
Перед тем как сварить ворота, необходимо выполнить чертежи, приготовить материалы и изучить порядок действий. Изготовление своими руками позволит сэкономить существенную сумму и получить изделие, максимально отвечающее требованиям владельца. Большие габариты конструкции и воздействующие нагрузки обуславливают высокие требования к точности замеров и прочности.

Каркас откатных ворот
Используемые материалы и их свойства
Ворота делают из разных профилей. Выбор зависит от размера и веса створок.
Профильная труба
Наиболее прочный вариант. Применяется в тех случаях, когда обшивкой служит профнастил или стальной лист. Чаще всего используется профтруба сечением 40х20х2 мм или 60х30х2 мм.
Ворота на гараж делают только из этого материала.
Металлические уголки
Более дешевый и менее прочный вариант. Из уголка делают ворота на забор с обшивкой из дерева или поликарбоната. Используется равнополочный профиль сечением 50х50х4 мм.
Евроштакетник для забора
Данная разновидность обшивки для ворот обладает рядом преимуществ:
- долговечностью;
- привлекательным видом;
- прочностью;
- малым весом;
- низкой парусностью.

Металлоштакетник
Евроштакетник представляет собой узкие полосы профилированного металла, покрытые цветным полимером. При открывании ворот пользователь часто надавливает на ламели либо берется за них.
Это обуславливает повышенные требования к прочности и безопасности:
- П-образное или полукруглое сечение.
- Высота профиля — 15-20 мм.
- Ширина — не менее 120 мм.
- Большое количество ребер жесткости.
- Стойкое полимерное покрытие — пурал или матовый полиэстер.
- Завальцованные (загнутые) кромки. Без этого о ламель можно порезаться, поскольку ее толщина составляет всего 0,5 мм.
Привлекательный вид имеет евроштакетник с текстурированным полимерным покрытием Printech. Оно имитирует рисунок, характерный для древесины.
Недостаток такой обшивки состоит в том, что она просматривается.
Варианты конструкций
Ворота отличаются формой и способом открывания. У каждой разновидности есть преимущества и недостатки.
Стандартные распашные прямоугольные
Открывание осуществляется за счет поворота створки относительно вертикальной оси.
Достоинства:
- простота конструкции;
- низкая стоимость.

Ворота с автоматическим открыванием
Недостатки:
- для открывания ворот требуется свободное пространство перед ними;
- изделие сложно автоматизировать.
Наиболее распространена двустворчатая конструкция. Вариант с 1 полотном проще в изготовлении, но требует существенного усиления рамы и опорного столба.
С дугообразной аркой
Разновидность распашных ворот для ограждения. Опорные стойки связаны в верхней части выгнутой в виде дуги балкой. Благодаря ей конструкция становится цельной: исключаются перемещение столбов один относительно другого, заклинивание створок при закрывании.
К такому исполнению прибегают в 2 случаях:
- при большой ширине проема;
- при строительстве на слабом грунте.

Ворота под аркой
Недостаток решения — ограничение по высоте для въезжающего на территорию транспорта.
С косынкой для укрепления конструкции
Использование этой детали позволяет сделать раму более жесткой без применения раскосов. Это вариант для ворот с обшивкой из прозрачного поликарбоната или евроштакетника.
Косынкой называют фрагмент толстого листа из стали, в большинстве случаев треугольной формы. Деталь приваривается одновременно к 2 отрезкам профилированной трубы, соединяемым перпендикулярно. Для этого 1 из углов косынки делают прямым. В результате площадь сварного шва увеличивается, поэтому снижается и удельная нагрузка на него.

Автоматические откатные ворота
Откатные ворота
Полотно отодвигается в сторону, перекатываясь на роликах по направляющим.
Преимущества конструкции:
- Стоящий перед воротами автомобиль, снежный сугроб и прочие препятствия не мешают открывать их.
- Изделие легко автоматизируется.
Недостатком является сложность конструкции.
По расположению направляющей различают 3 вида ворот:
- С размещением внизу. Такую направляющую приходится часто очищать от снега и грязи.
- С расположением вверху над проемом. Недостаток этого варианта заключается в том, что он ограничивает высоту въезжающего транспорта.
- Вверху в стороне от проема. Решение лишено недостатков 2 предыдущих, но требует применения дорогих консольных блоков.
.jpg)
Разновидностью откатных ворот являются раздвижные. Они состоят из 2 полотен, открывающихся в разные стороны.
Подготовка к сварным работам
Изготовление заборных и гаражных ворот своими руками осуществляется поэтапно. Начинают с подготовительных операций.
Выбор конструкции и размеров
Тип ворот зависит от наличия свободного пространства:
- Если его много, сооружают одностворчатую конструкцию. При наличии бетонного покрытия свободный конец полотна можно установить на ролик. Это позволит разгрузить опорный столб.
- Если места мало, выбирают двустворчатые ворота. Этот вариант наиболее популярен.
- В стесненных условиях сооружают откатные (или раздвижные) ворота.
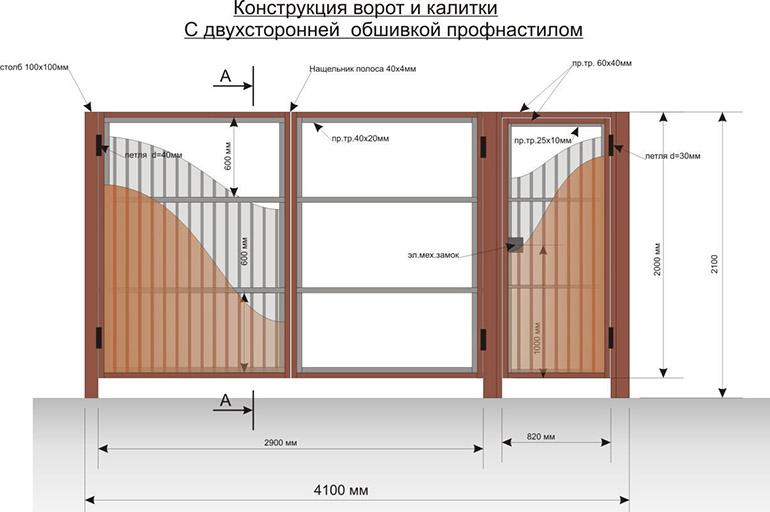
Чертёж с размерами ворот
Последний вариант предпочтителен и в том случае, если решено снабдить изделие приводом для автоматического открывания. Это удобно, поскольку водителю не приходится покидать салон автомобиля в непогоду.
Ширину ворот принимают равной 3 м. Если предполагается въезд под углом, этот параметр увеличивают до 3,6 м.
В гараже для легкового автомобиля устанавливают конструкцию шириной 2,5 м.
Выбор размера полотен двустворчатых ворот зависит от способа их закрывания. Если обе части соединяются встык (конструкция для забора), их делают равными по ширине. Гаражные ворота изготавливают так, чтобы одна створка перекрывала другую. Для этого ее делают более широкой.
Составление чертежа
Для определения точных размеров всех составляющих изделие прорисовывают на бумаге в масштабе.
При этом учитывают следующее:
- Петли приваривают к опорным столбам через пластины толщиной 4 мм. Такое соединение будет более прочным.
- Зазор между створками и стойками в закрытом положении составляет 10 мм.
.jpg)
Удобно вычерчивать изделие на миллиметровой бумаге. При наличии навыков работы с ПК целесообразно освоить одну из систем автоматизированного проектирования, например AutoCAD или Solid Works. Эти программы позволяют создать 3D-модели створок с засовами и скомпоновать их в единую конструкцию. Пользователь сможет рассмотреть ворота с разных ракурсов и проверить их функциональность. Система предупредит, если при закрывании детали пересекаются, и автоматически создаст чертежи. Их останется только образмерить.
Подбор основного материала
Используется стальной прокат с толщиной стенки не менее 2 мм. Для глухой обшивки выбирают лист такого размера, чтобы она получилась цельной.
Подсчет затрат металла для изготовления
По чертежам составляют спецификацию, т.е. перечень всех необходимых деталей и заготовок. По этому документу подсчитывают длину профилированной трубы, уголка и листового материала, добавляют запас в 10%.
Кроме того, определяют число петель, замков, фурнитуры и других готовых изделий.

Фурнитура
Общая ведомость нужна для того, чтобы закупить все необходимое за 1 прием.
Это позволит получить хорошую скидку и сэкономить время, а также затраты на доставку.
Изготовление из профильной трубы
Ниже показано, как самому сварить ворота для забора. В примере рассмотрен вариант с отдельно стоящей калиткой.
Что понадобится
Используются следующие материалы:
- Профтруба сечением 40х20х2 мм.
- Стальной лист толщиной 2 (мм).
- Круглая труба диаметром 0,5 дюйма.
- Прут толщиной 10 мм.
- Петли с шариком или подшипником.
- Труба для изготовления опорных столбов.
- Грунтовка и краска по металлу.
- Цемент, песок и щебень для строительства фундамента стоек.
Набор необходимых инструментов:
- Болгарка с отрезными и шлифовальными дисками.
- Инверторный аппарат для электросварки.
- Струбцины.
- Угольник.
- Пузырьковый уровень.
- Ватерпас.
- Отвес.
- Щетка с металлическим ворсом.
- Рулетка.
- Мел или маркер для разметки.
- Садовый бур.
- Лопата.
- Емкость для замешивания цементного раствора.

Сварочный инвертор
Сечение опорных столбов выбирают с учетом массы створки:
- До 150 кг — 80х80х4 мм.
- От 150 до 300 (кг) — 100х100х5 (мм).
- Свыше 300 кг — 140х100х5 мм.
Длину столба подбирают с таким расчетом, чтобы подземная часть достигала глубины промерзания грунта в регионе строительства.
Нарезка металла и труб
Раскрой стальных листов рекомендуется заказать на металлобазе. Там это делают гильотинными ножницами, обеспечивающими ровный отрез.

Гильотинные ножницы
Профилированную трубу режут на заготовки болгаркой. Необходимо точно придерживаться размеров, чтобы не допустить в конструкции перекоса. Отрез выполняют под углом 45 градусов.
Кромки заготовок обрабатывают шлифовальным кругом с целью удалить заусеницы.
Создание каркаса
Заготовки выкладывают в виде прямоугольника на сварочном столе. Если его нет в наличии, используют лежащие на кирпичах листы ДСП. Отрезки трубы можно расположить и на бетонной площадке, если есть возможность неподвижно зафиксировать их.
Далее действуют в такой последовательности:
- При помощи строительного угольника добиваются взаимно перпендикулярного расположения элементов каркаса. При отсутствии данного инструмента применяют способ, основанный на теореме Пифагора. От угла вдоль одного из элементов откладывают 3 равных отрезка, на другом — 4. Угол будет равен 90°, если расстояние между отложенными точками составит 5 отрезков. В противном случае положение заготовок корректируют.
- Замеряют длины диагоналей сформированного прямоугольника. Их равенство подтверждает, что элементы выложены перпендикулярно, без перекосов. Максимально допустимая разница — 2 мм.
- Прикрепляют заготовки к столу струбцинами, располагая их на расстоянии 100-150 мм от места соединения.
- Посреди каркаса горизонтально укладывают еще 1 отрезок профилированной трубы, упирающийся в вертикальные элементы. Это усиление.
- В верхней и нижней частях каркаса, разделенных поперечиной, диагонально укладывают отрезки профтрубы — так, чтобы на обеих закрытых створках они образовали ромб. Это косые связи, они придают жесткости каркасу. Торцы заготовок подрезают после предварительной примерки. Если делать это заблаговременно на этапе подготовки, будет сложно угадать правильный угол.

Каркас створки
На этом сборка каркаса створки считается законченной.
Процесс сварки
Используют электроды для углеродистой и низколегированной сталей. При отсутствии большого опыта сварочных работ рекомендуется применять простые в эксплуатации расходники, например МР-3. Электродами марки УОНИ и их аналогами новичку варить будет сложно.
Выбирают расходники с диаметром, равным толщине заготовок. Для рассматриваемого примера это 2,5-3,5 мм.
Если электроды взяты из открытой пачки, их прокаливают с соблюдением температуры и времени, указанных в инструкции от производителя.
Чтобы правильно сварить ворота из профильной трубы, следует действовать по инструкции:
- Скрепляют элементы каркаса короткими швами (прихватками).
- Проверяют равенство диагоналей. Если каркас перекосило, заготовки разъединяют ударами молотка и выкладывают по новой.
- В случае равенства диагоналей проваривают стыки по 3 сторонам.
- Дожидаются остывания металла. Струбцины снимают только после этого.
- Щеткой с проволочным ворсом удаляют со швов шлак.
- Зачищают их шлифовальным диском, подравнивая наплавку.
- Переворачивают каркас, укладывая его верхней стороной на стол.
- Заваривают последнюю сторону каждого стыка.
- Обрабатывают швы щеткой и болгаркой, вооруженной шлифовальным диском.
.jpg)
В том же порядке изготавливается каркас второй створки.
Крепежи и замки
Изготовление запоров осуществляют в такой последовательности:
- От стального прута диаметром 10 мм отрезают фрагмент длиной 40 см. Один его конец длиной 10 (см) сгибают под углом 90°.
- От трубы диаметром 0,5 дюйма отрезают 2 фрагмента по 100 мм. Надевают их на штырь.
- Оба каркаса укладывают на ровной поверхности в том положении, в каком они будут находиться после закрывания ворот.
- Располагают на них штырь таким образом, чтобы трубки лежали на разных створках, примерно на половине высоты вертикальных элементов.
- Фиксируют запор струбцинами.
- Прихватывают трубки к элементам каркаса.
- Проверяют свободу движения штыря.
- Приваривают трубки окончательно.
- Изготавливают еще 2 аналогичных запорных механизма.
- По 1 трубке каждого из них приваривают вертикально в нижней части створок. Ответная часть будет впоследствии заделана в бетон. Эти запоры используются не только как дополнительный замок, но и для фиксации ворот в открытом положении. Это исключает их произвольное закрывание под действием ветра при въезде автомобиля.

После крепления обшивки к ней будут присоединены «ушки» для висячего замка. Если проектом предусмотрен встроенный вариант, его прикручивают винтами к предварительно приваренной пластине. Отверстие для ригеля вырезают после монтажа створок.
Покраска и обшивка
Стальные листы кладут в проектное положение, на них располагают каркасы створок. Тщательно проверяют размеры и, если все детали лежат правильно, приваривают обшивку к рамам.
Далее обе створки временно соединяют узкими стальными полосами на прихватках в единую конструкцию. Это необходимо для монтажа.
Переворачивают изделие обшивкой вверх и приваривают к створкам «ушки» для навесного замка.
Ворота окрашивают после установки на место.

Финальные монтажные работы
Установку ворот производят в таком порядке:
- Вбивают в землю колышек в том месте, где предполагается размещение первого опорного столба.
- Откладывают от него расстояние, соответствующее ширине проема, и устанавливают второй ориентир.
- В отмеченных точках садовым буром высверливают скважины, уходящие на 15-20 см ниже глубины промерзания грунта.
- Устраивают на дне хорошо утрамбованную песчано-щебеночную подушку толщиной 10-15 см.
- Сшивают из рубероида 2 цилиндра и помещают их в скважины. Они обеспечивают гидроизоляцию бетона.
- К стойкам с одной стороны приваривают прутья или полосы, формируя подошву.
- Устанавливают трубы в скважины, контролируя отвесом вертикальность и добиваясь равной высоты оголовков при помощи ватерпаса. Под более низкой опорой досыпают подушку. Расстояние между опорами в свету должно соответствовать проектному.
- Фиксируют опоры деревянными клиньями.
- Готовят раствор и заливают в скважину на 1/3 ее глубины. Протыкают смесь арматурой, выпуская воздух.
- Заливают вторую треть раствора.
- После отвердения смеси убирают клинья и доливают бетон до уровня земли.
- Выставляют ворота между столбов на деревянные бруски — так, чтобы нижний край отстоял от земли на 10 см, от бетонной площадки — на 5 см. Контролируют отвесом и уровнем вертикальность в 2 плоскостях.
- Примеряют петли, отмечают маркером их местоположение на створках и опорных столбах. Детали должны располагаться на вертикальной линии, соосно (верхняя — в 50 мм от оголовка столба).
- Приваривают верхние части петель к каркасам створок, нижние — к опорам.
- Сбивают молотком связи, удерживающие обе половины ворот вместе.
- Проверяют, как створки двигаются на петлях.
- Если все в порядке, наваривают на опорные столбы заглушки из стального листа, нависающие одним краем над петлями. Он послужит ограничителем, предотвращающим съем ворот с навесов.
- Зачищают и шлифуют швы.
- Грунтуют и окрашивают конструкцию.
- Закрывают ворота и опускают нижние запоры. Отмечают на грунте точки, куда уперлись штыри.
- Повторяют операцию при открытых створках.
- В отмеченных точках высверливают перфоратором отверстия (в твердом покрытии) и заделывают в них раствором полудюймовые трубки — ответные части запоров. Если площадка грунтовая, эти места предварительно бетонируют.

Установка открывающего механизма
Если применяется встроенный замок, его ригель обмазывают мелом, затем ворота закрывают. Поворотом ключа выдвигают ригель, в результате чего на каркасе второй створки появляется белая отметина. По ней вырезают отверстие: сначала высверливают по контуру ряд отверстий, затем удаляют лобзиком перемычки между ними, после обрабатывают края напильником.
Ворота с обшивкой евроштакетником
Каркас створки делают без косых связей, усиливая углы косынками.
Вместо 1 поперечины в середине створки устанавливают 2.
Евроштакетник стремятся расположить так, чтобы между планками оставался просвет в половину их ширины. С целью уместить на створке целое число деталей допускается уменьшить это расстояние, но не более чем на 10 мм. В противном случае обшивка выглядит малопривлекательной.
Широкое распространение получила разновидность, у которой ламели расположены по обе стороны каркаса в шахматном порядке. На такие ворота потребуется больше евроштакетника, но они интересно смотрятся благодаря объемности.
Способ крепления планок зависит от их профиля:
- М-образный — 1 саморез на каждый поперечный элемент каркаса в центре ламели.
- П-образные и полукруглые — 2 шурупами по краям.
Используются кровельные саморезы с эластичной шайбой, перекрывающей доступ влаги в отверстие. Без нее штакетина будет ржаветь изнутри.

Ворота обшитые евроштакетником
Порядок монтажа обшивки:
- К установленной на свое место створке прикладывают первую ламель — так, чтобы она не загораживала вертикальный элемент каркаса.
- Выставляют штакетину по отвесу в строго вертикальное положение.
- Прикручивают саморезами.
- На уровне верхней и нижней точек планки натягивают отрезки капронового шнура. Горизонтальность обеспечивают ватерпасом.
- Ориентируясь на шнуры, устанавливают по отвесу и прикручивают прочие штакетины. Между ними выдерживают одинаковое расстояние.
Замок и запоры монтируют в порядке, описанном выше.
Самодельные раздвижные ворота на основе стапеля и уголков
Предлагается вариант для гаража с направляющей над проемом. Ворота оснащены автоматизированным приводом.
Список материалов и расходников
Необходимо приобрести следующее:
- Направляющую.
- Роликовые каретки (4 шт.).
- Ограничитель. Устанавливается снизу, не дает полотну раскачиваться при порывах ветра.
- Плату. Узел, препятствующий раскачиванию ворот при перемещении.
- Зубчатую рейку. Рекомендуется приобрести оцинкованный вариант. Для ворот размером более 5 м требуется изделие толщиной не менее 9 мм.
- Редуктор.
- Пульт ДУ.
- Приемник инфракрасного сигнала. Воспринимает инфракрасные лучи от пульта и передает соответствующие команды контроллеру.
- Оптический датчик. Блокирует привод при наличии предмета на пути полотна.
- Электропривод с контроллером.
- Наружную сигнальную светодиодную лампу.
- Ловушки. Фиксируют створки в открытом положении.
.jpg)
Двигатель для открывания каркаса
Пп. 5-12 поставляются в комплекте. Их понадобится 2.
Кроме готовых изделий, потребуются такие материалы:
- Профлист.
- Равнополочный уголок 50х50х4 мм. Используется для изготовления рамы полотна.
- Прямоугольная труба сечением 45х25 мм со стенкой 1 или 2 мм. Используется для изготовления обрешетки.
- Провода с сечением, соответствующим мощности электропривода.
- Саморезы.
- Винты.
- Дюбели.
- Герметик.
- Грунтовка и краска.

Профлист
Помимо инструментов, используемых в вышеописанном примере, понадобятся дрель с набором сверл по металлу и метчик для нарезания резьбы в отверстиях.
Подготовка материала
Уголок и профтрубу нарезают на заготовки согласно чертежу. Материал очищают от ржавчины и грязи, щеткой удаляют с него окалину. Уголок подрезают под 45°, трубу — перпендикулярно.
Кроят профнастил, изготавливая детали обшивки. Данный материал нельзя резать болгаркой, т.к. искры повреждают полимерное антикоррозионное покрытие. Используется ручная ножовка.
Рекомендуется выбирать профнастил с полкой по краю вдоль волны. Она позволит прикрутить 1 саморезом сразу 2 листа в зоне нахлеста.
Сборка рамы
Сварка гаражных ворот своими руками существенно облегчается при наличии т.н. стапеля. Приспособление позволяет собрать 2 одинаковых полотна без перекосов и пропеллерного скручивания.

Стапель для сборки рамных конструкций
Изготавливают его следующим образом:
- На грунте вычерчивают прямую линию.
- От нее по угольнику откладывают 2 перпендикуляра так, чтобы расстояние от одного до другого равнялось ширине полотна.
- Вдоль вычерченных линий сооружают подставки наподобие скамеек длиной, равной высоте полотна. Ножки делают из уголка, «сиденье» — из бруска сечением 100х100 мм. При помощи ватерпаса добиваются, чтобы верхние грани лежали в одной горизонтальной плоскости.
- К брускам прикручивают ограничители из небольшого уголка — так, чтобы расстояние между ними равнялось ширине полотна.
- Проверяют равенство диагоналей стапеля.
Далее приступают к сборке рамы:
- На приспособление укладывают обрамление из заготовок, вырезанных из уголка 50х50х4.
- Прижимают его струбцинами к элементам стапеля.
- Раскладывают горизонтально с равным шагом отрезки профтрубы 45х25 мм (обрешетку).
- Проваривают швы.
- Сбивают шлак, шлифуют наплавки.
- Переворачивают каркас и заваривают стыки по углам обрамления с обратной стороны.
- Обрабатывают места соединения металлической щеткой и шлифмашинкой.
- Окрашивают изделие.

Распашные ворота
Аналогично изготавливают на том же стапеле каркас второй половины ворот.
В завершение к обоим изделиям приваривают на одном уровне «ушки» для навесного замка.
Обшивка створок
Раму располагают на ровной поверхности и кладут сверху профнастил — так, чтобы волны лежали вертикально. Листы стыкуют внахлест.
Выравнивают профнастил и прикручивают к обрешетке кровельными саморезами, ввинчивая их во впадину каждой второй волны.
Монтаж ворот
Установка конструкции осуществляется в такой последовательности:
- При помощи дюбелей над проемом прикручивают к стене направляющую. Горизонтальное положение контролируют пузырьковым уровнем или ватерпасом.
- К створкам на болтах прикручивают по 2 роликовые каретки.
- Тем же способом прикрепляют зубчатые рейки.
- На них в крайних точках фиксируют концевые выключатели.
- Устанавливают створки на место, закладывая ролики в направляющую.
- Выполняют монтаж электропривода — так, чтобы шестерня находилась посредине зубчатой рейки.
- Подключают питание и проверяют работу механизма автоматического открывания ворот.
- Если результат удовлетворительный, к торцам направляющей прикручивают заглушки, препятствующие выпадению роликов.
- Каждую створку переводят в положение «открыто» и примеряют ловушки для их фиксации.
- Прикручивают узел дюбелями к стене, ответную часть — к створке.
- Устанавливают ограничители, препятствующие раскачиванию ворот.
- Согласно инструкции, закрепляют светодиодную лампу, оптический датчик и приемник инфракрасного сигнала.
- Подключают сигнальными проводами сенсоры к контроллеру.
.jpg)
Монтаж ворот
В завершение проверяют работу устройства и зашивают створки с внутренней стороны.
Как самому сварить калитку из профиля
Изготовление производят в той же последовательности, что и створки ворот. Каркас собирается из профтрубы сечением 40х20 мм со стенкой 1 или 2 (мм).
Если для отдельно стоящей калитки нет места, ее врезают в створку ворот. Для этого в каркасе формируют проем, приваривая 2 вертикальных элемента.
Недостаток врезной калитки заключается в большой высоте порога.

Наиболее практичный вариант замка — узкопрофильный, предназначенный для установки в прямоугольную трубу. Он защищен от атмосферных воздействий, благодаря чему прослужит дольше накладного. Отверстие в трубе по длинным сторонам вырезают болгаркой, по короткой — высверливают с последующим удалением перемычек лобзиком и обработкой напильником.
После монтажа калитки ее закрывают и обмазывают ригель замка мелом. Далее поворачивают ключ, чтобы на коробке появилась белая отметина, и по ней вырезают отверстие.
Плюсы и минусы самодельных конструкций
У ворот, изготовленных своими руками, имеются следующие преимущества:
- Низкая стоимость.
- Размеры и дизайн, максимально соответствующие потребностям владельца. Подобные изделия производители изготавливают только по индивидуальному заказу, что обходится намного дороже серийной продукции.
- Заведомо качественные материалы. В противоположность этому, покупатель готовых ворот не знает, какие профили, крепеж и расходники использовались при их изготовлении.
Недостатки следующие:
- Доступны лишь самые простые варианты.
- Самодельные ворота может изготовить только человек с навыками слесарных работ и опытом работы со сварочным аппаратом.
- Требуются большие затраты труда и времени.
Таким образом, своими руками целесообразно изготавливать ворота для дачи или гаража, расположенного внутри двора. Для ограждения, выходящего фасадом на центральную улицу населенного пункта, более правильным решением будет заказать изделие у профессионалов.
Видео по сварке ворот
Время чтения: 9 минуты
Первым делом при освоении нового участка люди ставят забор, чтобы обозначить свои владения. На этом этапе многие пытаются сэкономить, делая заборы из сетки рабицы с маленькой калиткой, забывая о воротах. И зря. Ворота необходимы не только при окончании обустройства загородной жизни, но и во время строительства дома. Благодаря воротам ваш автомобиль и различная строительная техника сможет заехать на участок, чтобы быстро и качественно выполнить свою работу.

Многие отказывают от ворот, беспокоясь о финансах. Конечно, если заказывать готовые изделия у частных предпринимателей и фирм, то эти расходы вряд ли порадуют вас. Но в такой ситуации всегда выручают собственные золотые руки, которые при минимальных навыках владения сварочным аппаратом способны изготовить много полезных вещей для дома и быта.
В этой статье мы подробно расскажем, как собрать сварные ворота, и в большей степени поведаем, как правильно сварить ворота в домашних условиях.
Содержание статьи
Распашные ворота
Разновидности
Существует множество конфигураций распашных ворот. Необходимая конфигурация подбирается исходя из свободного места на участке или за его пределами. Ведь при открывании створки занимают немало места, и эту особенность нужно предусмотреть.

Всего разделяют три основных разновидности:
- Одностворчатые распашные ворота. Вариант редко используемый, но все-таки встречающийся на участках с большим количеством свободного места. В таком варианте ворота состоят из одной створки, открывающейся в правую или левую сторону, в зависимости от ваших пожеланий. Такая конструкция проще в сборке, но сложнее в монтаже и эксплуатации. Поскольку створка держится на петлях только с одной стороны, для таких ворот требуется усиленная опора и усиленные петли. Нередко одностворчатые ворота провисают и деформируются, если длина створки сильно превышает ее высоту.
- Двустворчатые распашные ворота. Самый популярны вариант ворот среди всех разновидностей в принципе. Экономично, надежно, занимает мало места, нет проблем с монтажом и ремонтом. Такие ворота состоят из двух створок, открывающихся в разные стороны.
- Одностворчатые/двустворчатые ворота с врезной калиткой в створке. Если вариант сварить ворота и калитку рядом кажется вам недостаточно удобным, можно прорезать отверстие в самой створке и установить калитку туда. Выбор спорный, но некоторым умельцам он нравится. Учтите, что в таком случае порог будет достаточно высоким, что не всегда удобно для детей и пожилых.
Что ж, с типами распашных ворот мы разобрались. Выберите наиболее удобную конфигурацию, определитесь с размерами, сделайте чертеж. А мы расскажем, как правильно сварить распашные ворота.
Сварка каркаса
Для начала необходимо сварить каркас ворот. Под каркасом подразумеваются горизонтальные, вертикальные и поперечные металлические профтрубы, сваренные вместе и образующие створку. Да, каркас мы будем делать именно из профтруб, поскольку это недорогой и удобный вариант. В нашем случае каркас сваривается из труб 40х20 мм.
На момент сварки каркаса у вас уже должен быть готов чертеж будущих ворот, а также должны быть нарезаны и зачищены детали. Углы треб зарезайте под углом, чтобы потом их можно быть лучше состыковать.

Подготовьте ровную поверхность. Положите все детали в том порядке, как если бы они уже были сварены в створку. Состыкуйте заготовки, оставив между ними зазор не более 2 мм. Скрепите детали с помощью струбцин, проверьте плоскость с помощью ватерпаса.
Теперь можно приступать к сварке. Мы используем обычный бытовой инвертор. Электроды подбираются исходя из толщины стенки трубы и металла, из которого она сделана. При формировании шва рекомендуем сначала сделать две-три прихватки, и только потом сваривать детали воедино.
Читайте также: Как самому сделать ворота из профильной трубы?
В нашем случае при сварке нет никаких хитростей или секретов. Если вы раньше уже пользовались инвертором, то сможете выполнить эту работу без проблем и лишних советов.
После сварки со швов нужно удалить шлак с помощью металлической щетки, а затем зашлифовать поверхность шлифмашинкой или болгаркой со специальным кругом.
Если вам еще требуется сварная калитка, то она сваривается тем же способом. В качестве материала можно тоже использовать профтрубы.
Установка петель и створок
Итак, теперь, когда мы знаем, как сварить ворота на забор, осталось приварить петли и установить створки на опорные столбы. О петлях мы подробно рассказывали в этой статье. Прочтите обязательно, чтобы знать, как выбрать петли для ворот и как правильно приварить их.

Что касается установки створок, то здесь понадобится помощью напарника, а лучше двоих. Вы будете варить, а двое напарников будут держать створку в правильном положении. Предварительно приварите петли к каркасу, и только затем выставляйте ворота по уровню в проем.
После выравнивания можно приварить вторую часть петель к опорным столбам. Сварку начинается сверху-вниз. После приварки каждой отдельной петли проверяйте, как открываются и закрываются ворота, чтобы избежать перекосов.
Откатные ворота
Разновидности
Откатные или раздвижные ворота — это отличный выбор для тех, кому вечно не хватает места на участке, при этом есть лишние финансы и время на выполнение работы. Раздвижные ворота состоят из одной или двух створок, которые перемещаются в заданную сторону по специальным рельсам. Такие ворота разделяются по типу раздвижной системы.

Давайте рассмотрим их подробнее:
- Рельсовая система откатных ворот. Это самый простой вариант из всех. Перед изготовлением створок в землю устанавливается металлическая рельса, по которой затем с помощью роликом двигаются ворота. Такая конструкция не очень практична, поскольку в рельсы забивается снег, грязь, листва и все это сложно вычищается.
- Подвесная система откатных ворот. В этом случае створка перемещается по специальной металлической балке, установленной не в землю, а сверху. Крепится такая балка к опорным столбам. Это надежный и долговечный вариант, но нужно учесть, что в таком случае высота ворот ограничит высоту авто, которое может проехать на участок.
- Консольная система откатных ворот. Самый дорогой и трудоемкий вариант, но использующийся чаще всего. В данном случае в качестве направляющей используется балка, установленная на некотором расстоянии над землей на специальные консольные блоки. К этой балке заранее приваривается створка.
Далее мы расскажем, как правильно сварить откатные ворота.
Сварка каркаса
Варим откатные ворота! Чтобы сделать это правильно, нужно заранее определиться с конструкцией и сделать чертежи. Здесь разница между разновидностями существенно заметнее, чем при сварке распашных ворот.

Мы не будем подробно рассказывать, как сваривать каждый тип откатных створок. Поскольку это тема для отдельной статьи. Скажем лишь, что каркас можно собрать из профтруб 50х50 или 40х20 мм, в зависимости от требований к надежности.
сварку нужно производить так: сначала прихватки, потом шов. Ведите электрод не быстро и не медленно. Так, чтобы швы получались равномерными, без пор и дефектов. После сварки швы обязательно нужно зачистить.
Установка створок
В случае с откатными воротами мы не используем петли, поэтому приваривать здесь нечего и не к чему. Основная задача — сварить каркас. А дальнейший монтаж осуществляется с помощью специальных роликовых систем, которые к сварке не имеют отношения.
Процесс монтажа отличается и зависит от типа системы. В случае с рельсовой или консольной системой принципы установки абсолютно отличаются, и их нужно рассматривать отдельно. Если вы решите устанавливать именно откатные ворота, мы рекомендуем дополнительно изучить тему их монтажа, поскольку это не наша компетенция.
Облицовка ворот
Облицовка ворот необходима вне зависимости от их типа и конструкции. Существует множество материалов, с помощью которых можно красиво и недорого облицевать каркас ворот.
Среди наиболее популярных материалов — профлист и поликарбонат. Оба варианта бюджетные, легко монтируются, без проблем перевозятся на легковом автомобиле и в целом отвечают поставленной задаче. Но нужно учитывать, что профлист и поликарбонат в частности не вандалоустойчивы. Профлист вскрывается обычным консервным ножом, а поликарбонат можно прорезать и обычным ножиком, если толщина облицовки невелика.

Несмотря на недостатки, оба этих материала широко используются среди дачников и владельцев загородной недвижимости. Профлист и поликарбонат монтируется на саморезы или специальные заклепки прямо к каркасу ворот.
Помимо перечисленных выше материалов, в качестве облицовки можно использовать следующие:
- Дерево. Недорогой, красивый, но не самый практичный вариант. Нуждается в регулярном уходе, покраске или пропитке составами от насекомых и гниения. Если для облицовки был использован самый дешевый влажный лес, то в процессе высыхания доски могут деформироваться и растрескиваться.
- Металлический лист. Надежный, относительно недорогой вариант, который подойдет для тех, кто беспокоиться о безопасности. Но учтите, что металлический лист тяжелее любой другой облицовки, поэтому понадобиться большее количество петель, и сами петли должны быть усиленными.
- Сетка рабица. Дешевый, простой, но не совсем практичный вариант. Сквозь такие ворота участок будет напрямую просматриваться, что не всегда комфортно.
У каждого из представленных вариантов есть свои достоинства и недостатки. Выбирайте облицовочный материал исходя из требований безопасности, способа монтажа и стоимости.
Вместо заключения
Теперь вы знаете, как варить заборные ворота распашного и откатного типа. Распашные проще и надежнее, на наш взгляд. Их конструкция незамысловатая, при этом прочная и долговечная.
Откатные ворота потребуют больших затрат, сварить эту конструкцию немного сложнее из-за увеличенных размеров, да и сама установка таких ворот потребует привлечения дополнительной силы. Тем не менее, откатные ворота отлично экономят место на участке, которого, как известно, всегда недостаточно.
Новичкам мы рекомендуем варить именно распашные ворота. Если вы владеете сварочным аппаратом хотя бы на бытовом уровне и умеете пользоваться ватерпасом, то сможете самостоятельно сделать довольно надежные ворота. Откатной вариант ворот скорее предназначен для тех, у кого уже есть опыт в качественной сварке и имеются лишние финансовые средства.
В комментариях ниже вы можете рассказать о своем опыте, как самому сварить ворота, будь они распашные или откатные. Желаем удачи в работе!
Как правильно сварить петли на ворота или калитку
 Как правильно сварить петли на ворота или калитку
Как правильно сварить петли на ворота или калиткуЧасто у новичков сварщиков возникают проблемы со сваркой петель на калитку или ворота. Ошибки, как правило, связаны с центровкой петель, из-за чего ворота закрываются с изломом.
Чтобы правильно сварить петли на ворота, можно воспользоваться одним проверенным и надёжным способом. Для его реализации потребуется кусок уголка и электроды 5 мм диаметром, чтобы ровно отцентровать петли.
Также, необходимо заранее подготовить 4 пластины из толстого металла, по 2 на каждую петлю. В работе потребуется использовать тиски и сварочный аппарат. Какой лучше выбрать инвертор, читайте на сайте mmasvarka.ru.
Как правильно сварить петли на ворота
Сначала необходимо будет зажать уголок в тиски, после чего можно приступать к центровке петель. Для этого в центр уголка следует положить электрод 5 мм в диаметре или пруток, с аналогичными размерами. По краям нужно будет выложить два электрода меньшего диаметра.

Чтобы не было осевой погрешности при сваривании петел, сбоку от электродов нужно выложить пластины. Теперь можно укладывать петли в уголок и приваривать ушко. Для сварки рекомендуется использовать ток не менее 100 Ампер.

Сначала делаем прихватки на одной петле, затем на второй, после чего, заготовки можно обваривать. Таким образом, получится ровно сварить петли, после чего их можно использовать для установки на ворота.
Советы по сварке петель
Начинать сварку петель рекомендуется с наружной стороны. Ток для сварочного аппарата лучше выставить несколько меньших значений, примерно 100 Ампер. Как только петли проварены снаружи, можно приступать к обвариванию изнутри. При этом рекомендуется вести электрод под острым углом, без всяких «восьмёрок».

Для наложения внутреннего шва, силу тока лучше всего будет поднять, приблизительно на 20 Ампер. При внутреннем наложении шва, угол электрода необходимо минимизировать. В таком случае сварочный шов получится ровным и красивым.
После наложения основных швов, лучше не полениться и усилить их ещё одним. Для наложения шва уже нужно будет использовать движения электродом в стороны, в виде «волнистой линии» или же «восьмёрки». Начинать вести сварочный шов для усиления рекомендуется от первого шва, проваривая больше корпус петли, чем металлическую пластину.
Также, при сварке петель на ворота или калитку, лучше начинать варить с торца петли. Не рекомендуется накладывать сварочный шов вплотную к посадочному месту, поскольку это может вызвать проблемы с дальнейшей эксплуатацией петель. Лучше всего будет оставить минимальное расстояние, в 2 мм до пальца петли.

Здесь все просто, и поскольку у начинающих сварщиков не так много опыта, то легко испортить петли раскалёнными каплями металла. Потом их придётся срезать болгаркой, выполнять шлифовку, в общем, ненужную работы.
Таким образом, можно ровно сварить петли на ворота или калитку. В итоге они будут открываться хорошо и без изломов, что очень важно для их удобного использования.
Поделиться в соцсетях
Как сварить ворота
Для человека, умеющего и любящего работы с металлом, изготовление ограждения и въездных ворот не составит особого труда. Сложнее дело обстоит, если варить и собирать металлические каркасные конструкции приходится один, от силы два раза в году. В этом случае при изготовлении самодельных ворот из профлиста и стального каркаса неизбежно встанет вопрос, как правильно сварить ворота,чтобы раму ворот не «повело», и при этом прочность соединения получилась достаточно высокой.

Сварные ворота, схема изготовления
На сегодня вариант изготовления ворот своими руками из профилированной трубы и облицовки из профнастила можно уверенно назвать наиболее оптимальным по затратам и полученному качеству, но при одном условии:правильно подобрать материал и режимы, позволяющие сварить с максимальной прочностью шва.
Понятно, что для изготовления воротной конструкции мало знать, как сварить ворота, потребуется выполнить несколько не менее важных этапов:
- Максимально точно по размеру раскроить трубу заготовки;
- Изготовить сварочный стапель или стол увеличенных размеров, чтобы подготовленный к сборке набор резаного профиля можно было бы сварить не «на коленке», а в нормальных условиях;
- Подобрать качественный сварочный аппарат, позволяющий сварить тонкий металл с максимальным контролем качества шва.
Как самому сварить каркас ворот
Все варианты ворот на каркасной основе варятся по одной схеме. Первоначально по размерам, указанным в чертеже, необходимо вырезать отдельные куски профиля для каждой стороны каркаса. Лучше всего резать заготовку тонким отрезным кругом с помощью угловой машинки. Чтобы правильно отрезать профиль, первоначально откладываем с помощью слесарной линейки необходимый размер и отмечаем линию реза тонкой риской закаленным острием разметчика. Далее с помощью слесарного уголка обводим линию реза вокруг тела трубы. В этом случае можно резать профиль по контуру, заглубляя тонкий диск на 2- 3 толщины стенки трубы.

Чтобы сварить все элементы рамы так, чтобы они располагались в одной плоскости, потребуется сделать стапель или подставку под каркас будущих ворот. Лучше всего для этих целей подойдет жесткая ровная поверхность железобетонной плиты или, сбитая из досок и крытая листовым металлом, деревянная столешница верстака.

Как изготовить ворота своими руками
Проще всего получить высокое качество шва, если использовать углекислотный сварочный полуавтомат. Но подобное оборудование стоит достаточно дорого, и имеется в наличии только в ремонтных автомастерских, поэтому в домашних условиях ворота можно сварить только обычным инвертором или сварочным трансформатором.
Чтобы качественно сварить каркас ворот, потребуется приготовить следующее оборудование и материалы:
- Инвертор или трансформатор с набором кабелей и сварочным ключом и зажимом «земли», пару десятков сварочных электродов номером три и четыре;
- Сварочная маска, перчатки, щетка с металлической щетиной, двухсотграммовый молоток, четыре винтовые струбцины и рулетка;
- Емкость с водой и ветошь.
Совет! Если варить корпус ворот приходится сварочным трансформатором, кроме перечисленного оборудования, потребуются наборы балластных сопротивлений, используемых для сглаживания токовых характеристик вторичной цепи.
Размечаем и собираем каркас ворот
Сварить каркас распашных ворот проще всего не в виде отдельных створок, а как одну цельную раму. Далее, после выравнивания и определения точек крепления навесов на каркасе и на столбах, можно вварить две вертикальные стойки и разрезать прямоугольник на две створки.

Как бы это странно ни звучало, но правильно разметить и зафиксировать элементы рамы ворот перед сваркой бывает сложнее, чем сварить сам каркас. Для начала выбираем способ стыковки трубчатого профиля в угловых соединениях. Наиболее прочным получается косой шов, когда концы свариваемых отрезков подрезают под углом в 45о.

На начальном этапе подрезанные по размеру отрезки профиля выкладывают на сварочном столе по сторонам будущего каркаса ворот. Далее по угольнику выравнивают все четыре прямых угла будущей рамы ворот и фиксируют струбцинами к столешнице сварочного стола. Пред тем как сварить зафиксированную на столе заготовку ворот, необходимо измерить и сравнить длину диагоналей прямоугольника. Разница не должна превысить 2 мм.
Калитку для ворот проще всего сварить на кондукторе или на плите ОСБ, вырезанной по размеру калиточных дверей.
Сварка с гарантией качества
Перед началом работ специалисты советуют потренироваться и сварить несколько десятков сантиметров шва на обрезках профиля. Неважно, насколько ровным и красивым будет шов, главное — выполнить соединение без прожогов или непроваров. В первом случае потребуется наваривать усиление шва, во втором прочность ворот будет недостаточной, и каркас ворот развалится под собственным весом.

Сварить каркас ворот необходимо в два захода. Первоначально вырезанные и зафиксированные на столе отрезки трубы соединяют в углах сварочными точками, по две- три на каждый стык профилей. Через некоторое время, после остывания металла, на каркас устанавливают внутренние поперечины и распорки, и сваривают аналогичным образом.

Если варить правильно, то сваренный точками каркас будет достаточно прочным, чтобы переносить его и даже установить в проем ворот для разметки мест под приварку петель. Если замечаний к раме каркаса нет, можно заменить точечную сварку полноценными линейными швами. Лучше всего сварить стыки на том же столе, где выполнялась предварительная сборка.
Чтобы избежать перегрева и коробления, через каждые пару сантиметров сварочного шва необходимо делать перерыв. Кроме того, металл каркаса в непосредственной близости к месту сварки можно покрыть мокрой тряпкой, это ускорит остывание.
Перед тем как варить следующие швы, на месте соединения нужно аккуратно сбить шлак и зачистить щеткой, чтобы увидеть возможные дефекты. Исправлять проблемы нужно только после полного остывания металла.
Особенности сварочных работ с тонкостенным каркасом
Удобнее всего сварить трубчатую раму с помощью импульсного инвертора. Необходимое качество можно получить, только если правильно подобрать ток сварки. На инверторе подбор режима выполняется обычным поворотом регулятора на передней панели прибора. Для тонкого металла ворот обычно используют прямую полярность и сварочный ток до 40А, точное значение можно получить, только испытав на практике несколько режимов. Инверторные сварочные аппараты работают на постоянном напряжении, поэтому перед началом работ необходимо проверять полярность подключения. В противном случае можно запросто прожечь металл первым касанием электрода.

Значительно сложнее выполняется сварка ворот с помощью сварочного трансформатора. Основная проблема заключается в подборе характеристики необходимой жесткости. Чтобы получить наиболее мягкое и плавное нарастание тока, в момент зажигания дуги во вторичную цепь трансформатора последовательно подключаются наборы балластных сопротивлений большой мощности. Меняя количество резисторов в обойме, можно получить практически идеальное нарастание сварочного тока.
В этом случае тонкие двухмиллиметровые стенки каркаса будут сваривать без деформации и прогорания сварочной ванны.
Заключение
Если у вас нет опыта проведения сварочных работ, не пытайтесь варить швы на вертикальной поверхности, сваривать разнородный металл или работать сваркой в дождь или сырыми электродами. Подобные факторы следует сразу исключить из перечня условий работы.
На современном рынке продается масса готовых вариантов ворот для гаража. Но существует множество людей, которые хотели бы узнать, как сварить ворота для гаража своими руками. Для этого нужно сделать проектный эскиз и купить необходимые материалы. Сделать всю работу самостоятельно будет достаточно трудно, поэтому желательно попросить помощи у друга.
Преимущества сварных ворот
Преимуществ, как и недостатков, у таких конструкций немного. Среди плюсов можно выделить:
- Экономия. Материалы стоят дешевле, чем уже готовые ворота. К тому же не придется вызывать экспертов, которые будут их монтировать.
- Возможность сделать ворота согласно предпочтениям.
Недостаток только один – работа займет время.
Необходимые материалы и инструменты
Необходимо заранее приобрести все необходимые материалы для работы. Для этого замеряем размеры проема для въезда и толщину стен.
Нам понадобится следующее:
- Стальной равнополочный уголок. Его ширина должна быть около 7,5 сантиметров. Он понадобится для создания створок и установки рам на стены возле проема для въезда.
- Такой же уголок, но 6 сантиметров. Он необходим для раскосов.
- Металлический лист. Его толщина – от 2 миллиметров и больше. Он нужен для дверного полотна и связей для рам.
- Навесы в форме цилиндра для установки снаружи.
- 4 задвижки. Их можно купить или сварить при помощи кругляка.
- Замки.

Кроме материалов, нам нужны и инструменты:
- Аппарат для сварки.
- Болгарка для сварки.
- Дрель и набор сверл.
- Струбцины для фиксации деталей.
- Приспособления, которые нужны, чтобы замерять размеры (линейка, рулетка и уровень).
- Обычные инструменты для слесарных дел (молоток, плоскогубцы).
- Круги по металлу.
- Сварочные электроды (3 миллиметра в диаметре).
- Шайбы, болты и гайки (для замков).
- Эмаль и грунтовка (если вы хотите покрасить ворота).

Технология сбора и сварки конструкции
Для правильной сборки и сварки всех элементов своими собственными руками нужна проектировка. Нужно заранее замерять все проемы и стены и составить чертежи ворот. На этом этапе также подбирается материал. Можно начинать собирать каркас.
Собираем и устанавливаем внутреннюю раму
Создание рамы начинается с порога. Порядок создания следующий:
- Для начала отрезаются два уголка, размер которых зависит от ширины и высоты проема. Необходимо уложить их вдоль порога с правой и левой сторон. Теперь свариваем их со связями.
- Отрезаем еще 4 уголка. Их длина такая же, как и у высоты проема, с добавлением двойной ширины их полок. Отрезаем стойки. В конечном итоге они должны состыковываться с углами порога.
- Прикладываем стойки к торцам стен. Соединяем их, используя стальные полосы (они будут связями). Связи устанавливаем напротив тех мест, где будут приварены шарниры.
- Теперь нам нужно сварить все части рамы стен и порога между собой.
- Сделать то же, что и в первом шаге, но теперь уголки будут установлены на верхние торцы. Привариваем их к стойкам каркаса.

Внимание! Избегайте зазоров между стенами и элементами рамы.
Изготавливаем створки
Створки являются самой простой конструкцией. Нам нужно:
- Разложить трубы по ровной поверхности так, чтобы они были лицом вверх.
- Расставляем направляющие в прямоугольнике. Проверяем правильность при помощи уровня.
- В процессе создания створок нужно учитывать необходимость наличия зазора между рамой и основой (около пары сантиметров). Это необходимо для открывания створок. Используем вкладыш-прокладку для определения размера.
- Используя уровень и угольник, устанавливаем углы. Привариваем их.
- Как только две створки будут готовы, необходимо замерить две половинки ворот. Теперь можно продолжить сварочные работы.
- При установке стандартных створок нам необходимо монтировать по несколько ребер жесткости. Их количество будет зависеть от веса, размера и толщины ворот.

Обшиваем ворота
Один из самых важных и трудных этапов. Малейшая ошибка при варке может привести к тому, что конструкция будет кривой. Необходимо:
- Вырезать оцинкованный лист, согласно размерам. Левая часть должна быть внахлест правой (пару сантиметров).
- Привариваем его к каркасу.
- Если на правой створке образовались лишние сантиметры, их нужно обрезать.
- Далее нам нужно осуществить сварку створок.
- Приварить лист металла к каркасу сплошным швом. Обратите внимание: при полной приварке каркас может искривиться. Пригодится струбцина, которая поможет хорошо зафиксировать основу. Тогда можно приваривать полностью, но необходимо делать это этапами (по 10 сантиметров с каждой стороны). Это позволит не перегревать материал.

Привариваем петли
Верхняя половина петель приваривается к створкам, а нижняя – к раме. Но есть пара моментов, на которые нужно обратить внимание:
- Полоса из металла усиливает соединение каркаса и петель. Ее нужно согнуть и приложить к створкам и петлям.
- Монтирование внутренних складок из арматуры сделает петли более прочными.
Теперь, используя болгарку, зачищаем швы. Можно приступать к созданию замков.

Замки, запоры и задвижки
Навесные замки – самый простой вариант. Но, в то же время, они неудобные, поскольку сильно замерзают зимой, и их становится трудно открывать. Для создания такого замка нужно приварить два ушка согнутого прута из железа к каркасу и зачистить их при помощи болгарки.
Для увеличения надежности можно установить дополнительные штыри и засовы. Установка строп позволит зафиксировать обе части ворот изнутри. А дополнительная створка позволит сделать еще одну дверь в помещение.
Есть также цилиндрические замки. Они очень прочные и качественные, но, из-за повышенной прочности, они замерзают еще сильнее, чем навесные. Потому этот вариант – не самый удачный, если гараж используется зимой.

Самый лучший вариант – врезной замок, но только если у ключа форма трубки.
В конце работы нужно также уделить внимание покраске и утеплению. Для покраски можно использовать стандартную эмаль любого цвета. Также нужно покрыть ворота грунтовкой (это защитит их от воды). Поскольку ворота сделаны из металла, вода, попавшая на их, может стать причиной коррозии. Грунтовка же защищает ворота.
Еще следует обратить внимание на утепление. Ворота, сделанные из железа, – хороший проводник холода, поэтому зимой в подобных гаражах будет зябко. В качестве утеплителя подойдет пенопласт, вата или пенополистирол. Утепление в нижней половине ворот должно быть больше, ведь холод накапливается снизу. Также необходимо заделать все щели.

Изготавливаем проем для калитки
Ворота упрощенного типа будут без калиток. Но если планируется еще и калитка, проем для нее необходимо делать на шаге, когда устанавливается каркас.
Ее можно сделать из профильной трубы. Обшивка должна выступать на 10 сантиметров с каждой стороны каркаса. Учитывая это, нужно вырезать лист подобных размеров и приварить его к раме.
Сделать ворота своими руками нетрудно. Главное – правильно подобрать материал, и сделать чертежи.

Готовая металлическая калитка, сделанная своими руками
Вы строите дом. Масштабные работы по возведению фундамента, стен и крыши уже завершены. Инженерные коммуникации проведены к дому и внутри него. Пришло время подумать о приусадебном участке.
Любой дом имеет участок, а если есть ограждение, обязательно должна существовать возможность прохода через него. Сегодня мы поговорим о том, как можно сварить калитку своими руками.
Выбираем тип калитки — соблюдаем гармонию
Выбирая тип калитки, в первую очередь необходимо обратить внимание на материал, из которого изготовлен сам забор.
Правило № 1 — какой забор такая и калитка. Согласитесь, совершенно нелепо будет выглядеть калитка изготовленная из массивного профиля и профлиста (см. Ворота и калитка из профнастила) на фоне забора из сетки рабицы.
Кованая калитка, здесь тоже будет смотреться не совсем уместно, к тому же, как правило, ограждения из сетки устанавливаются на металлические столбы круглого или квадратного сечения небольшого размера. Калитка имеет внушительный вес, поэтому для ее установки потребуются более мощные столбы, которые в итоге внесут диссонанс во всю конструкцию ограждения.

Готовый каркас своими силами
Поэтому лучшим вариантом здесь будет сварная калитка, изготовленная из стального профиля, с внутренним забором из той же сетки. Такая калитка имеет небольшой вес, и надобность в мощных столбах отпадет сама собой. А как это сделать,смотрите ниже, в том числе в видео.
Материал — соблюдаем правило
Любые сварные ворота и калитки начинаются с подготовки. Если вы уже определились с типом вашей калитки необходимо подготовить материал. Обычно когда изготовляют забор, в конечном итоге остается достаточно материала, из которого можно с успехом соорудить калитку.
Если ваш забор изготовлен на заказ и материала нет, то его следует приобрести, руководствуясь первым правилом.
Половина успеха — сварочный стол
Практически любые калитки предполагают использование сварки. Поэтому, после того как у вас появился материал необходимо подготовить место для сварочных работ. Каждый профессиональный сварщик прекрасно знает, что хороший стол это половина успеха в работах.
Итак:
Нет стола — импровизируем
Многие могут задать резонный вопрос, неужели для изготовления простой калитки придется приобретать специальный сварочный стол?
Конечно нет, стол легко изготовить самому.
- Для этого можно взять лист ЦСП соответствующего размера и установить его прямо на земле с использованием подкладок.
- Подкладки устанавливаются с применением строительного уровня. Таким образом, получается довольно ровная поверхность, на которой можно производить сварочные работы.
Конечно, такой «стол» не предназначен для интенсивной эксплуатации, но сварить ровную калитку вполне можно.
Наш совет — При отсутствии ЦСП, можно использовать и ДСП, но данный материал имеет тенденцию к возгоранию, поэтому применять его нужно очень осторожно, предварительно полив достаточным количеством воды.
Нет чертежа — нет калитки
Материал готов, сварочный стол тоже, теперь нам потребуется изготовить чертеж калитки. Чертеж сварной калитки можно с успехом найти в другой статье нашего ресурса (см. Как сделать калитку) и с помощью масштабирования подогнать под необходимый размер.
Безопасность и правила производства работ
Следующий этап подготовка инструмента, но прежде позаботимся о безопасности проведения сварочных работ. Перед тем как начать работы, необходимо иметь в виду, что электродуговая сварка сопровождается рядом явлений, которые вредно действуют на здоровье рабочих и окружающих их людей.
К таким явлениям относятся:
- Излучение электрической дуги, вызывает ожоги кожи и глаз
- Используемое при сварке электричество, добавляет опасность поражения током
- Загрязнения воздуха вредными газами, может вызвать серьезное отравления организма всех непосредственных участников сварочных работ
- Нагрев электрода и разбрызгивание горячего металла, способно вызвать ожоги на открытых участках тела
Всего этого можно с успехом избежать соблюдением простых правил техники безопасности, при ведении сварочных работ.
Обратите внимание на следующее:
- Выполняя работы, сварщик должен быть в специальной защитной маске в которой установлены правильно подобранные светофильтры
- Спецодежда, фартук, куртка рукавицы, брюки, должны быть изготовлены из натуральной ткани и быть совершенно сухими
- Обувь закрытой, с резиновой подошвой
- По возможности, сварочные работы необходимо проводить на свежем воздухе, или в специальном, вентилируемом помещении
- Необходимо строго соблюдать технику пожарной безопасности при ведении сварочных работ
Режим и умение — успех неизбежен
Начав сварку, следует учитывать некоторые моменты:
- Качество всей сварки во многом будет зависеть от грамотно выбранного режима тока. Сварочный ток необходимо подбирать по диаметру используемого электрода, а также по типу покрытия и толщине металла.
- Большое значение имеет вид шва и его положение в пространстве.
- Необходимо добиться такой величины тока и скорости перемещения электрода, при которых не получаются дефекты в виде прожогов или подрезов кромок.
- Не допускайте перегрева электрода. Его покраснение во время сварки, свидетельствует о слишком большом токе.
- Зачистите от грязи и ржавчины все кромки свариваемых деталей.
- Если потребуется, кромки нужно разделывать с помощью шлифовальной машинки.
Помимо всего вышеперечисленного, для того чтобы получить прочный и красивый шов, нужно иметь натренированную руку и хорошо владеть всеми колебательными движениями электрода.
Металлу тоже нужны швы
Техника ручной — дуговой сварки имеет в своем арсенале различные виды швов и соединений.
По пространственному положению, швы делятся на:
- Горизонтальные
- Вертикальные
- Потолочные
- Сварочные швы, выполненные в нижнем положении
Инструмент и приспособления — продолжаем подготовку
Если вы чувствуете что сможете справиться со всеми вышеперечисленными положениями и требованиями, смело приступайте к подготовке инструмента.

Инструмент
Вам потребуется:
- Сварочный аппарат с электродами пригодными для сварки имеющегося у вас материала. Имейте в виду, имеющийся у вас сварочный аппарат должен быть рассчитан для работы с данным типом электродов
- Шлифовально-отрезная машинка с набором шлифовальных кругов
- Металлическая щетка
- Молоток для отбивания шлака
Наш совет — чтобы получить долгоиграющий молоток для шлака, используйте зубило из сплава ВК15 или ВК20.
- Рулетка и уровень
- Строительный угольник ля измерения углов
- Струбцины
Разметка и нарезка материала — основная подготовка
Мы не будем заострять свое внимание на материалах, из которых вы будете изготавливать калитку, это вы должны решить сами исходя из ваших предпочтений и возможностей. Самым простым вариантом будет сварка каркаса из металлического профиля или уголка, с последующим креплением на него материала соответствующего стилю вашего ограждения.
Мы только остановимся на основных моментах как самому сварить калитку правильно и надежно.
- Сварка калитки начинается с разметки имеющегося материала на соответствующие чертежу части. После того как вы выполнили разметку, с помощью шлифовальной машинки материал необходимо нарезать.
- На импровизированном сварочном столе наметьте общий силуэт будущего каркаса. Выполнить это можно с помощью обычного мела.
- Приложив имеющиеся у вас нарезанные части, вы сможете оценить правильность всех размеров.
- При необходимости выполните подрезку отдельных деталей. Главное чтобы они как можно плотней и точней прилегали друг к другу.
- Еще раз внимательно осмотрите полученный таким образом каркас и если все правильно, подготовьте все кромки, которые будете сваривать.
Сварка — никакой спешки и суеты
После того как кромки готовы можно собрать весь каркас на столе и закрепить его с помощью струбцин. Если бы у вас был настоящий металлический сварочный стол, их можно было бы просто прихватить в разных точках. Крепление обеспечит сопротивление каркаса к деформации при сварке.

Нагрев при сварке
Наш совет — так как импровизированный стол из ЦСП или ДСП не имеет должной прочности, сварная калитка на нем выполняется в несколько этапов. Швы варятся с определенными остановками для остывания. В противном случае каркас может повести.
После того как каркас будет готов, отбейте шлак и внимательно проверьте сварные швы, вы же не хотите чтобы ваша калитка развалилась через короткое время.
Сварка — окончательная отделка и крепление
После того как каркас готов, можно снимать его со стола и выполнять на нем крепление всех необходимых материалов и фурнитуры.
Наш совет — если ваша калитка состоит из каркаса, на который монтируется профлист, осуществите крепление листа прямо на столе, не снимая струбцин. Крепить профлист можно с помощью заклепок или саморезов.

Крепление профлиста
Сваренные калитки, с установленными на них петлями (см. Петли для дверей: их виды и правила выбора), прикладываются к проему и с помощью струбцин крепятся к несущему столбу. Если все выполнено правильно, можно смело приваривать петли.
Привариваются петли с осторожностью, не перегревая металл. В противном случае может произойти перекос, а калитка будет туго открываться.
Используя данные рекомендации, у вас не возникнет проблем и вопросов как сварить ворота и калитку собственноручно и безопасно. при возникновении трудностей, вы можете посмотреть видео.

Стоимость готовой магазинной продукции на современном рынке очень высока, готовые ворота для гаража – не исключение. Как следствие – все чаще автолюбители ищут способы, как сварить гаражные ворота самому.
Выбор вполне логичный, ведь стоимость самостоятельного изготовления намного ниже, а при некоторых навыках владения сварочным аппаратом времени на этот процесс понадобится не так уж и много.
Виды ворот для гаража
Рассмотрим подробно, как сварить гаражные ворота. Первое, с чем стоит определиться – конструкция ворот. Гаражи разнятся между собой, у одних владельцев перед постройкой мало места, у других он небольшой.

Чертеж распашных ворот.
Основных конструкций гаражных ворот существует несколько:
- Откатные.
По механизму действия схожи со шкафами-купе. Удобный и практичный вариант, но есть важный нюанс – в сторону открытия ворот необходимо предусмотреть место, причем той же длины, что и полотно ворот. - Роллетные.
Под потолком гаража устанавливается специальный короб, в который убираются пластины полотна. Стоит сразу отметить, что несмотря на высокое удобство, данная конструкция ворот от проникновения защищена хуже всего, поэтому устанавливать стоит только на охраняемых участках. - Секционные.
Конструкция состоит из полотна, разделенного на секции. При складывании створки ворот преломляются, и при помощи специального пружинного механизма и профильной системы поднимаются к потолку. Основной плюс подобной конструкции – хорошая герметичность и экономия пространства. - Подъемно-поворотные.
При открытии полотно ворот поднимается к потолку вертикально при помощи рычажно-шарнирного механизма. Ворота данного типа достаточно практичны, отличаются удобством в использовании и экономят место как внутри гаража, так и перед ним. - Распашные.
Самый старый и популярный тип ворот. Пользуются повышенной популярностью за счет удобной и простой конструкции, состоящей из двух створок, а также невысокой стоимости. Своими руками сварить поворотные распашные гаражные ворота сможет даже начинающий сварщик.
Распашные ворота – оптимальный по стоимости и простоте изготовления вариант, поэтому в статье мы рассмотрим именно эту технологию.
Требования
Перед тем как сварить ворота на гараж из уголка или профиля, необходимо ознакомиться с требованиями, предъявляемыми к качественным воротам:
- размер ворот должен быть оптимальным относительно габаритов автомобиля, и обеспечивать беспрепятственный, простой выезд;
- минимальное расстояние от бока автомобиля до створки ворот с каждой стороны – минимум 30 сантиметров. Если автомобиль небольшой, все равно постарайтесь сделать расстояние максимально большим – вдруг решите позже приобрести внедорожник;
- для легковых автомобилей оптимальная высота ворот составляет не менее двух метров;
- размеры проемов отличаются в зависимости от размеров самой постройки, здесь все подбирается индивидуально;
- важнейшая функция гаражных ворот – защита от взлома. Лучше всего использовать для обшивки оцинкованные листы стали толщиной не менее 3-5 миллиметров. Для дополнительного укрепления можно использовать запоры, предназначенные для внешних колодок. Если есть возможность, нелишними будут и бронированные накладки;
- еще один важный параметр – защита от негативных атмосферных воздействий, которая лежит на креплении ворот. Для обеспечения надежного прилегания полотна стоит использовать вертикальные запоры, препятствующие перекосу. Также нелишним будет и уплотнитель – он обеспечит створкам и раме хороший контакт.
Инструменты и материалы
 Первое что необходимо сделать – приобрести инструменты и материалы для изготовления ворот.
Первое что необходимо сделать – приобрести инструменты и материалы для изготовления ворот.
В данный список входят:
- Уровень.
- Сварочный аппарат.
- Рулетка.
- Угловая шлифовальная машина с зачистными и отрезными кругами.
- Угольник.
- Профиль для изготовления створок. Оптимальный выбор – 25.
- Задвижка.
Существуют различные системы, выбирайте оптимальную для себя. - Петли.
Здесь стоит выбирать, опираясь на два основных параметра – практичность и безопасность. Хороший выбор – внутренние петли на подшипниках, так как с ними не возникнет проблем в холодное время года. - Обшивка.
Здесь все зависит от вкуса владельца – профнастил, дерево, металлический лист – выбор достаточно обширен. Обычно используют листы металла толщиной от 2 миллиметров. - Стальные уголки.
Будут нужны для изготовления крепежной рамы. Советуем выбирать минимум 75 уголок, так как именно от уголка зависит прочность крепления створок, поэтому обвязка должна быть крепкой.
Сразу стоит определиться с местом, где будут свариваться ворота. Идеальный вариант – сварочный стол, но если к нему нет доступа, достаточно будет и ровной площадки. На ней укладывается швеллер, периметр которого должен быть не меньше самих ворот.
Важно! Выбирая сварочное место, все плоскости нужно сразу проверять уровнем на соосность. В противном случае результатом сварочных работ станут не качественные гаражные ворота, а ни на что не годный пропеллер, что недопустимо.
Выбор труб и профиля
 Оптимальная толщина профиля для ворот – не менее 20 миллиметров. Можно остановиться и на более толстых трубах, они обеспечат конструкции дополнительную надежность и устойчивость, но нельзя забывать, что чем толще материал – тем труднее будет его прожечь во время сварочных работ.
Оптимальная толщина профиля для ворот – не менее 20 миллиметров. Можно остановиться и на более толстых трубах, они обеспечат конструкции дополнительную надежность и устойчивость, но нельзя забывать, что чем толще материал – тем труднее будет его прожечь во время сварочных работ.
Определиться с выбором труб и тем, как правильно сварить ворота в гараж поможет рисунок ниже:
Электроды подбираются в зависимости от толщины выбранных труб, хорошо себя показывают АНО-21. При наличии опыта работы оптимально использовать электроды толщиной до трех миллиметров.
Изготовление несущей рамы
Все необходимое собрано, место подготовлено – можно разбираться, как сварить ворота для гаража. Первое, что необходимо сделать – обвязку по проему, или несущую раму. Она состоит из двух основных частей – внутреннего и внешнего каркаса.
- Измеряем высоту и ширину проема.
Измерения должны быть максимально точными, так как именно от них полностью зависит монтаж готовой рамы. - Из уголка отмеряются и болгаркой отрезаются заготовки для будущей рамы.
- Готовые заготовки раскладываются на подготовленной поверхности, при помощи подкладок выставляются четко по уровню, все углы выравниваются.
Полученный результат должен полностью повторять будущую раму. - Свариваем раму.
Для обеспечения наилучшего прилегания в дальнейшем ее внешняя сторона должна быть ровной и гладкой, без шероховатостей и бугров, поэтому все сварочные косяки тщательно зашлифовываются. - В углы ввариваются рычаги (можно использовать куски уголка).
Они обеспечат готовой раме пространственную жесткость, и ее не будет вести. - Все элементы раскладываем на плоскости, выставляем по уровню и прихватываем сваркой.
- Примеряем.
Все несовпадения исправляем при помощи молотка, полноценно свариваем - Делаем вторую раму аналогично первой.
- Внутренняя и верхняя часть рамы устанавливаются на свои места.
Для крепления к откосам проема удобно использовать 15-20 сантиметровые металлические штыри. - Все выступающие наружу концы срезаются, качественно обвариваются и тщательно зашлифовываются.
- Для крепления рам друг с другом используются пластины металла, которые привариваются на расстоянии примерно 50-60 сантиметров одна от другой.
- Завершает данный этап навешивание створки.
При желании распашные ворота можно оснастить автоматикой, но для этого необходимо еще на этапе изготовления предусмотреть место для короба и привода.
Сварка створок
 Каркас необходим для пары распахивающихся створок, к которым в дальнейшем будет прикрепляться полотно из металла. Для изготовления каркаса хорошо подходит профиль.
Каркас необходим для пары распахивающихся створок, к которым в дальнейшем будет прикрепляться полотно из металла. Для изготовления каркаса хорошо подходит профиль.
Суть изготовления сводится к тому, что первоначально в проеме устанавливается одна сплошная створка, и с двух сторон крепится на шарниры. В результате получаем вставленную в обрамление раму, которую необходимо просто разрезать пополам.
Чтобы в будущем с открытием ворот не возникало проблем, между рамами необходимо соблюдать зазоры:
- над порогом снизу – 2 см;
- между каркасом створки и потолочной балкой – 1 см;
- между тем же каркасом и боковой стойкой – 5см.
Процесс монтажа начинается с установки боковых стоек каркаса, и производится в следующем порядке:
- Кусок уголка, отрезанный с учетом необходимых зазоров снизу и сверху, приставляется к боковому обрамлению.
Оставляется просвет пол сантиметра, после чего при помощи куска металла прихватывается. Аналогичную операцию повторяем на другом торце. - Подрезанные должным образом горизонтальные уголки сверху и снизу привариваются к вертикальным стойкам.
Предварительно нужно прорезать одну полку точно по центру каждой перемычки. - Устанавливаются навесы, после чего их верхняя часть приваривается к каркасу створки, а нижняя – к обрамлению.
Шарнир должен находиться напротив связи, соединяющей наружную и внутреннюю часть обрамления ворот. - Посередине проема устанавливаем две вертикальные стойки, прикрепляя сваркой к каркасу.
- Ровно по центру каждой створки делаем две горизонтальные перемычки.
В итоге получаем встроенную в обрамление проема раму, которую остается просто разрезать на две части, каждая из которых благодаря шарнирам открывается самостоятельно. Су четом того, что полки нижнего и верхнего уголка уже подрезаны, их достаточно просто разрезать с лицевой стороны.
Чтобы под собственным весом ворота без полотен сразу не просели, изнутри необходимо установить временные раскосы, и при помощи сварочного аппарата прихватить их. Далее болгаркой срезаем временные прихваты, что держат боковые уголки. Все, ворота можно открывать.
Обшивка ворот
Обшивка ворот – этап работ, во время которого важно все делать качественно, так как от этого будет напрямую зависеть не только внешний вид конструкции, но и ее функциональность.
 При сварке соблюдаем следующий порядок действий:
При сварке соблюдаем следующий порядок действий:
- По размеру створок обрезаем листы оцинкованного железа.
Не забываем учитывать, что полотно левой створки должно быть на несколько сантиметров шире, и идти внахлест на профиль правой створки. - Лист металла сразу приваривается к каркасу в нескольких точках.
- Обшивка правой части конструкции обрезается с учетом двух сантиметров, указанных выше.
То есть – край металлического полотна не доходит до края профиля на указанное расстояние. - Приступаем к сварочным работам.
Лист металла важно сразу прихватить по углам и в центре, чтобы он никуда не съехал, так как в противном случае один из углов может выгнуться наружу. Это не смертельно, и исправляется при помощи кувалды, но проще сразу сделать все качественно. - Проварка производится не одним сплошным швом, а точечно.
В противном случае створки ворот может повести. Если же вы хотите варить сплошным, то при помощи струбцин рамы необходимо плотно прижать струбцинами к швеллеру, и варить этапами примерно по 10 сантиметров. Важно – каждый раз с другой стороны, чтобы избежать перегрева металла.
Верхняя и нижняя часть петель
Устанавливаем заблаговременно подготовленные петли:
- верхняя часть петли приваривается к наружной створке конструкции, нижняя – к раме;
- для усиления соединения можно использовать изогнутые металлические полоски (5-7 см). Их необходимо приложить к створке ворот и верхней части петли.
Для дополнительной прочности и надежности петель можно изнутри приделать к ним вкладки из арматуры.
Установка замков и запоров
Чаще всего при сварке ворот своими руками на этапе установки замка используется два его типа – врезной или навесной. Чтобы в зимнее время избежать проблем с открытием замка, и не играться с горящими бумажками для его открытия, рекомендуем использовать замки сувальдного типа, с жесткими пружинами.
Для обеспечения дополнительной безопасности можно дополнительно установить мощный засов и штыревые стопоры. Это позволит при необходимости закрывать ворота изнутри, но потребуется установка еще одной двери в стене.
Покраска
Покраска ворот производится для защиты от коррозии и губительных для открытого металла разрушающих атмосферных воздействий:
- вся поверхность тщательно зачищается и обезжиривается при помощи растворителя.
- поверхность грунтуется. Лучше всего использовать грунтовку глубокого проникновения с антиржавчиной.
- Поверхность окрашивается в финальный цвет. Для обеспечения надлежащего качества лучше использовать валик или пульвелизатор.
Утепление
 Завершающий этап работ – утепление. Благодаря ему в зимнее время можно будет сохранить более 60 процентов тепла внутри помещения.
Завершающий этап работ – утепление. Благодаря ему в зимнее время можно будет сохранить более 60 процентов тепла внутри помещения.
Для утепления на внутреннюю поверхность створок устанавливаем деревянную обрешетку, внутрь которой закладывается слой утеплителя. Для качественного утепления хорошо подходят минеральная вата, стекловата, пенополистирол ПСБ-С.
Особенно важно не допускать присутствия воздушных мешков, и тщательно заполнять все промежутки. Для нормального сохранения тепла достаточно слоя около 5 сантиметров. Поверх обрешетки устанавливается облицовочные плиты или вагонка. Также при желании с внутренней стороны можно повесить пластиковый или брезентовый навес.
Итог
Самостоятельная установка ворот при должном умении, сноровке и соблюдении всех этапов поможет не только сэкономить, и сварить красивые пи прочные гаражные ворота самостоятельно, но и получить моральное удовлетворение от полученного результата.
90000 Types of Gate Valve and Parts 90001 90002 What is Gate Valve? 90003 90004 A gate valve can be defined as a type of valve that used a gate or wedge type disk and the disk moves perpendicular to flow to start or stop the fluid flow in piping. 90005 90004 A gate valve is the most common type of valve used in any process plant. It is a linear motion valve used to start or stop fluid flow. In service, these valves are either in a fully open or fully closed position. 90005 90004 When the gate valve is fully open, the disk of a gate valve is completely removed from the flow.Therefore virtually no resistance to flow. Due to this very little pressure drops when fluid passes through a gate valve. 90005 90004 To achieve proper sealing, when the valve is fully closed, 360 ° surface contact is required between disk and seats. 90005 90004 Gate valves should not be used for regulation or throttling of flow because accurate control is not possible. The high velocity of the flow in the partially open valve may cause erosion of the disc and seating surfaces and also creates vibration and noise.90005 90004 90005 90002 Gate Valve Parts 90003 90004 Here you can see the main parts of the gate valve. The disk of a gate valve is also known as a wedge. To learn about each of these parts read complete guide of valve parts. 90005 90020 90004 Image- Trouvay & Cauvin 90005 90002 Types of Gate Valves 90003 90004 There are three ways to classify the gate valve. 90005 90027 90028 Types of Disk 90027 90028 Solid taper wedge 90031 90028 Flexible wedge 90031 90028 Split wedge or Parallel disks Valve 90031 90036 90031 90028 Types of Body Bonnet Joint 90027 90028 Screwed Bonnet 90031 90028 Bolted-Bonnet 90031 90028 Welded-Bonnet 90031 90028 Pressure-Seal Bonnet 90031 90036 90031 90028 Types of Stem movement 90027 90028 Rising Stem or OS & Y Type (Outside Stem and Screw Type) 90031 90028 Non-rising Stem type 90031 90036 90031 90036 90059 Solid Wedge Gate Valve 90060 90004 Solid wedge is the most common & widely used disk type because of its simplicity and strength.A valve with a solid wedge may be installed in any position, and it is suitable for almost all fluids. It can be used in turbulent flow also. 90005 90063 90004 However, it does not compensate for changes in seat alignment due to pipe loads or thermal expansion. So, this type of disk design is most susceptible to leakage. Solid wedge is subjected to thermal locking if used in high-temperature service. 90005 90004 Thermal locking is a phenomenon in which wedge is stuck between the seats due to the expansion of the metal.Solid-wedge gate valves are generally used in moderate to lower pressure-temperature applications. 90005 90068 90004 Image — Velan is a global leader in valve supply, check their website for more product offerings. 90005 90004 90005 90059 Flexible Wedge Gate Valve 90060 90004 The flexible wedge is a one-piece solid disk with a cut around the perimeter. These cuts vary in size, shape, and depth. A shallow, narrow cut on wedge perimeter gives less flexibility but retains strength.A cast-in recess or deeper and wider cut on wedge perimeter gives more flexibility but compromises the strength. 90005 90004 This design improves seat alignment and offers better leak tightness. It also improved performance in situations where thermal binding possible. Flexible wedges Gate valves are used in steam systems. 90005 90004 Thermal expansion of the steam line sometime causes distortion of valve bodies which may lead to thermal blinding. The flexible gate allows the gate to flex as the valve seat compresses due to thermal expansion of the steam pipeline and prevents thermal blinding.90005 90004 The disadvantage of flexible gates is that line fluid tends to collect in the disk. These may result in corrosion and ultimately weaken the disk. 90005 90083 90059 Split wedge or Parallel disks Gate Valve 90060 90004 Split wedge Disk consists of two solid pieces and holds together with the help of a special mechanism. You can see the same in images. In case, one-half of the disk is out of alignment; the disk is free to adjust itself to the seating surface. The split disk can be in a wedge shape or a parallel disk type.90005 90004 Parallel disks are spring-loaded, so they are always in contact with seats and give bi-directional sealing. The split wedge is suitable for handling noncondensing gasses and liquids at normal and high temperatures. 90005 90004 Freedom of movement of the disk prevents thermal binding even though the valve may have been closed when a line is cold. This means when a line is get heated by fluid and expand it does not create thermal blinding. 90005 90092 90002 Types of gate valve based on body, bonnet connection 90003 90095 90004 90097 1 90098 st 90099 is screwed bonnet: 90100 This is the simplest design available and it is used for inexpensive valves.90005 90004 90097 2 90098 nd 90099 is bolted-bonnet: 90100 This is the most popular design and used in a large number of gate valves. This requires a gasket to seal the joint between the body and bonnet. 90005 90004 90097 3 90098 rd 90099 is Welded-Bonnet: 90100 This is a popular design where disassembly is not required. They are lighter in weight than their bolted-bonnet counterparts. 90005 90004 90097 4 90098 90097 t 90100 h 90099 one is Pressure-Seal Bonnet: 90100 This type is used extensively for high-pressure high-temperature applications.The higher the body cavity pressure, the greater the force on the gasket in a pressure -seal valve. 90005 90002 OS & Y Gate Valve or Rising Stem (Outside Stem and Screw Type) 90003 90124 90004 For a rising stem valve, the stem will go up while opening the valve and move down when you close the valve. You can see in the image. In inside screw design, the threaded portion of the stem is in contact with the flow medium, and when you open the valve, handwheel rise with the stem.90005 90004 Whereas in the case of outside screw design, the only smooth portion is exposed to the flow medium and the stem will rise above the handwheel. This type of valve is also known as OS & Y valve. OS & Y means outside steam and York. 90005 90002 Non-rising Stem Gate Valve or Insider Screw Valve 90097 90131 90100 90003 90134 90004 There is no upward movement of the stem in a non-rising stem type. The valve disk is threaded internally. The disc travels along the stem like a nut when the stem is rotated.You can see the image. In this type of valve, stem threads are exposed to the flow medium. 90005 90004 Therefore, this design is used where space is limited to allow linear stem movement, and the flow medium does not cause erosion, corrosion, or wear and tear to stem material. This type of valve also known as an insider screw valve. 90005 90002 Gate Valve Applications 90003 90141 90028 Gate valves are used in almost all fluid services such as air, fuel gas, feedwater, steam, lube oil, hydrocarbon, and all most any services.90031 90028 Some special gate valve is used in slurry and powder product also such as knife gate valve 90031 90146 90059 Advantages of Gate Valve 90060 90141 90028 Gate valve provides good 90031 90028 Pressure drop during operation is very less. 90031 90028 Most of the gate valve can be used as bi-directional 90031 90028 They are suitable for high pressure and temperature application and required less maintenance 90031 90146 90059 Disadvantages of Gate Valve 90060 90141 90028 It can not be used to control the flow.90031 90028 A gate valve is slow in operation. Opening and closing take time which is good also as it reduces the chance of hammering. 90031 90028 When partially open it creates vibration and noise. 90031 90028 Repairs, such as lapping and grinding of seats are more difficult due to limited access. 90031 90146 90004 90097 Click here to learn about Other Types of Valve 90100 90005 .90000 Opening the gate to efficiency 90001 90002 90003 90004 90005 90006 90007 90008 Dotting the rolling landscape on U.S. 127 in Kentucky, just south of Danville, are a half-dozen small gate manufacturers. 90009 90008 As is typical in many rural areas throughout the nation, most of these shops are small operations where people have learned how to use their skills to contribute to their communities-and, of course, put food on the table. 90009 90008 But then you get to Dunnville, Ky., A village of about 200 people that even many Kentuckians have not heard of-and you hit the gate jackpot.90009 90014 From Wood to Welding 90015 90008 Tarter Gate LLC was once itself a small, family-owned gate-maker. When it first opened, founder C.V. Tarter made wooden gates by hand and peddled them to local farmers. 90009 90008 Since its start in 1945 року, the company has changed in many ways, except for its family ownership and management. Today gates and fences are made from steel, but even their design has changed. At first they were slat style: roll-formed and resistance spot-welded. Today products also are made using steel tube.90009 90008 Its work force also has evolved from its original dozen employees to about 750 and growing, with a new manufacturing facility opening in Box Elder County, Utah, this summer. 90009 90008 Known as the largest manufacturer of animal management and farm equipment, the company markets itself as one of the most financially strong in the agribusiness manufacturing sector. 90009 90008 According to Tarter Tube Plant Manager Todd Harne, this success can be attributed to the one thing that keeps orders coming in: the company’s 100 percent order fill rate, which guarantees that customers will receive their products in 10 days or less.90009 90008 A lot goes into this guarantee, from productivity to marketing-and especially capital investments, according to Harne. 90009 90008 «We could not have continued to grow in the end product if they had not made investments,» he said. 90009 90014 Necessary Upgrades 90015 90008 Even though Tarter Gate’s tubular designs generally are more popular than its slat-style counterparts, the company still manufactures both fence and gate styles. 90009 90008 In its slat-style manufacturing facility, Tarter Gate uses a Yoder roll forming mill and a resistance spot welding machine that employs Entron resistance welding controls and a 4-foot Milco resistance spot welding gun.90009 90008 But its tubular operations, which consist of tube production as well as assembly, have undergone major updates in the last several years to help the company keep pace with its growing sales for the more popular style of animal management equipment. 90009 90008 The company first started making significant capital equipment changes and investments in the ’70s with its first tube mill. When Harne started working at Tarter Gate in 2000, the company had been a two-tube-mill operation since 1993, using American Electric Fusion and Yoder tube mills.Two vacuum tube welders-a 100-kW machine and a 150-kW model-were used to make the metal tubes. In 2003 the company installed a T & H Lemont tube mill; the company remains a three-tube-mill operation today. 90009 90008 In 1994 the company decided it was time to upgrade its tube mills. Although the tube mills were still doing their jobs, it sometimes took special finesse with the relays to keep them running. 90009 90002 90003 90004 90005 90006 90003 90004 For its tube and pipe production, Tarter Gate has upgraded from vacuum tube welding machines to high-frequency, solid-state welding machines.90005 90006 90007 90008 Vacuum tube welding machines, which generally occupy a significant amount of space, are high-voltage machines that use an oscillator tube to convert DC to a switched high-frequency AC. Tarter Gate learned that to maintain its vacuum tube welding machines, a sizable spare parts inventory was necessary. After considering its options for new tube mill welding machines and the various vendors the company could work with, Harne said the company decided to work with Thermatool, largely based on the type of relationship and support it offered.90009 90008 «The people Tarter Gate will work with will be the people who service like we will. We’re only as good as the people who’ll service us,» Harne said. 90009 90008 When Thermatool representatives first visited Tarter Gate, it was evident that the company was running well-but to continue growing its sales, more was needed on the equipment side. 90009 90008 «When we walked in there originally, we could tell that it was an efficiently run plant and the equipment was well-maintained, but there was some vintage equipment in there,» said Pete Meglin, director of North American sales for Thermatool Corp .90009 90008 Meglin said in situations like this, often companies do not realize the money they’re wasting on spare parts, water, and electricity, especially in light of newer technologies that can run parts more efficiently and reliably. 90009 90008 «Thermatool vacuum tube welders served our industry well for many years,» Meglin said, «but the solid-state features and benefits far exceed that of the vacuum tube design and offer significant advantages that make good common sense when taking a tube mill into the future.90009 90008 «In the first year of operation, they [customers who switch from vacuum tube to solid-state tube welding machines] see immediate improvements in weld quality and reliability, with significant cost savings associated with water and electrical usage,» he said. 90009 90008 Tarter Gate agreed that this was the best type of welding machine to purchase as well. Today its three tube mills all use Thermatool high-frequency, solid-state welding machines. In addition, mainly because of Tarter Gate’s success with Thermatool’s welding machines, it upgraded one of its tube mill cutoff machines to a Thermatool model.90009 90008 This new cutoff machine offers faster speeds and a cut consistency of five hairs ‘thickness, Harne said. Although it works the same way the previous cutter did, the new machine works faster-so fast, that it’s actually not used to full speed because the operators likely would not be able to keep up with it, Harne said. 90009 90002 90003 90004 90005 90006 90003 90004 An operator removes steel tubes from one of Tarter Gate’s tube mill cutoff machines. 90005 90006 90007 90014 Growing Pains 90015 90008 Although its investments have paid off, Tarter Gate still has the same challenges that other metal fabricators and manufacturers have, especially when it comes to steel.90009 90008 In all of the company’s facilities, you’ll see nothing but steel used. While the company still owns and operates a saw mill, everything else it processes comes from steel mills. 90009 90008 According to Harne, the price of steel has tripled and even quadrupled for the company. Sometimes the company will get less than it ordered, only to be told that the rest of the order was not available-but if they want to pay a higher price for it, they can get the rest of their original shipment.90009 90008 With steel and energy costs continuously on the rise, the company tries to improve its operations and work more efficiently, so it passes on as little increased cost as possible to its customers. This is where more efficient capital equipment comes in. 90009 90008 For example, a dozen employees used to run anywhere from five to 10 mechanical presses to form parts that must be welded to other parts during assembly. Today two custom-made machines do more than stamp parts-they also bend and form them-and run automatically once programmed.Only one operator is needed to oversee these two machines, which produce loop legs (which hold the corral part of a gate up off the ground) and various hay feeder parts. 90009 90008 «These machines paid for themselves in about a year,» Harne said. 90009 90008 Capital investments and smarter machines are not the only ways to boost productivity, though. Harne said self-efficiency also has been and continues to be important. 90009 90008 «We can do anything ourselves,» Harne said, «installing tube mills, electrical, machining.»He feels this is the key to surviving the ups and downs in manufacturing. 90009 90008» You need to be able to not depend on anybody, «he said. 90009 90008 Today Harne sees Tarter Gate as being in a growing-pains phase, with expansion plans in the works and room to grow in Kentucky. As the company continues to market its products, Harne said he looks forward to more investments and continued growth as the company keeps a pulse on the needs of its customers throughout America’s farmland. 90009.
Добавить комментарий