вместо натуральной древесины используется переработанный материал. Однако вкладыши, изготовленные из переработанного волокна, обычно имеют более низкое качество, поэтому они используются только в качестве внутренних вкладышей или в качестве центральных вкладышей в картоне с двойными стенками.
Однако вкладыши, изготовленные из переработанного волокна, обычно имеют более низкое качество, поэтому они используются только в качестве внутренних вкладышей или в качестве центральных вкладышей в картоне с двойными стенками.
Полученная суспензия древесной массы затем перекачивается в машину Фурдринье, известную также как бумагоделательная машина.Эта машина состоит из квадратных конструкций длиной до 600 футов с проволочной сеткой. Бумага сначала формируется на этих ситах, а затем подается на нагреваемые паром валы с войлочными одеялами, которые удаляют лишнюю воду. После высыхания готовый лайнер наматывается на массивные рулоны для отправки.
Флютинг относится к среднему слою гофрированного картона, образующему волнообразные арки. Существует несколько различных типов флейтинга.Совсем недавно доска для флейты B была заменена флейтой R. Хотя производительность обоих типов одинакова, гофра R тоньше, что приводит к снижению затрат на цепочку поставок. Более тонкий размер также означает, что он занимает меньше места при хранении, что чрезвычайно выгодно для компаний с ограниченным пространством для хранения материалов. Также иногда называемая S-образной или M-образной канавкой, R-образная канавка улучшает качество печати на 30 %, позволяет разместить на поддоне на 30 % больше ящиков и снижает выброс углекислого газа из грузовиков на 30 % благодаря своей компактности. спасение природы.
Более тонкий размер также означает, что он занимает меньше места при хранении, что чрезвычайно выгодно для компаний с ограниченным пространством для хранения материалов. Также иногда называемая S-образной или M-образной канавкой, R-образная канавка улучшает качество печати на 30 %, позволяет разместить на поддоне на 30 % больше ящиков и снижает выброс углекислого газа из грузовиков на 30 % благодаря своей компактности. спасение природы.
В коробках с двойными стенками могут использоваться различные типы гофрирования. Если, например, вы видите поле с надписью «канавка AB», это означает, что верхний слой имеет канавку A, а нижний слой — канавку B. Первая буква всегда относится к верхнему слою, а вторая буква относится к нижнему слою.
Так как же производится картон? Как упоминалось ранее, гофрированный картон изготавливается путем прокладывания гофрокартона между двумя вкладышами.Рифление придает коробкам прочность и помогает защитить товары от повреждений во время транспортировки. Эффект гофрирования создается путем подачи рулонов крафт-бумаги в машину для производства гофрированных валиков для прохождения процесса, который был первоначально разработан в 18 веке для добавления оборок на такие предметы одежды, как юбки и рубашки. Процесс известен как гофрирование.
Эффект гофрирования создается путем подачи рулонов крафт-бумаги в машину для производства гофрированных валиков для прохождения процесса, который был первоначально разработан в 18 веке для добавления оборок на такие предметы одежды, как юбки и рубашки. Процесс известен как гофрирование.
Один рулон загружается в машину для гофрирования, а затем подается рулон лайнера, который затем соединяется с гофрированным материалом. Второй рулон футеровки перемещается по мосту, который представляет собой плоскую конструкцию над валками для гофрирования.Вкладыши приклеиваются к гофрированному материалу на более позднем этапе процесса.
Валки для гофрирования покрыты горизонтальными параллельными гребнями, известными как каннелюры. После прохождения через ролики предварительного нагрева крафт-бумага проходит между валами для гофрирования, которые улавливают и изгибают ее, образуя волнистую гофрировку. Затем он проходит через другой набор роликов, известный как односторонняя клеевая станция. Здесь клей на основе крахмала аккуратно наносится на края гофрированной бумаги, чтобы приклеить ее к первому слою вкладыша.Затем он отправляется на клеевую станцию с двойной подложкой, где приклеивается другой слой. Наконец, картон перемещается по пластинам, которые нагреваются паром для отверждения клея.
Результатом этого процесса является то, с чем вы, вероятно, лучше всего знакомы: средний слой волнистого гофрокартона, зажатый между двумя слоями плоской крафт-бумаги.
Гофрированный картон выходит из машины и обрезается продольно-резательным станком для формирования заготовок коробок.Заготовки выходят из машины и скользят на укладчик, который размещает их на подвижной платформе. Затем они доставляются к другим машинам, которые превращают плоские куски картона в пригодные для использования транспортные контейнеры.
Известные просто как флексографские машины, флексографские машины используют штампы и шаблоны высечки для обработки заготовок коробок. После загрузки штампов и шаблонов на валы флексографской машины заготовки коробок подаются в машину. Когда заготовка проходит через ролики, она обрезается, надрезается, вырезается и печатается.Затем он проходит в принтер-фальцовщик-склейщик, где складывается в коробку и склеивается. Готовые коробки автоматически укладываются друг на друга, а затем отправляются на другую машину, где они упаковываются для отправки.
После загрузки штампов и шаблонов на валы флексографской машины заготовки коробок подаются в машину. Когда заготовка проходит через ролики, она обрезается, надрезается, вырезается и печатается.Затем он проходит в принтер-фальцовщик-склейщик, где складывается в коробку и склеивается. Готовые коробки автоматически укладываются друг на друга, а затем отправляются на другую машину, где они упаковываются для отправки.
На некоторых фабриках при изготовлении картонных коробок используется дополнительное оборудование. Такие вещи, как автономные высекальные машины и высекальные машины с печатными станциями, а также машины, наносящие восковые покрытия на мясную, фруктовую и овощную тару, широко используются в зависимости от потребностей конкретной компании или клиента.
По мере того, как предприятия подвергаются повышенному контролю за их воздействием на окружающую среду, многие ищут способы реализации экологических инициатив и программ экологической упаковки. Коробки из гофрированного картона на бумажной основе этичны и экологичны, что делает их отличным выбором.
Коробки из гофрированного картона на бумажной основе этичны и экологичны, что делает их отличным выбором.
Поскольку упаковка из гофрированного картона пригодна для вторичной переработки и может быть изготовлена из переработанных материалов, она наносит гораздо меньший вред окружающей среде, чем упаковка на основе пластика.Поскольку он обычно изготавливается без использования отбеливателей или красителей, его утилизация также является устойчивой. Бумажная масса, используемая при создании гофрированного картона, поступает из быстрорастущих сосен или из древесной стружки и остатков материалов, оставшихся после других процессов. Поставщики создали управляемые, устойчивые леса, чтобы гарантировать, что материалы, используемые для производства картонной упаковки, являются возобновляемыми.
Когда гофрированный картон производится с использованием большого количества переработанных материалов, для его производства требуется меньше энергии.Также часто используются материалы местного производства, что снижает воздействие чрезмерной транспортировки на окружающую среду.
Наконец, большинство коробок из гофрокартона повторно используются несколько раз, прежде чем они будут выброшены или переработаны. Они чрезвычайно прочны и легко складываются, что делает их полностью многоразовыми. Клиенты могут использовать их для хранения предметов домашнего обихода, доставки подарков друзьям или близким, перемещения или создания поделок. Варианты практически безграничны, и чем больше раз коробка используется повторно, тем более экологичной она становится.
Скромная коробка из гофрокартона — один из наиболее часто используемых видов упаковки, и на то есть веские причины. Это экологически чистый, этичный и возобновляемый выбор, а также чрезвычайно рентабельный для владельцев бизнеса. Процесс превращения деревьев в коробки из гофрированного картона требует нескольких шагов, но на самом деле он довольно прост. Производственные мощности могут ежедневно производить тысячи коробок из гофрокартона на заказ и доставлять их клиентам по всему миру.
Коробки из гофрированного картона обеспечивают исключительную защиту для всех видов товаров. От небольших предметов, таких как украшения и безделушки, до более крупных товаров, таких как принтеры, тренажеры и даже мебель, гофрированный картон обеспечивает эффективную защиту практически для всего.
Эти ящики также универсальны. Они бывают бесконечного множества размеров и стилей, чтобы удовлетворить любые потребности. Поскольку они обычно имеют прямоугольную форму, их можно легко аккуратно штабелировать, что позволяет грузоотправителям разместить больше упаковок на одном поддоне или в транспортном средстве.Это позволяет им использовать меньше транспортных средств для перевозки посылок, что приводит к меньшему расходу топлива и меньшему количеству выбросов углекислого газа.
Хотя вы, вероятно, никогда раньше не задумывались о коробках из гофрированного картона, на самом деле они весьма примечательны. Они предлагают исключительную универсальность и долговечность, и легко понять, почему они являются строительными блоками в судоходной и упаковочной отраслях.
Голос
Хотите узнать, как использовать голосовой комплект для управления другими устройствами IoT? Вы можете начать с Particle Photon (комплект для разработки Wi-Fi для проектов IoT) и Dialogflow (инструмент для создания диалоговых интерфейсов).В этом руководстве показано, как настроить голосовой набор для связи с Dialogflow (и Actions on Google) для управления светодиодным светом с помощью Photon с помощью голоса.
Получите весь код для этого примера здесь.
Что включено
Этот пример связывает несколько технологических платформ, поэтому в этот репозиторий включено несколько отдельных компонентов:
-
dialogflow-agent— агент для Dialogflow -
dialogflow-webhook— веб-приложение для анализа и реагирования на веб-перехватчик агента Dialogflow -
частица-фотон— приложение Photon для обработки веб-запросов, а также для включения и выключения света
Мы включили две отдельные реализации веб-приложений. Выберите (и используйте) тот, который лучше всего соответствует вашим предпочтениям:
Выберите (и используйте) тот, который лучше всего соответствует вашим предпочтениям:
Этого должно быть достаточно, чтобы вы начали строить великие вещи!
Что вам понадобится
Мы создадим наше веб-приложение с помощью Node.js и будем полагаться на некоторые библиотеки, чтобы упростить жизнь:
Что касается оборудования, вам потребуется:
Удобно иметь макетную плату, несколько соединительных проводов и яркий светодиод, и примеры покажут, как они работают. Тем не менее, Photon имеет встроенный адресный светодиод, поэтому вы можете использовать только сам Photon для тестирования всего представленного здесь кода, если хотите.
Вам также понадобятся учетные записи с:
- Dialogflow (для понимания голосовых запросов пользователя)
- Google Cloud (для размещения веб-приложения/службы веб-перехватчика)
- Облако частиц (для развертывания кода Photon и связи с API частиц)
Если вы только начинаете или уже знакомы с микросервисным подходом, вы можете использовать пример 1-firebase-functions — его легко настроить, и он не требует дополнительной настройки инфраструктуры. Если вы предпочитаете запускать его в полной серверной среде или если вы планируете создать из него более крупное приложение, используйте пример
Если вы предпочитаете запускать его в полной серверной среде или если вы планируете создать из него более крупное приложение, используйте пример с 2-app-engine (который также может работать на любом другом сервере по вашему выбору) .
Если у вас есть все эти (или аналогичные услуги/устройства) готовые к работе, тогда мы готовы начать!
Начало работы
Предполагая, что у вас есть все необходимые устройства и учетные записи, как указано выше, первое, что вам нужно сделать, это настроить приложения в соответствующих службах, чтобы ваши устройства могли общаться друг с другом.
Локальная установка
Во-первых, вам нужно клонировать этот репозиторий и cd во вновь созданный каталог.
git clone [email protected]:google/voice-iot-maker-demo.git cd [email protected]:google/voice-iot-maker-demo.git
Вы должны увидеть три каталога (вместе с некоторыми дополнительными файлами):
-
dialogflow-agent— содержимое действия для развертывания в Dialogflow -
dialogflow-webhook— веб-приложение для анализа веб-перехватчика Google Actions/Dialogflow (с вариантами серверных и облачных функций) -
частица-фотон— пример кода для прошивки на фотон частицы
Как только вы взглянете, мы пойдем дальше!
Диалоговый поток
Используя упомянутую выше учетную запись Dialogflow, вы захотите создать агент Dialogflow. Мы настроим веб-перехватчик для обработки наших триггеров и отправки веб-запросов в API Particle.
Мы настроим веб-перехватчик для обработки наших триггеров и отправки веб-запросов в API Particle.
- Создайте нового агента (или нажмите здесь, чтобы начать). Вы можете назвать его как угодно
- Выберите Создайте новый проект Google , а также
- В разделе «Настройки» (щелкните значок шестеренки рядом с названием вашего проекта) и перейдите к Экспорт и импорт
- Выберите Импорт из архива и загрузите предоставленный архив (
./dialogflow-agent/voice-iot-maker-demo.почтовый индекс)
Теперь вы импортировали базовую оболочку приложения — взгляните на новое намерение ledControl (просматривается на вкладке Intents ). Вы можете заглянуть туда сейчас, если вам интересно, или продолжить заполнять данные приложения.
- Перейдите на вкладку Интеграция и нажмите Google Assistant .
- Прокрутите вниз и нажмите Обновить черновик
- Вернитесь на вкладку Общие (в настройках) и прокрутите вниз до сведений Google Project .
- Нажмите на ссылку Google Cloud и ознакомьтесь с проектом, который был создан для вас. Не стесняйтесь настраивать это, как вам нравится.
- Щелкните ссылку Действия в Google и перейдите к 2 — Информация о приложении
- Нажмите Добавить и введите там сведения о своем проекте
- Добавьте несколько примеров вызовов, а также произношение имени вашего приложения Assistant
- Заполните другие обязательные поля (описание, изображение, контактный адрес электронной почты и т. д.).)
- Прокрутите вниз и нажмите Test Draft

Теперь вы можете протестировать диалоговую часть приложения одним из двух способов:
Вы также можете попробовать поговорить со своим приложением на любом устройстве с включенным помощником, в которое вы вошли.
Однако, если вы будете следовать шаг за шагом, индикаторы еще не загорятся — нам все еще нужно настроить веб-службу и приложение Photon. Тогда вперед!
Тогда вперед!
Облако Google
В зависимости от того, какую среду размещения вы хотите использовать, cd либо в ./dialogflow-webhook/1-firebase-functions или ./dialogflow-webhook/2-app-engine и продолжите установку в файле README.md этого каталога.
ВАЖНО: Независимо от того, какой метод хостинга/развертывания вы выберете, обязательно вернитесь на панель Dialogflow и перейдите на вкладку Выполнение , чтобы обновить поле URL . Также убедитесь, что в поле ДОМЕНЫ установлено значение «Включить веб-перехватчик для всех доменов» .Без этих действий Dialogflow не сможет связаться с вашим новым веб-перехватчиком.
Частица
Убедитесь, что Фотон правильно настроен и подключен. (Если он еще не настроен, следуйте инструкциям в документации Particle
. Вы можете загрузить свой код в фотон через веб-редактор Particle, Particle Desktop IDE (на основе Atom) или инструменты командной строки Particle.
В этом примере мы будем использовать интерфейс командной строки, который вы можете установить следующим образом:
sudo npm я частица-cli -g
Чтобы выполнить развертывание через командную строку, сначала убедитесь, что вы вошли в систему:
Вы можете узнать ID своего устройства, выполнив:
Затем загрузите код, используя этот идентификатор:
вспышка частиц [YOUR-DEVICE-ID] частица-фотон/частица-мигание-демонстрация.я не
Фотон должен быстро мигать, пока идет загрузка, и когда это будет сделано (и спокойно пульсировать голубым), вы будете готовы к работе.
Примечание: Убедитесь, что вы сгенерировали токен доступа Particle и добавили этот токен (вместе с идентификатором вашего устройства Photon) в файл config.js .
Вы можете убедиться, что все работает, запустив на своем терминале следующее:
curl https://api.particle.io/v1/devices/[ВАШ-ИДЕНТИФИКАТОР-УСТРОЙСТВА]/led -d access_token=[ВАШ-ДОСТУП-ТОКЕН] -d led=on
Если все настроено правильно, вы должны увидеть примерно следующее:
{
"id": "[ИДЕНТИФИКАТОР ВАШЕГО УСТРОЙСТВА]",
"последнее_приложение": "",
"подключен": правда,
"возвращаемое_значение": 1
}
Вы должны увидеть, как загорается индикатор Фотона (вместе со светодиодом на макетной плате, если вы его подключили)! То же самое с led=off вернет 0 вместо 1 и (как вы уже догадались) выключит свет.
Примечание: Если вы когда-нибудь увидите "return_value":-1 , это сообщение об ошибке — где-то что-то пошло не так.
Собираем все вместе
После того, как вы загрузили весь код и все службы настроены, пришло время попробовать! Вы можете подтвердить, что все прошло по плану, перейдя на устройство с поддержкой Assistant или в симулятор Google Actions, попросив поговорить с вашим приложением ( «поговорить с [ИМЯ ПРИЛОЖЕНИЯ]» ) и набрав «включите свет» на « .Если все пойдет хорошо, ваш светодиод должен включиться!
Дальнейшее чтение
Это приложение — лишь проба того, что возможно — насколько далеко вы продвинетесь с этой структурой, зависит только от вас! Вот несколько ресурсов, которые помогут вам продолжить ваше путешествие:
Корругаторы
Надежное качество: оборудование для производства гофрокартона BW Papersystems
Обладая более чем 50-летним опытом, компания BW Papersystems знает, что важно для заводов по производству гофрированного картона. Мы гордимся тем, что проектируем, производим и обслуживаем оборудование для производства гофрокартона, уделяя особое внимание надежности и стабильности.Наши гофроагрегаты созданы для повышения производительности.
Мы гордимся тем, что проектируем, производим и обслуживаем оборудование для производства гофрокартона, уделяя особое внимание надежности и стабильности.Наши гофроагрегаты созданы для повышения производительности.
Надежные машины для гофрирования
Наши машины для гофрирования созданы для предприятий, которые движутся вперед и движутся вперед. Мы помогаем вам двигаться вперед с помощью первоклассных машин для гофроагрегата и стремимся обеспечить высочайшую надежность всех наших машин с помощью наших технологий, обучения, обслуживания и поддержки. Мы постоянно сотрудничаем и собираем отзывы наших клиентов, чтобы обеспечить движущую силу для улучшения и понимания потребностей рынка.
Качественный гофрированный картон
Наше оборудование для производства гофрокартона предназначено для точной резки без раздавливания и для производства высококачественного картона, который можно превратить в упаковку из гофрированного картона.Являясь ведущим производителем машин для гофрирования, мы можем оборудовать вас крахмальной кухней и настроить мокрую и сухую части машины для гофрирования, чтобы предоставить вам гофрированные листы высшего уровня для вашего ассортимента продукции, чтобы поддержать ваших клиентов и рынок.
Подберите подходящий: гофроагрегаты по индивидуальному заказу
Работайте с BW Papersystems над созданием гофроагрегата, соответствующего вашему производственному предприятию, вашим производственным потребностям и вашим планам развития бизнеса. Мы можем предложить индивидуальные опции для наших гофромашин.
У нас есть три линии гофроагрегатов: Value, Harmony и Performance. Каждую линию можно использовать в качестве отправной точки для создания гофроагрегата в соответствии с вашим бюджетом и производственными потребностями. У нас есть много вариантов, которые можно добавить, чтобы ваш гофроагрегат соответствовал вашим целям.
Ширина гофроагрегатовBW Papersystems варьируется от 1800 мм (70 дюймов) до 2800 мм (112 дюймов), а скорость производства — до 460 миль в минуту (1500 футов в минуту).
Обучение гофрированию
Являясь ведущим производителем машин для гофрирования, команда BW Papersystems уделяет большое внимание обслуживанию клиентов и обучению. Компания BW Papersystems разработала индивидуальные программы обучения, охватывающие эксплуатацию, техническое обслуживание и передовой опыт работы с гофроагрегатом.
Компания BW Papersystems разработала индивидуальные программы обучения, охватывающие эксплуатацию, техническое обслуживание и передовой опыт работы с гофроагрегатом.
Наши услуги по обучению могут быть сосредоточены на эффективности, обучении операторов и контрольных списках технического обслуживания. Обучение адаптировано для вас, вашей команды и ваших машин. поможет вам увеличить производительность и спланировать задачи профилактического обслуживания, а также свести к минимуму непредвиденные простои оборудования.
Узнайте больше о наших услугах по обучению гофрированию и свяжитесь с нами сегодня, чтобы запланировать обучение для вашей команды.
Процесс гофрирования
В процессе гофрирования бумага (как подложка, так и средний материал) объединяется в машине для гофрирования с использованием тепла, давления и времени. Бумага нагревается паром, и валки для гофрирования формируют канавки. Один слой материала вклеивается между двумя слоями лайнера, образуя стандартный трехслойный одностенный гофрокартон.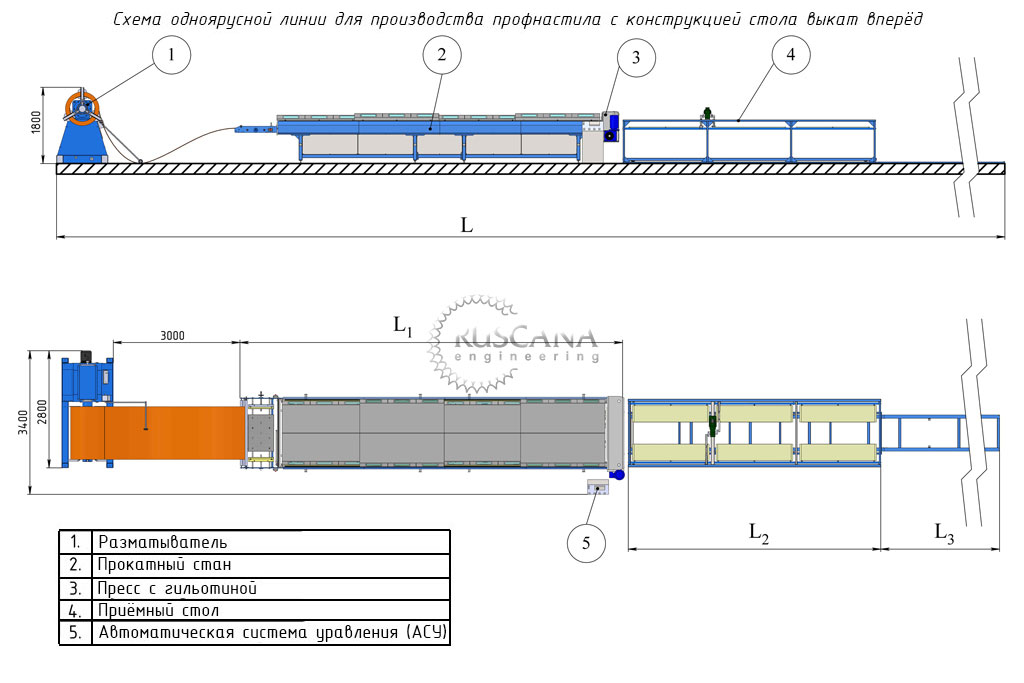
Каждая машина в процессе гофрирования играет очень важную роль, поэтому важно полагаться на ведущего в отрасли производителя машин для гофрирования, чтобы убедиться, что у вас есть правильные компоненты и машины.
Как измельчить картон для компоста
Картон — отличная замена богатому углеродом коричневому веществу, когда вы не можете найти сухой растительный материал. Использование измельченной карты в компосте является хорошо известным решением. Но обработка большого количества упаковки и коробок может быть сложной задачей. Иногда я сталкиваюсь с огромной кучей картонных коробок, которые нужно разрезать и измельчить для подготовки к компостной яме. Когда вы сделаете это несколько раз, вы, естественно, начнете задаваться вопросом, какое решение является идеальным.
Итак, как измельчить картон для компоста? В идеале вам нужно удалить весь пластик с картонной упаковки, прежде чем положить ее в контейнер для компоста. Разровняйте картон на большой поверхности, прежде чем разрезать его на полоски канцелярским ножом. Разрезание вдоль гофрированных линий облегчит работу. Смачивание карты заранее также может быть большим подспорьем.
Разрезание вдоль гофрированных линий облегчит работу. Смачивание карты заранее также может быть большим подспорьем.
Измельчение картона может быть очень трудоемким и ручным процессом. Но если вы хотите извлечь выгоду из этого обильного материала для использования в своем компосте, вам нужен какой-то метод обращения с ним.
Итак, я решил выяснить, как лучше всего измельчать картон или есть ли альтернатива всей этой тяжелой работе.
Кстати, картон — не лучший материал для компостирования. Сухие листья гораздо лучше картона. Листва богата питательными веществами, в то время как обработанная картошка добавит меньше пользы конечному результату. Однако картон хорошо разлагается и добавляет структуру любой компостной смеси. Из него получается хороший « коричневый материал », когда ничего другого нет в наличии.
Измельчительный картон для компоста
В определенное время года вы обнаружите, что у вас много влажного «зеленого» компостного материала и очень мало сухого «коричневого» материала, такого как сухие листья, ветки и ветки. И, как вы, наверное, знаете, хорошее компостирование требует сбалансированного сочетания того и другого. Кроме того, если вы находитесь в городской среде с меньшим количеством деревьев или листьев, которые можно использовать в качестве источника углерода, картон, вероятно, станет вашим идеальным материалом.
И, как вы, наверное, знаете, хорошее компостирование требует сбалансированного сочетания того и другого. Кроме того, если вы находитесь в городской среде с меньшим количеством деревьев или листьев, которые можно использовать в качестве источника углерода, картон, вероятно, станет вашим идеальным материалом.
Картон очень хорошо подходит для улучшения структуры компоста, так как помогает создать воздушные карманы .Кислород является важным ингредиентом, потому что компостирующие микробы нуждаются в нем для выполнения своей работы.
Но по моему опыту карта нуждается в измельчении . Если не кромсать, большие листы слипнутся в большую сырую массу. В этом состоянии требуется много времени, чтобы разложить , так что это как бы противоречит цели. И большие куски карты может быть трудно превратить .
Измельчение картона гарантирует, что в стопке достаточно структуры для надлежащей циркуляции воздуха.
Я знаю, что измельчение может быть утомительным. Итак, ниже я попытался дать вам несколько идей, которые сделают вашу жизнь проще, и несколько альтернатив, которые вы, возможно, захотите попробовать сами…
Общие советы по измельчению
Избегайте глянцевого или цветного картона . Несмотря на то, что современные чернила часто производятся на растительной основе и поэтому довольно безвредны, чернила, используемые на цветных или глянцевых картах, потенциально могут загрязнить ваш компост, поскольку я слышал, что они содержат тяжелые металлы.
Кроме того, попробуйте удалить пластик , такой как скотч, и упаковать конверты для документов, прежде чем измельчать картон.Пластик обычно не поддается биологическому разложению. И после того, как он был измельчен, удалить эти оскорбительные элементы стало еще труднее!
Некоторые люди говорят, что скобы и представляют собой аналогичную проблему, хотя я обычно не беспокоюсь — в конце концов, они добавляют в смесь немного железа!
Совет.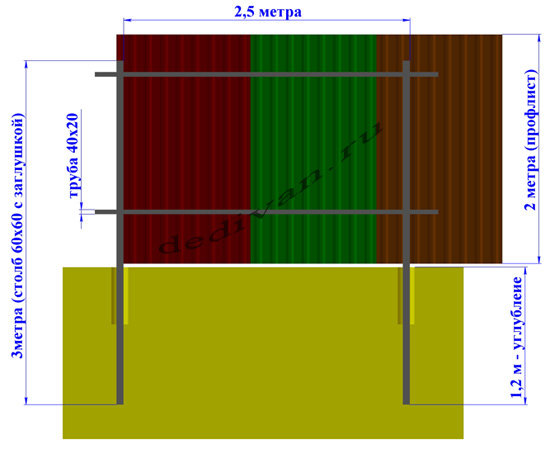 Если компост слишком сухой, необходимо уменьшить количество испарений. Вы можете использовать листы картона, чтобы закрыть верхнюю и боковые стороны компостной кучи и уменьшить потерю влаги.
Если компост слишком сухой, необходимо уменьшить количество испарений. Вы можете использовать листы картона, чтобы закрыть верхнюю и боковые стороны компостной кучи и уменьшить потерю влаги.
Классический метод измельчения
Начните с ручной подготовки любого картона большого формата.Если возможно, дайте себе немного пространства. Хорошо подготовленное рабочее место облегчит работу. После того, как вы удалили весь пластик, положите карту на большую плоскую поверхность на удобной высоте для удобной работы (например, на старой двери на паре козлов) .
Разрежьте картон приличным канцелярским ножом, насколько это возможно, разрезая вдоль линий гофра, а не против по ним (Кстати, я считаю, что резать картон ножницами очень неприятно) .
Разделите картон на более удобные 8-дюймовые (21 см) полоски .
Теперь у вас есть два варианта.
- Продолжайте нарезать на более мелкие полоски шириной около 1 дюйма (2,5 см) вручную с помощью канцелярского ножа
- Пропустите карту через измельчитель.
Лично я предпочитаю метод электрического измельчителя , и именно поэтому вы начинаете с кусков шириной 8 дюймов, чтобы они попадали в рот измельчителя.Тем не менее, слово предупреждения. Я рекомендую вам использовать сверхмощный шредер для этого (мой стандартный шредер сломался, когда я попробовал его с картой, но опять же, это была всего лишь дешевая модель).
Хорошим примером является этот сверхмощный шредер на Amazon, который может одновременно обрабатывать 20 листов и даже скреплять скобами!
В результате измельчения картона получаются легкие и воздушные . Это отлично подходит для компостирования и, в частности, для вермикомпостирования. Измельченная бумага имеет большую площадь поверхности , что позволяет легко разрушать ее, когда компостирующие микробы начинают работать.
Какой бы метод вы ни выбрали, ваша карта теперь готова отправиться в компостную кучу!
Техника влажной карты: измельчение без шредера
Идея довольно проста. Если вы смочите картон, то будет легко порвать. В зависимости от того, сколько карт вы хотите измельчить, и от размера упаковки, у вас есть несколько способов добиться этого. Можно даже оставить пластиковые детали на месте, так как в большинстве случаев их легче снять после замачивания.
Например, если вы живете в дождливом климате, вы можете оставить карту снаружи, чтобы начать разложение.Пропитанный картон станет легче ломать.
В качестве альтернативы вы можете использовать большую ванну для замачивания карт на срок до 2 недель. Залейте картон большим количеством воды. Когда он размягчится, вы можете легко измельчить пропитанную карточку (для этого я видел, как некоторые люди используют дрель с насадкой для смешивания красок, чтобы измельчить карточку) .
Метод приготовления лазаньи
Вы когда-нибудь сталкивались с концепцией приготовления лазаньи в саду?
Выращивание лазаньи в саду — это медленный процесс компостирования, не требующий особых усилий. Метод начинается с укладки листов картона, которые затем компостируются в подстилающую почву и растительность. Затем вы добавляете чередующиеся слои зеленого материала, богатого азотом, и сухих отходов, богатых углеродом.
Метод начинается с укладки листов картона, которые затем компостируются в подстилающую почву и растительность. Затем вы добавляете чередующиеся слои зеленого материала, богатого азотом, и сухих отходов, богатых углеродом.
Вы можете использовать тот же метод в своей компостной куче, создавая чередующиеся слои картона, зеленых и коричневых органических отходов (по ходу движения сбрызгивайте слои водой) .
Вы также можете посыпать карточку почвой или старым компостом, чтобы ускорить процесс (земля содержит несколько полезных микробов, чтобы ускорить процесс) .Компостные кучи объединяются с грибковой активностью. Эта картонная конструкция для лазаньи будет разрушена грибком в течение нескольких месяцев. Это относительно медленная операция, которая займет от 3 до 6 месяцев.
Вы даже можете оставить пластиковую ленту на картонной упаковке и удалить ее, когда все развалится.
Решение Quick & Easy Chipper/Shredder Solution
Это, вероятно, самое быстрое решение, если вам не нужно заниматься нарезкой и подготовкой. Использование садового измельчителя/измельчителя является мгновенным и эффективным. Это мгновенно, потому что вы можете сразу же обработать свою карту без какой-либо предварительной обработки. И хороший шредер очень быстро справится с вашим картоном!
Использование садового измельчителя/измельчителя является мгновенным и эффективным. Это мгновенно, потому что вы можете сразу же обработать свою карту без какой-либо предварительной обработки. И хороший шредер очень быстро справится с вашим картоном!
Метод прост. Удалите всю пластиковую ленту и т. д., затем сверните карту в большой картонный рулет. Поместите это в измельчитель, и вы мгновенно измельчите карту! ( Вот демонстрация )
У этого метода есть только одна оговорка. Вы, вероятно, будете бороться, если у вас есть электрическая дробилка с низким энергопотреблением.
Очевидно, что это капиталовложение, но оно имеет то преимущество, что позволяет справиться со всем другим мусором во дворе. Вот пример мощного и эффективного измельчителя/измельчителя, который быстро справится с любым картоном и большими ветками! (ссылка на Amazon) .
Компостирование с высоким содержанием клетчатки
Компостирование с высоким содержанием клетчатки — это идея, которая была разработана в ответ на вид отходов, к которым люди чаще всего имеют доступ.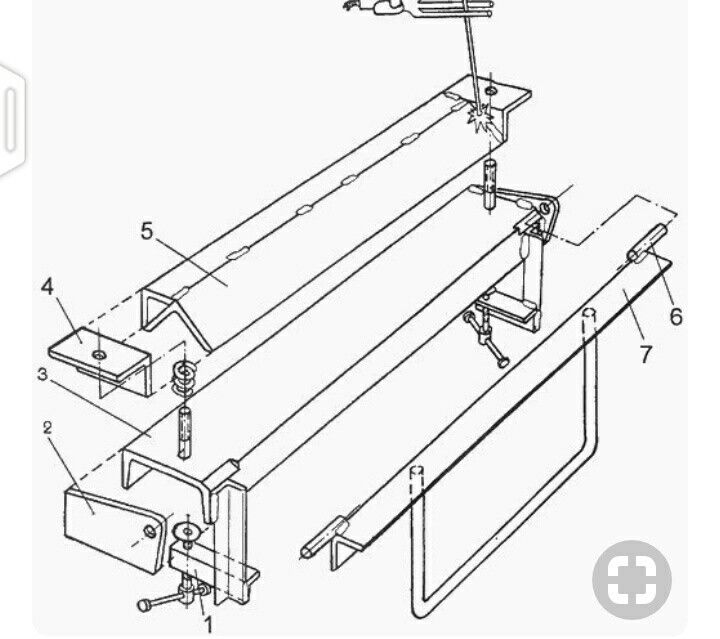 Было выявлено два распространенных типа отходов, пригодных для компостирования:
Было выявлено два распространенных типа отходов, пригодных для компостирования:
- Пищевые отходы
- Картон и бумага
Этот метод хорошо подходит для людей, у которых небольшие дворы и которые не имеют доступа к постоянным поставкам растительных «коричневых продуктов». ».Это также удобный способ компостировать кухонные отходы.
Пищевые отходы сами по себе слишком влажные и могут быстро превратиться в вонючую массу, если их слишком много в компостной смеси. Измельченный картон используется в качестве «коричневого» заменителя и обеспечивает необходимую структуру для обеспечения хорошей циркуляции воздуха.
Использование картона в компосте
Картон — очень удобный источник углерода. При измельчении он быстрее разлагается и улучшает плотность и структуру любого компоста.Это также быстрый и эффективный способ справиться со слишком влажным или дурно пахнущим компостом (это может произойти, если компост содержит слишком много богатой азотом зелени) .
Добавить комментарий