
Эскизы художественной ковки
На данной странице вы найдете сведения по теме “эскизы”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Администрация сайта не может выкладывать эскизы, являющиеся собственностью их авторов и нарушать их авторские права, но здесь вы найдете ссылки на источники, где можно легально получить эскизы.
Художественная ковка обладает не только своей функциональностью и практичностью, но и красивым внешним видом. Ковка – это создание уникальной конструкции, не похожей на другие. Такой вид ковки выбирают люди, которые хотят придать своему жилищу респектабельный и роскошный вид.
Если вы поклонник искусства художественной ковки, то обставьте коваными изделиями весь ваш дом, всю его территорию. Они создадут ощущение антикварности, старинности. Первое, что видит гость, подойдя к вашему дому, – это ограждение.
Заборы изготавливают по индивидуальному заказу, так как специалисты сначала должны определить степень технологичности проекта, возможность изготовления из материалов, которые есть в наличии.
Если вы уже установили обычный забор и не хотите его менять (хотя других более прочных и красивых ограждений вы не найдете), то его невзрачность можно преодолеть, сделав красивые кованые ворота.
Они станут визитной карточкой вашего дома, а также гарантией защиты и безопасности. Любой специалист сможет показать самые различные эскизы ворот, на любой вкус и цвет.
Итак, продвигаемся дальше. Заходят к вам в дом гости и видят там шикарные кованые перила! Это обязательное украшение дома состоятельного человека. Если уж вы решили сделать своё жилище настоящим дворцом, то не стоит экономить.
Дизайнеры могут предложить вам фантастические идеи. Например, благодаря состариванию металла перила превращаются в антикварный предмет.
Удивительно, что с помощью ковки делают всё что душа пожелает: мебель и её декор (столы, стулья, табуреты, кровати), различные конструкции мангалов, скульптуры, вывески, светильники, люстры. Припоминаете, что нечто подобное вы видели в фильмах о Средневековье, о правящих королях и королевах, о принцах и принцессах. В общем, благодаря ковке у вас есть возможность создать атмосферу старинного дворца.
Если вы решились на столь серьезную покупку, то обратитесь к настоящему специалисту. Лучше всего поспрашивайте у знакомых или почитайте отзывы в Интернете. В первую очередь он должен показать вам эскизы кованых изделий. Стоимость кованого изделия зависит от количества и сложности элементов. Стоимость окрашивания варьируется в зависимости от выбора покрытия. Цена установки зависит от способа монтажа.
Холодная ковка фото эскизы
Дизайн-проект. Эскизы.
Один из самых главных этапов создания любой вещи является создание ее эскиза, и кованые изделия не исключение. Эскиз – это рисунок изделия, выполненный без соблюдения масштабности размеров, но с соблюдением пропорций изделия. Выполняется такой рисунок для того, чтобы клиент и мастер могли четко представлять объем и вид работы. На основе эскиза в дальнейшем будут изготовлены чертежи, в которых отображаются все необходимые размеры.
Кованый мост по эскизуДля чего делаются эскизы кованых изделий
Ковка очень красивый способ изготовления металлических изделий. Однако изготовление кованых украшений по четкому чертежу практически невозможно, так как сам процесс выполнения работ, не дает возможности обеспечить достаточную точность. Поэтому при изготовлении применяются эскизы кованых изделий (в дальнейшем кованые эскизы).
Причины изготовления эскизов:
- Клиент должен четко понимать, что он заказывает, и как будет выглядеть готовая работа. Поэтому эскиз выполняется в виде четкого рисунка простым карандашом, с учетом всех пожеланий и размеров, указанных клиентом.

- Расчет необходимого количества материала и срока выполнения работы. На основании эскиза мастер определит необходимое количество материала и сроки выполнения, а значит, и стоимость заказа.
Именно по этим причинам перед началом выполнения работ, всегда рисуется эскиз.
Особенности кованых эскизов
В отличии от рисунка любой другой вещи, кованные эскизы являются уже готовым вариантом, и в дальнейшем не будет переделываться. Поэтому они имеют несколько особенностей:
- Соблюдение не только пропорций, но и масштаба изделия, с учетом всех размеров.
- Выполнения эскиза после уточнения размеров изделия.
- Художественно оформление. Поскольку кованые эскизы – это рисунки изделий, то они выполняется на профессиональном уровне, с нанесением всех декоративных элементов и соблюдением правил художественного рисования.
- Изображения в объеме. Эскиз кованого изделия по возможности и необходимости выполняется в объеме, для больше наглядности.
Учитывая все эти особенности, мастер с большой тщательностью выполняет рисунок.
Эскизы в настоящее время
Для чего рисовать эскиз. Если можно сделать фотографию? Если, вы заказываете изделие серийного производства, то в принципе достаточно будет и фотографии. Но, в случае изготовления индивидуального заказа, кованые эскизы обязательны. Они могут быть:
- Самостоятельным изображением. В этом случае изделие не входит в другую конструкцию, а является самостоятельной единицей. Например кованные цветы, которые становятся все более популярными в последнее время.
- Дополнение к другим чертежам. В случае изготовление украшений для других изделий, или изготовления всевозможных секций оград, ворот и т.д., эскизы кованых изделий могут входить в состав других чертежей, или общего вида объекта. Таким образом, определяется внешний вид и полные размеры будущего изделия.
Изготовление элементов и деталей при помощи ручной ковки, практически искусство, сродни живописи. Именно поэтому кованые эскизы не потеряли популярности в настоящее время. И многие мастерские нанимают отдельных людей, с талантом художника, для работы над такими проектами.
Именно поэтому кованые эскизы не потеряли популярности в настоящее время. И многие мастерские нанимают отдельных людей, с талантом художника, для работы над такими проектами.
Порядок изготовления эскиза кованых изделий
Для того, что бы правильно выполнить эскиз, художник должен иметь некоторые навыки:
- Уметь рисовать на среднем или высоком уровне. для выполнения эскиза не требуется талант да Винчи, но рисовать необходимо четко и красиво.
- Иметь четкие познание в геометрии. Ковка включает в себя дополнительные украшения, которые необходимо правильно распределить по площади. А для этого, надо уметь рассчитывать эту площадь, в том числе и сложны фигур.
Этапы выполнения эскиза:
- Выяснения размеров изделия или украшения.
- Определения дизайна изделия. При полном взаимодействии с заказчиком, выполняется разработка внешнего вида изделия и уточнения всех видов и количества декоративных украшений.
- Нанесение общего контура изделия, с учетом масштабности и точных размеров.
- Распределение по своим местам всех декоративных украшений.
Выводы
Изготовление эскизов кованых изделий – трудоемкий и сложный процесс, требующий от художника определенных навыков и строго соблюдения правил, как чертежного дела, так и художественного рисования. Правильное изготовление эскиза – гарантия соблюдения всех пожеланий заказчика и размеров изделия. Изготовление кованых элементов слишком трудоемкий процесс, что переделывать его заново. Поэтому, если вам предлагают сделать работу без эскиза «на глаз» не соглашайтесь, пожалейте ваше время и деньги. Четкое соблюдение всех элементов и размеров эскиза – гарантия качественного изготовления детали.
Фото изделий, полученных способом холодной ковки: особенности метода, преимущества и недостатки
Кованые изделия с давних пор пользуются большой популярностью во всем мире, отдельное место занимает ковка художественная. Ее красота завораживает своими изящными и плавными линиями, оригинальной красотой.
Многие из нас понимают, что такое ковка, поэтому сразу представляют перед собой кузню, в которой молотом орудует кузнец, превращая кусок раскаленного металла в красивое кованое изделие. Так, происходит, когда речь идет о горячей ковке, в холодной все иначе, она не нуждается в раскаленной заготовке, металл можно обработать ручным способом в домашних условиях. Как это происходит, что это за процесс, какими бывают кованые изделия, выполненные таким способом можно увидеть на фото образцов изделий и прочитав статью.
Особенности холодной ковки
Метод художественной обработки металла является наиболее популярным — это быстрый и высокотехнологичный процесс. Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Во время ковки на металл воздействует давление и оно его укрепляет, в результате получается деталь, которая впоследствии почти не подвергается разрушению. Метод холодной ковки под силу опытным мастерам, поскольку при ошибочной обработке снова повторить действия с заготовкой будет очень сложно. Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
- заборы и перила;
- оконные решетки;
- ограждения и лестницы;
- беседки, фонари и мангалы;
- элементы для декорирования каминов;
- мебель и предметы интерьера.
И это еще неполный список предметов, которые можно выполнить методом холодной ковки. Предметы, полученные таким способом, как это видно на фото могут собой украсить любой интерьер своими формами и стилем.
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.
Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Достоинства кованых изделий
Несмотря на то, что появилось много новых и современных видов материалов, подходящих для декорирования загородных домов, большинство людей отдают предпочтение кованым изделиям. Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:
- долговечность и красота;
- хорошие защитные функции;
- возможность заказать изделие по индивидуальным размерам, эскизам и в любом стиле;
- ручная работа, изделия всегда сочетаются с другими материалами.
Перечень достоинств художественной ковки можно еще продолжить, поскольку такие изделия прекрасно сочетают в себе много положительных качеств. Представленные на сайтах фото ярко характеризуют всю красоту, функциональность и долговечность изделий.
К недостаткам можно отнести только высокую стоимость ковки и чувствительность металла к коррозии. Если изделия слишком сложные по конструкции, то их будет тяжело обработать и покрасить.
Покраска для кованого металла
Специалисты рекомендуют перед покраской использовать грунтовку, чтобы в дальнейшем даже самая лучшая и дорогостоящая краска не так быстро потеряла свои свойства. Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Хорошие краски содержат в своем составе преобразователи ржавчины, наносить их лучше в два слоя. Самый оптимальный выбор — это промышленные виды красок, стоят они дорого, но обеспечивают надежное и стойкое покрытие. Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Стоимость изделий
На многих сайтах представлены каталоги с фото и ценами кованых изделий. Решетки, козырьки, навесы, предметы домашнего и ландшафтного интерьера выглядят очень эффектно и красиво. Есть мастера, работающие над необычными предметами, например, скульптуры рыцарей, изготовленные также из кованого металла.
Чтобы лучше рассмотреть фото можно увеличить картинку, а также прочитать описание представленного изделия с его размерами, узнать цену за погонный метр или за весь предмет.
Многие компании предлагают выполнить индивидуальный заказ, чтобы получить эксклюзивное изделие методом холодной ковки. Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Холодная ковка своими руками может стать для многих интересным и полезным занятием. Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего. Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем.
Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего. Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Эскизы | Художественная ковка Тулы
Фото эскизов художественной ковки — лучшая ковка, какую можно придумать. Реализуем любую Вашу фантазию, подкрепленную нашими технологиями. ФОТО ВЫПОЛНЕННЫХ РАБОТ>> (Москва, Московская область, Тула, Тульская область, — много выполненных объектов и изделий)
Узоры ковки для лестниц и ограждений представлены различными стилями и типом исполнения (прямые, радиальные, наклонные). Эскизы пополняются, на сайте представлены основные типы, вариации рисунков ковки подбираются по ходу работ над заказом.
ГОТОВЫЕ ЭСКИЗЫ КОВКИ: беседки, балконы, ворота, забор, перила, калитки, лестницы. Послужат для определения того, что Вам нравится или будут основой для разработки нами индивидуального рисунка ковки для Вашего дома…
Наш полный ассортимент художественной ковки металла на ВЕСНУ 2017! >>
ЛЮБОЙ ПОНРАВИВШИЙСЯ ЭСКИЗ, мы можем адаптировать для Вашего кованого изделия — к примеру, рисунок из красивой лестницы гармонично впишется в Вашу калитку.
— Узнайте больше, задав вопрос: VIBER, WhatsApp +79036970804 (можно прислать выбранный рисунок)
Эскизы кованых лестниц
Кованые лестницы, перила и ограждения — как и фасады домов и интерьеров создаются сообразно стилю и назначению. Рисунки ковки направлений — классика, этника, модерн, арт-деко и др. идеально подчеркивают образ дома соответствующего стиля и проекта.
Балкон фантазия Кованая лестница Кованая лестница Кованая лестница Кованая лестница Кованая радиальная лестница Кованая лестница главный вход Кованые радиальные перила лестницы Кованая лестница Кованое ограждение «лоза» лестницы Кованое ограждение лестницы Кованое ограждение лестницы Кованые перила Кованые перила Кованые перила главный вход Кованые перила лестницы Кованые перила Ковка ограждение лестницы Кованая лестница с радиальным поворотом Лестница с радиальными коваными перилами Ограждение кованое лестницы Ограждение лестницы Ограждение лестницы Перила кованые лестницы Кованое ограждение лестницы
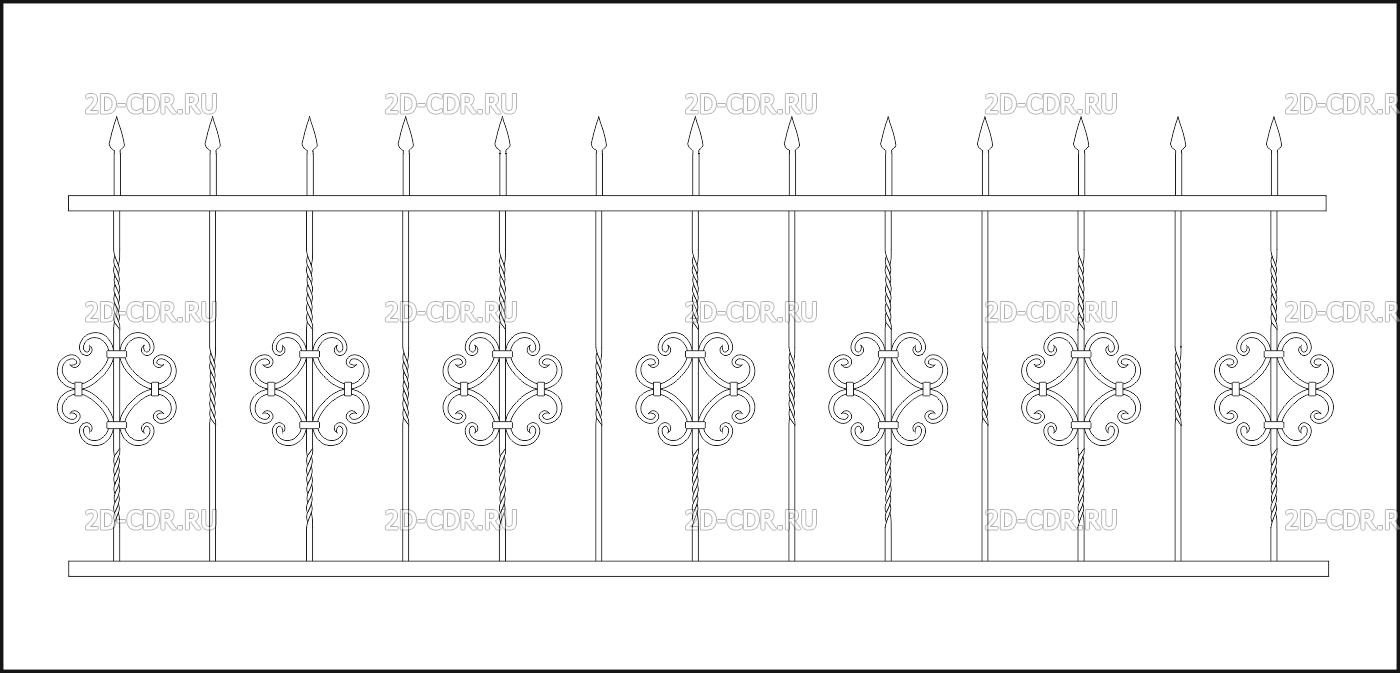
Эскизы кованых заборов, ворот и калиток
Кованый забор, ворота и уютная кованая калитка, которую Вы ежедневно открываете — придадут Вашему дому завершенный архитектурный вид.
Ворота и калитка кованая Кованая ограда Кованые ворота Кованые ворота Кованые ворота со светильниками и забор Кованые ворота со светильниками и забор Кованые ворота и забор Кованый забор со светильниками и ворота Кованый забор Кованые ворота и забор
Эскизы кованых балконов
Кованые балконы, французские и обычные, маленькие и большие — для любого дома станут украшением фасада и подчеркнут красоту стильного проекта.
Кованое ограждение балкона Кованый балкон Маленький кованый балкон Кованое ограждение балкона Кованое ограждение балкона Кованый балкон Круглый объемный кованый балкон Кованый радиальный балкон Кованый балкон Маленький кованый балкон Круглый объемный кованый балкон Радиальный объемный кованый балкон Кованый балкон Кованый балкон Кованый балкон Кованый балкон Кованый балкон ручная ковка Кованый объемный балкон Кованый балкон Кованый объемный балкон Объемный кованый балкон Радиальный кованый балкон Радиальный кованый балкон Кованый балкон Кованый балкон ручной ковки Кованый балкон со столбами Кованый балкон Кованый балкон Кованый балкон
Эскизы кованых светильников и люстр
Кованые светильники и люстры различных размеров — от настенных до больших высоких с 3 по 1 этаж. Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
Кованые светильники Кованые люстры Кованые столбы освещения Кованая люстра Кованый фонарный столб Кованый забор со светильниками Фонарь ковка Кованый забор со светильниками и ворота Кованые ворота со светильниками и забор Кованые ворота со светильниками и забор
Эскизы кованых козырьков и входных групп
Кованые входные группы, входные лестницы и перила являются основным украшением главного фасада Вашего дома, живыми линиями художественной ковки приглашая войти к себе домой.
Кованая лестница входа Кованая входная группа Кованые входные перила Кованая входная лестница Кованое ограждение веранды Кованое ограждение веранды Кованые входные перила и балкон Кованая входная группа с балконом Навес ковка Навес кованый металлоконструкция Кованый навес металлоконструкция Кованая входная группа Кованый навес Входной козырек кованый и элементы декора здания Кованая входная группа Кованый навес металлоконструкция
Эскизы кованых беседок и скамеек
Кованые беседки и мостики, садовые скамейки и мангалы, арки и ограждения клумб добавят Вашему саду нотку поэзии.
Кованая скамейка Кованая скамья Кованая уличная скамейка Кованая беседка Кованая беседка Кованая беседка Кованая беседка Кованая беседка Кованая беседка Беседка кованая Кованая беседка
Эскизы кованых элементов интерьера
Кованые элементы интерьера изящно подчеркивают общий стиль дома и во многих случаях служат гармонизирующим элементом для больших залов, гостинных, каминных, винных погребов или незаполненных пространств арок, проемов, зимних садов.
Каминные аксессуары Каминные аксессуары Кованый декор интерьера прихожая Кованая прихожая Кованый стол Кованое зеркало Кованая мебель Кованый декор Кованый стол Кованое трюмо
Больше эскизов ковки
Выше приведены эскизы и рисунки ковки различных стилей, позволяющих наиболее полно охватить различную реализацию кованых изделий. Больше эскизов и чертежей Вы можете увидеть при встрече с нами или сделав запрос на интересующий рисунок ковки.
Детальные и подробные чертежи проектов прорабатываются под реальные размеры, немного видоизменяясь или дополняя исходный рисунок новыми линиями и элементами.
Только истинный ценитель понимает, как наполняет жизнью любой интерьер ставшая символом роскоши и процветания ковка. Она чудесно вписывается как в классический стиль, так и в современные дизайнерские направления. Как ни странно, металлические предметы могут добавить любому помещению прозрачности, легкости и даже романтики.
Стили ковки
Кованые изделия вписываются в убранство любого характера, но должны точно гармонировать с выбранным образом.
Не теряющему актуальности классическому стилю подойдет рисунок с простыми симметричными формами.
В готическом интерьере уместны сложные узоры и переплетения в той же симметрии.
Романский стиль – это массивность и основательность. Здесь применяются толстые линии, словно корни, из которых вырастают крупные завитки или симметричные спирали.
С барокко, пышущим величием и богатой отделкой, сочетаются замысловатые, вычурные узоры.
Ренессанс орнаментируют природные рисунки в виде плодов и листьев, различных спиралей, ягод, собранных в гирлянды.
Рококо наполнят богатством невесомые тонкие линии. Неотъемлемой частью данного стиля являются игривые формы и элегантные объемные цветы.
Модерн декорируют ассиметричные, необыкновенные украшения. Причудливые очертания, лишенные углов, и экзотические цветы отличают этот стиль от остальных.
Ар-деко – вариант модерна, в котором доминируют геометрические формы, мотивы Египта и Древнего востока.
Ампир – это плавные линии, растительные орнаменты, волюты, концы которых скручены в улитку. В центре завитка может располагаться цветочный фестон.
Русский стиль, отличающийся особой энергетикой, резными орнаментами, характерной натуральностью и простотой, украсят кованые растительные рисунки с цветами по центру.
В хай-тек, выделяющийся своей функциональностью и конструктивизмом, идеально вписываются прямые геометрические линии.
Применение ковки
Элементы ковки можно встретить в различных предметах обстановки. От наружной части дома до мебели, используемой в интерьере, и функциональных предметов. Кованые мостики в саду создадут комфорт и уют. Забор с металлическими коваными вставками не просто станет элегантным украшением вашего участка, но и послужит защитой на несколько десятилетий. Ворота, уличные фонари, мангалы, перила, калитки, решетки для растений…
Не каждый мастер ковки может внести волшебную нотку в дизайн помещения. Тут нужен опытный профессионал-художник. Ковка является завершающим этапом украшения интерьера, последним штрихом.
Материалы для ковки
Уже с древних времен сталь признана самым лучшим материалом для ковки, благодаря своему химическому составу. Применяется и более податливые материалы, например, чугун или медь.
Виды ковки
Существует два вида ковки: горячая и холодная. Отличаются они как стоимостью, так и художественной ценностью. Горячая ковка – процесс, требующий огромных усилий и специальных навыков. Заготовка нагревается до высоких температур. Затем с помощью молота ей придают задуманную форму. Для соединения деталей используются клепки и хомуты. Работа дорогая, но подобных узоров можно встретить лишь единицы.
Заготовка нагревается до высоких температур. Затем с помощью молота ей придают задуманную форму. Для соединения деталей используются клепки и хомуты. Работа дорогая, но подобных узоров можно встретить лишь единицы.
С холодной ковкой дела обстоят немного проще. Здесь за мастера работает матрица и пресс. Выглядят исходные детали, тоже красиво и богато, но весь рисунок ковки создается опираясь на видоизмененные, но одинаковые детали — вензеля, завитки, листья. Такие узоры имеют более частое применение.
За долгие годы работы получен бесценный опыт и мастерство. Уверены, что Вы обратитесь к нам.
Выполняем работы по Туле, Москве и областям этих городов.
КУЗНЯ «ГЕРОНА»
офис по адресу: 300062 г. Тула, ул. Октябрьская д. 60/1, офис 4 ООО “ГЕРОНА” ИНН 7103518118 официальный сайт: www.tula-kovka.ru
8 (930) 791-00-41
тел. в Туле: (4872) 79-00-41Часы работы: с 8-00 до 18-00. Выходной — воскресенье.
email: [email protected]
Выбор цвета и патины для ковки >>
Посмотрите фото художественной ковки:
Посмотрите другие фото ковки:
Кованые оконные решетки и цветочницы
Кованые заборы, ворота и калитки
Французские балконы и обычные
Кованые козырьки
Художественная ковка (47 фото): красота, воплощенная в металле
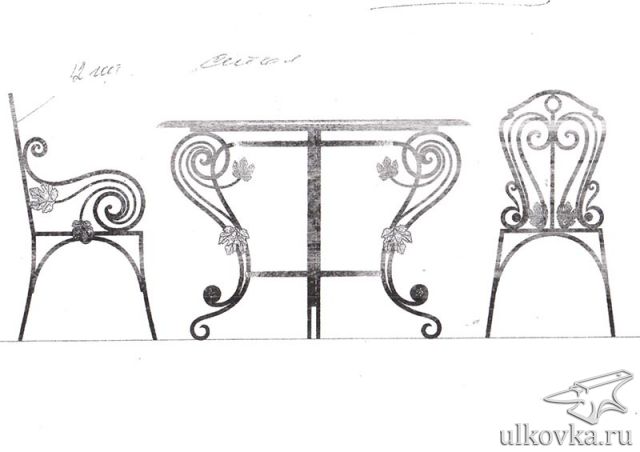
Кованые стулья и стол в нежном дизайне
Эксклюзивная художественная ковка – отличный способ добавить дому изысканности, утонченности и уюта. При этом совершенно необязательно наполнять весь дом коваными предметами – небольшой штрих, например, кованый подсвечник, сразу преобразит интерьер, который заиграет новыми красками.
Содержание
Кованая мебель – это долговечность и прочность, сочетающиеся с благородным внешним видом, она широко используются в разных стилях, от барокко до прованса. Ажурные кованые столики и стулья привлекают внимание неповторимым сочетанием воздушности и прочности. А кованые кровати, благодаря легкости и невесомости художественной ковки, добавят спальне особого шарма и выразительности.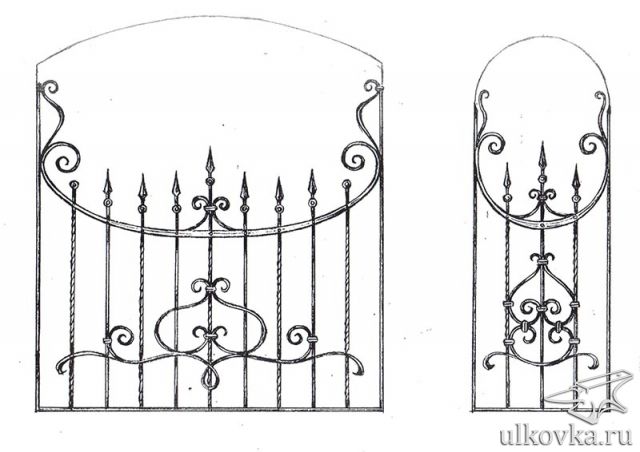 Изысканной деталью станет большое зеркало в кованой раме, размещенное над камином.
Изысканной деталью станет большое зеркало в кованой раме, размещенное над камином.
Шикарная кованая кровать — настоящее украшение спальни
Изысканные кованые элементы в ванной
Художественная ковка по металлу активно используется для получения функциональных предметов декора – держателей для цветов, подставок для зонтиков, вешалок для одежды, ваз для цветов, рам для часов и зеркал, перегородок или ширм, каминных решеток или подставки под дрова. И это уже не говоря о кованых лестничных перилах, которые могут стать одним из доминирующих акцентов в интерьере.
Кованая подставка для цветов стилизованная под велосипед
Красивая кованая вешалка для для зонтов и подставка для одежды
Кованая скамья-качалка выкрашена в яркий бирюзовый цвет
Кованые каминные принадлежности
Изюминка интерьера — кованые перила и люстра
Кухонный столик на кованых ножках
Кованые изделия хорошо сочетаются с деревом, стеклом, камнем, текстилем, декоративными растениями и зеркалами, кованое кружево используют для получения витражей, дополняют вставками из тонированного стекла, дерева, шлифованного металла или перламутра.
И конечно же, кованые изделия незаменимы при декорировании приусадебных участков – кованые ворота, ограды и решетки, беседки и навесы, мангалы и ажурные мостики – все это органично дополняет общий экстерьер, добавляя ему изящности и аристократизма.
Ярко-желтые кованые ворота
Изящный ажурный кованый балкончик
Кованый мангал в виде шара
Кованая решетка на окне — защита и декор
Кованая калитка — изысканное украшение двора
Художественная ковка: стилистическое разнообразие
Одной из причин того, что художественная ковка металла не теряет своей востребованности является стилистическое разнообразие, что позволяет добиться живописности, целостности, гармоничности в оформлении как экстерьера, так и интерьера здания. Для ковки фактически не существует стилистических преград:
Для ковки фактически не существует стилистических преград:
- готика – для неё характерно общее устремление ввысь, острые навершия и шипы, стрельчатые арки и узкие просветы. Основа готического кованого ордера – части окружности, формообразование предельно геометрично. Излюбленные мотивы – розетки, лилии, прорезные трилистники, четырехлистный клевер (крестоцветы), листья аканта, вплетающиеся в геометрические ажурные орнаменты
Кованая кровать в готическом стиле
- ренессанс – для него характерно использование для ковки круглого прутка. Из него формируют роскошные разветвления и спирали, которые на концах превращаются в цветы и листья. Развитие рисунка происходит от центра, в этом случае рама выступает просто в роли некоторого ограничителя рисунка. Кованые заборы, лестницы и ворота отличаются пышностью и утонченностью, композиция отличается гармонической ясностью и соразмерностью всех частей, типичные элементы: спирали, волюта, саблеобразные листья и плетенка. В современном барокко ковку дополняют литыми (штампованными) цветами, листьями, вензелями, картушами и даже бюстами
Кованые кресла и столик выполнены в стиле ренессанс
- барокко – шик, помпезность, вычурность. Очень эмоциональный стиль, в нем множество розеток, декоративных листьев, замысловатые узоры и сложные формы. Пришедшие из ренессанса плетенки, спирали, саблевидные листья сплетаются в запутанные заросли, которые дополняются праздничными гирляндами, натуралистичными цветами, вазами, драконами, масками. Формы отличаются динамичностью и беспокойным ритмом изогнутых линий
Вычурная и помпезная кованая кровать
- классицизм – сохранив пластичность и декоративность барокко, он более строгий и лаконичный, черпает мотивы из античных источников. Типичные узоры – виноградная лоза, меандры, копья, рельефы, венки, в орнаменте листья плавно изгибаются, а завитки – вытягиваются. Композиция – уравновешенная, рисунки симметрично повторяются, акцент делается на скульптурность форм
Классицизму присущи строгость и лаконичность
- модерн – для него характерны лишенные углов, пластичные очертания, с явно выраженной асимметрией, почти полное отсутствие прямых линий. В узоре преобладают растительные, природные мотивы, появляются экзотические цветы – орхидеи и ирисы, завитки и линии свободно и плавно перетекают друг в друга. В модерне просматриваются восточные мотивы, орнамент со множеством пересечений и изгибов
 В узоре преобладают растительные, природные мотивы, появляются экзотические цветы – орхидеи и ирисы, завитки и линии свободно и плавно перетекают друг в друга. В модерне просматриваются восточные мотивы, орнамент со множеством пересечений и изгибов
В узоре преобладают растительные, природные мотивы, появляются экзотические цветы – орхидеи и ирисы, завитки и линии свободно и плавно перетекают друг в друга. В модерне просматриваются восточные мотивы, орнамент со множеством пересечений и изгибовКованые лестничные перила выполнены в стиле модерн
Изделия художественной ковки: как правильно ухаживать
Долговечность – несомненный козырь кованых изделий, но чтобы ковка радовала владельца замысловатыми узорами и изящными линиями долгие десятилетия, она все же требует определенного ухода. Художественная ковка своими руками потребует минимального ухода — кованный некрашеный металл может служить столетиями, но вот только его внешний вид будет явно желать лучшего – ржавчина не только испортит внешний вид, но и серьезно угрожает его физическим и эксплуатационным показателям. Приемы и методы ухода напрямую зависят от места и условий эксплуатации.
Кованое изделие можно окрасить в любой цвет
Элементы художественной ковки, которые находятся внутри зданий, фактически не нуждаются в специальной антикоррозийной защите. Уход за ними – это, прежде всего, поддержание их эстетически привлекательного вида, а значит – в регулярном удалении (чистке) поверхности от загрязнения и пыли:
- для чистки используют влажные губки, специальные салфетки или аэрозоли
- не рекомендовано использовать для чистки кованных предметов абразивные пасты или порошки – они могут повредить нанесенных защитный слой.
- очень часто для защиты кованной мебели используют обыкновенный воск – он не только эффективно предохраняет металл, но и делает внешний вид кованных предметов эффектным и привлекательным.
- если же металл потускнел, то «освежить» его растворами лимонной кислоты или пищевой соды, а для полировки использовать сухие салфетки и мел, смоченные в растворе нашатырного спирта с водой.
Изысканные кованые элементы в ванной — нарядно и дорого
Кованный металл, который эксплуатируется вне помещений, требует гораздо большего внимания, особенно – в первые годы, когда требуется его ежегодное окрашивание (лучше — весной).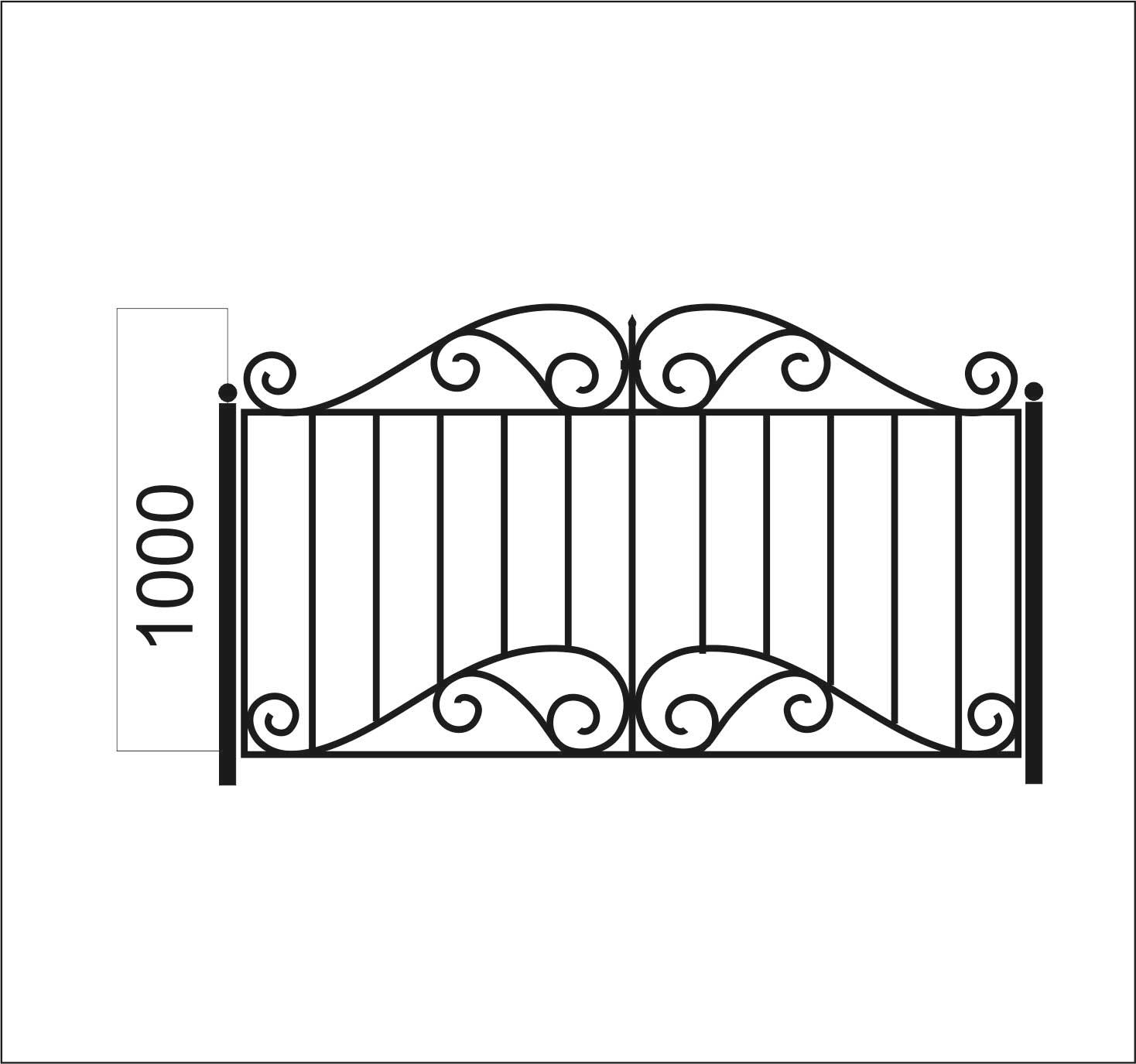 Со временем, при периодической покраске, на плоскости металла образуется достаточный защитный слой, поэтому интервал окрашивания увеличится. Изделия художественной ковки, используемые на улице, нецелесообразно покрывать лаком – это покрытие слишком чувствительно к перепаду температур, из-за чего быстро разрушается.
Со временем, при периодической покраске, на плоскости металла образуется достаточный защитный слой, поэтому интервал окрашивания увеличится. Изделия художественной ковки, используемые на улице, нецелесообразно покрывать лаком – это покрытие слишком чувствительно к перепаду температур, из-за чего быстро разрушается.
Если кованое изделие будет использоваться на улице — его лучше окрасить или покрыть лаком
Если же ржавчина все же появилась (или речь идет о восстановлении какого-то антикварного образца), то следует определиться с тем, какая площадь поражена. Небольшие участки можно зачистить металлической щеткой. Если же ржавчины много (коррозии подвержена большая площадь), то можно воспользоваться пескоструйным аппаратом при условии, что изделие может быть демонтировано (перевезено в мастерскую). В противном случае, ржавчину можно удалить, прогрев места ей возникновения – после воздействия высокой температур окислы с металлической поверхности удаляются достаточно легко.
Величественная кованая люстра в интерьере
Когда ржавчина удалена, на предварительно обезжиренную поверхность наносится грунтовка – состав, который блокирует контакт металла с внешней средой. Входящие в её состав специальные ингибиторы, с одной стороны, замедляют ход коррозии, а с другой – химически её преобразуют. Кроме того, нанесение грунтовочного слоя позволяет аккуратнее и лучше нанести на металл краску. Оптимально использовать материалы (краску, грунтовку) одного производителя – взаимодействуя и взаимно дополняя друг друга, они усилят антикоррозийную защиту. Как вариант – специальные составы «три в одном», которые включают в себя антикоррозийный слой, грунтовку и декоративное покрытие. В этом случае будет просто достаточно удалить ржавчину, обезжирить металл и нанести состав.
Совет! Отдельного внимания потребует каминная решетка – чтобы не повредить структуру металла, который подвергается систематическим перепадам температуры, её противопоказано мыть водой, только протирать немного влажной губкой.
Красивые кованые ворота
Произведение искусства — кованая кровать с балдахином
Из металла можно создать совершенно необыкновенные композиции
Кованые изящные стулья — яркие акценты в интерьере
Кованый кран для воды в виде дракона
Художественная ковка металла фото эскизы
Элементы художественной ковки
Изделия, получаемые методами художественной ковки, всегда являются прочными, эксклюзивными. Одновременно они производят и глубокое эстетическое впечатление на окружающих. Именно поэтому продукция кузнечных дел мастеров столь популярна и востребована.
Разновидности элементов холодной ковки металла
В зависимости от сложности, которую должны иметь элементы художественной ковки, и материала, применяемого для их производства, различают ковку в горячем и холодном состояниях. При производстве кованой продукции из стали, со сложными орнаментами, необходимого уровня пластичности деформируемого материала можно достичь лишь при его предварительном нагреве до ковочных температур. Для низкоуглеродистых сталей нижний предел таких температур начинается от 1000 — 1150 °С. С повышением процентного содержания углерода требуемая ковкость стали достигается при меньших температурах: 800 — 900 °С. Для нагрева исходного материала применяются печи малоокислительного нагрева, хотя для небольших мастерских характерны и кузнечные горны, работающие на твёрдом топливе.
Виды кованых элементов — «Завитки»
Холодная ковка (штамповка) может производиться как при температуре окружающего воздуха, так и при температурах, не превышающих предела начальных структурных изменений, т.е., до 200 — 250 °С. Преимуществом холодной ковки считается повышенная точность готовой продукции и отсутствие на ней поверхностной окалины, а горячей – меньшие удельные усилия формообразования. Кроме того, при помощи операций ковки в холодном состоянии можно выполнять рельефные кованые элементы на листовых и полосовых заготовках, а также на изделиях из цветных металлов и сплавов.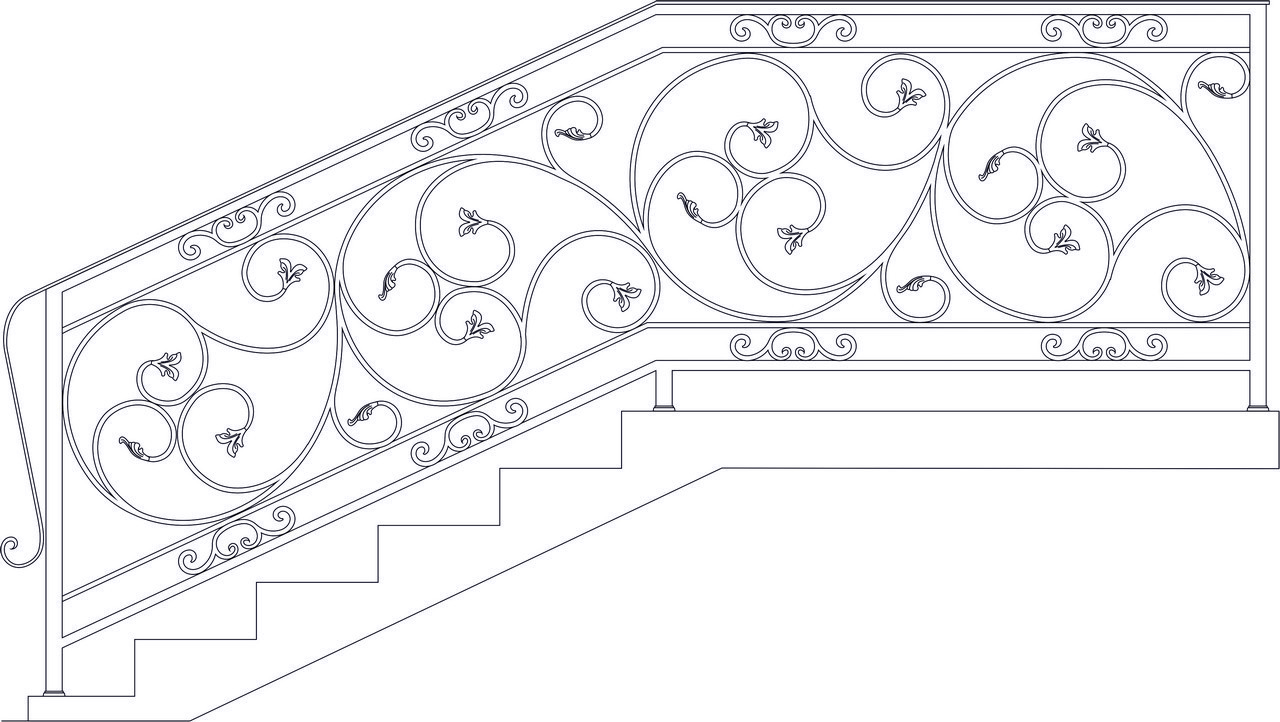
Кроме собственно ковки, операции пластического деформирования металла применяются также и для соединения готовых элементов в законченные художественные композиции. Технология сварки для таких случаев малоприемлема, поскольку в зоне сварного шва металл всегда имеет пониженную прочность, а сама зона во многих случаях выглядит настолько неприглядно, что нуждается в трудоёмкой зачистке. Поэтому истинные мастера своего дела для соединения применяют кузнечную сварку. Она заключается в нагреве готовых элементов до температур повышенной пластичности металла (до 650 — 700 °С), после чего орнамент для ковки обжимают или расклёпывают частями, либо при сборке. Для такой технологии конечная прочность соединения соответствует прочности отдельных его элементов.
Элементы кованых узоров
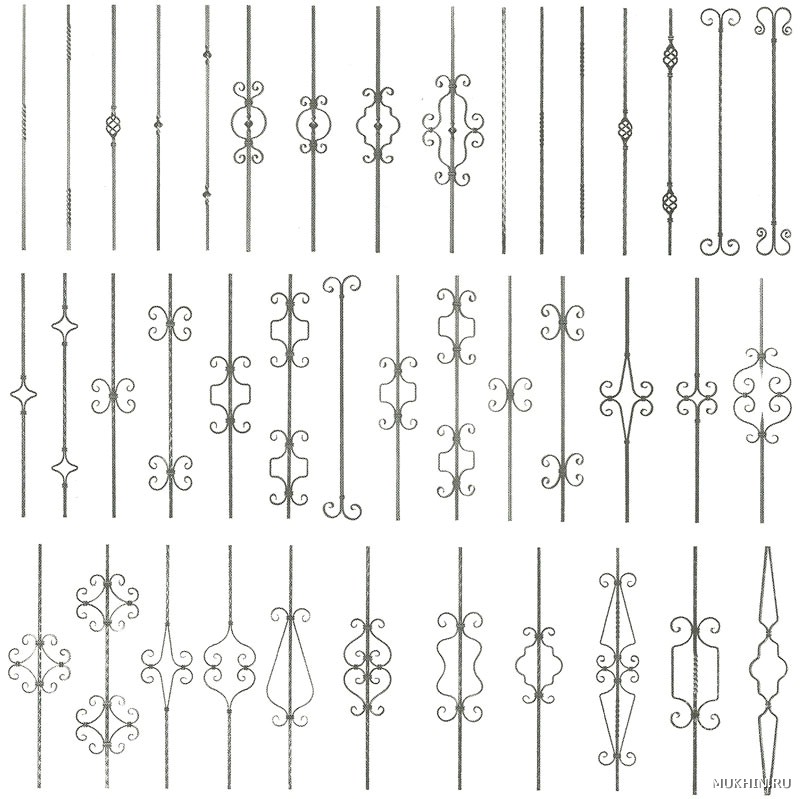
Для объёмного металлопроката (пруток, проволока) применяются следующие кованые элементы:
- Спираль. Рисунок кузнечной спирали состоит из постепенно уменьшающихся к её основанию пространственных незамкнутых окружностей. Спираль может быть одно- и двунаправленной. В последнем случае диаметры могут периодически изменять направление своего уменьшения на противоположное. Кроме того, иногда может также изменяться (уменьшаться) диаметр исходного прутка или проволоки.
- Двойная спираль. Такие кованые элементы представляют собой пространственные фигуры, каждая из которых представляет двухрядную обычную спираль. При этом своей средней частью данный элемент имеет наибольший диаметр, из-за чего иногда такой орнамент для ковки называют ещё китайским фонариком. Для получения орнамента используются два прутка или отрезка проволоки большого поперечного сечения.
- Волюта. Геометрически такой вид орнамента представляет собой завиток произвольной формы, который может размещаться вертикально, или горизонтально. Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
- Крутень. В технологии художественной ковки крутень формируется закручиванием части стержня (или всей заготовки). Направление скручивания такого орнамента — всегда монотонное, поскольку даже для высокопластичного состояния пруток, закручиваемый попеременно то в одну, то в другую сторону, может разрушиться из-за превышения деформируемым металлом предела своей прочности на кручение.
- Навершие. Такие кованые элементы применяются на украшения головок оград и заборов, а также оконных решёток. Они представляют собой части прутка с острой кромкой на одном из торцев, к которому впоследствии прикрепляется ряд завитков.
 Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.
Волюта может иметь однонаправленную вогнутость, когда завитки расположены по одной линии от оси гибки, и разнонаправленную. Тогда завитки располагаются по обе стороны от конечной оси заготовки. Волюта может быть и односторонней.Мир художественной ковки
Если говорить о кованых изделиях как предметах нашего быта, то самыми подходящими словами будут высокая эстетика, эксклюзивность и прочность. Это очень редка комбинация свойств – чтобы было функционально и красиво одновременно.
К продуктам кузнечного мастерства это относится в полной мере. Именно поэтому интерес и спрос на предметы художественной ковки не снижается уже очень долгое время.
Где применяется художественная ковка?
Кованые предметы уместны везде: и внутри жилых помещений, и на садовых участках. Главное – понимать и чувствовать стиль окружения, чтобы оно гармонировало с новыми аксессуарами из металла.
Дело облегчается тем, что практически все декоративные кованые элементы прекрасно уживаются с любым типом ландшафта парка или садового участка.
Художественная ковка хороша везде: и в окружении мраморных скульптур итальянских площадей, и на фоне яркой зелени английских парков, и в строгой симметрии парков французского устройства, и в усадьбах классического русского стиля. Главное – чувство меры: уместен ли орнамент, не слишком ли много декоративных элементов и т. д.
д.
Современные технологии ковки и декоративной обработки металла позволяют делать вещи любых стилей, включая самые современные. Их тонкость и изящность украсят любой ландшафт.
Классификация декоративных элементов
Главная граница различия проходит между горячей и холодной ковками.
Горячая ковка
Если идет речь о создании сложных изделий из художественной ковки из стали с обширными орнаментами, то это можно сделать только с помощью горячей классической ковки с нагревом металла до ковочной температуры и достижения достаточной пластичности заготовок.
Если изделие из стали с низким содержание углерода, температуры нагрева вполне будет достаточно на уровне 1000 – 1100°С. Чем выше доля углерода в стальном сплаве, тем ниже уровень ковочной температуры. Заготовки нагреваются в печах или кузнечных горнах, в которых используется твердое топливо.
Штамповка или холодная ковка
Штамповка или холодная художественная ковка проводится при обычной температуре или небольшом нагреве до уровня начальных структурных изменений в металле – примерно 200 – 250°С.
Зато при горячей ковке возможны любые модификации и формообразования – широта воплощения художественных идей намного больше.
Кованые узоры
Их множество: от классических до самых современных и порой неожиданных стилей.
Из проволоки или стальных прутков можно соорудить следующие декоративные элементы:- Спираль.
Этот рисунок составлен из множества окружностей, которые уменьшаются к основанию спирали. Спираль может быть двусторонней или односторонней. - Двойная спираль.
Это сложная пространственная конструкция, в которой каждая фигура представляет из себя двустороннюю спираль. Самый большой диаметр спирального кольца расположен в средней части орнамента, поэтому данный орнамент иногда называют китайским фонариком. Данный элемент производится из двух прутков или толстой проволоки. - Волюта.
Это один из самых популярных элементов, которые могут располагаться в большом количестве и разном положении, составляя разнообразные картины узоров. По сути это простой завиток. Но он может по-разному располагаться и быть с однонаправленной вогнутостью, когда завитки располагаются с одной стороны оси. А могут быть разнонаправленные, с завитками по обе стороны оси узора. - Крутень.
Часть стержня или весь стержень закручивается в одном и том же направлении. - Навершие.
Эти кованые изделия со смешным названием производятся для украшения верхушек решеток для окон, оград и заборов. Это прутки с острыми кромками, к которым потом крепятся завитки.
 Данный элемент производится из двух прутков или толстой проволоки.
Данный элемент производится из двух прутков или толстой проволоки.Типы художественных кованых изделий
Все существующие типы в данной статье не опишешь – их слишком много. Пройдемся по некоторым из них – самым популярным.
Ограждения
Это самое популярное решение среди владельцев загородных домов и участков – заборы с элементами ковки. Особое место занимают кованые калитки, которые могут быть расположены отдельно или быть встроенными в стену.
К этой же популярнейшей группе кузнечных изделий относятся и ворота. Вот где творческая мысль домовладельцев не знает границ: от средневековых створок с башенками до кружевных металлических полотен с лебедями.
Такие ограждения могут нести функции защиты, а могут служить для зонирования участков или малых изгородей для цветников.
Садовая мебель
Если есть возможность каждый владелец участка земли старается обустроить место в качестве зоны отдыха со столом, скамейками и креслами. Художественная ковка подходит для этого как ничто другое, ведь металлические изделия не боятся ни осадков, ни времени.
Кованые столики могут быть оформлены самым разнообразным образом. Они могут быть выполнены только из металла, а могут быть представлены со столешницами из других материалов: камня, пластика, дерева.
Прочность, долговечность, устойчивость и высокая эстетика, которая станет украшением любого участка возле любого дома. Это отличный выбор варианта садовой мебели.
Садовые беседки
Такая беседка – предел мечты многих владельцев открытых приусадебных участков. Это красиво, функционально, неповторимо и чрезвычайно долговечно. Такая конструкция защитит от непогоды, ей не страшен ветер.
Вариантов дизайнерского оформления беседок – бессчетное множество, это великолепные перспективы для мыслей самого высокого полета.
Кованые мостики
Если есть вода, нужен мостик. Если он даже самый маленький, он привнесет в пейзаж вашего участка уют, неповторимость и уникальную сказочную атмосферу. Такие мостики обычно делают изящными, тонкими, с декоративными элементами в виде растений, бабочек, лепестков.
Арочные перекрытия и перголы
Пергола – это и не беседка, и не навес. Это специальные конструкции для поддержки цветов, из которых получаются целые стенки и перекрытия. С их помощью можно создавать целые коридоры из цветов и вьющихся растений.
Кованые решетки и арки – великолепные компаньоны для самых изысканных растений, они будут только подчеркивать всю эстетику листьев, лепестков и древесных стволов.
Дачные мангалы и другие аксессуары
Шашлыки на природе стали повсеместным воплощением отдыха на природе. Мы не говорим об обычных мангалах – маленьких уродцах, разбросанных по общественным паркам как мусор. Речь о садовых мангалах, выполненных по эскизам художественной ковки и несущими дополнительную роль украшения любого приусадебного участка.
Если нет возможности приобрести недешевые кузнечные предметы обстановки или быта, можно ограничиться мелкими аксессуарами типа кованых светильников, миниатюрных подставок для цветов корзинок для зонтов в прихожую и т.д. – вариантов таких мелочей великое множество.
Несмотря на свой малый размер, они добавят в общую картину серьезную долю высокой эстетики.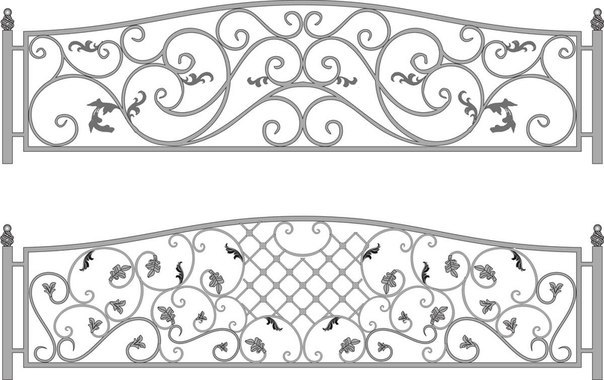
Кованые изделия своими руками
Понятное дело, что кузнечное мастерство всегда было ремеслом элитарного характера для узкого круга мастеров, это удовольствие не из дешевых и не из простых. Помимо технического опыта нужно обладать художественным вкусом и чувством стиля.
Вместе с тем вместо классических молота и наковальни сегодня все чаще используются станки для художественной ковки. Они делают кузнечное ремесло более доступным, но опыта и, самое главное, кузнечного творческого таланта никто не отменял.Хорошо развитое пространственное мышление, изобретательность, умение делать правильный выбор, быстрота действий и, конечно же, творческая фантазия – вот необходимый набор свойств мастера кузнечной ковки высокого полета, чтобы делать настоящие произведения кузнечного искусства.
К тому же горячая свободная ковка – тяжелая физическая работа, о чем обязательно нужно помнить, чтобы решить начинать свое кузнечное дело. И кузнечная мастерская по своим условиям очень далека от привычных офисных помещений.
Оборудование для художественной ковки в этом случая будет вполне доступным и недорогим: сварочный аппарат, болгарка, источник питания и электроды.
Дизайн-проект. Эскизы.
Ручная графика, эскизы
3-D эскиз, визуализация
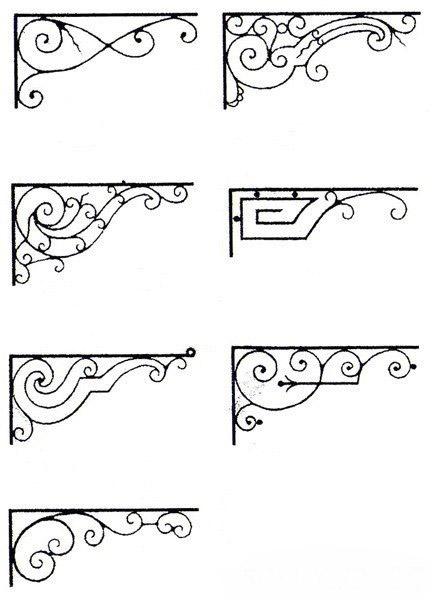
Кованые эскизы
Один из самых главных этапов создания любой вещи является создание ее эскиза, и кованые изделия не исключение. Эскиз – это рисунок изделия, выполненный без соблюдения масштабности размеров, но с соблюдением пропорций изделия. Выполняется такой рисунок для того, чтобы клиент и мастер могли четко представлять объем и вид работы. На основе эскиза в дальнейшем будут изготовлены чертежи, в которых отображаются все необходимые размеры.
Кованый мост по эскизу Для чего делаются эскизы кованых изделий
Ковка очень красивый способ изготовления металлических изделий. Однако изготовление кованых украшений по четкому чертежу практически невозможно, так как сам процесс выполнения работ, не дает возможности обеспечить достаточную точность. Поэтому при изготовлении применяются эскизы кованых изделий (в дальнейшем кованые эскизы).
Однако изготовление кованых украшений по четкому чертежу практически невозможно, так как сам процесс выполнения работ, не дает возможности обеспечить достаточную точность. Поэтому при изготовлении применяются эскизы кованых изделий (в дальнейшем кованые эскизы).
Причины изготовления эскизов:
- Клиент должен четко понимать, что он заказывает, и как будет выглядеть готовая работа. Поэтому эскиз выполняется в виде четкого рисунка простым карандашом, с учетом всех пожеланий и размеров, указанных клиентом.
- Расчет необходимого количества материала и срока выполнения работы. На основании эскиза мастер определит необходимое количество материала и сроки выполнения, а значит, и стоимость заказа.
Именно по этим причинам перед началом выполнения работ, всегда рисуется эскиз.
Особенности кованых эскизов
В отличии от рисунка любой другой вещи, кованные эскизы являются уже готовым вариантом, и в дальнейшем не будет переделываться. Поэтому они имеют несколько особенностей:
- Соблюдение не только пропорций, но и масштаба изделия, с учетом всех размеров.
- Выполнения эскиза после уточнения размеров изделия.
- Художественно оформление. Поскольку кованые эскизы – это рисунки изделий, то они выполняется на профессиональном уровне, с нанесением всех декоративных элементов и соблюдением правил художественного рисования.
- Изображения в объеме. Эскиз кованого изделия по возможности и необходимости выполняется в объеме, для больше наглядности.
Учитывая все эти особенности, мастер с большой тщательностью выполняет рисунок.
Эскизы в настоящее время
Для чего рисовать эскиз. Если можно сделать фотографию? Если, вы заказываете изделие серийного производства, то в принципе достаточно будет и фотографии. Но, в случае изготовления индивидуального заказа, кованые эскизы обязательны. Они могут быть:
- Самостоятельным изображением. В этом случае изделие не входит в другую конструкцию, а является самостоятельной единицей. Например кованные цветы, которые становятся все более популярными в последнее время.
- Дополнение к другим чертежам. В случае изготовление украшений для других изделий, или изготовления всевозможных секций оград, ворот и т.д., эскизы кованых изделий могут входить в состав других чертежей, или общего вида объекта. Таким образом, определяется внешний вид и полные размеры будущего изделия.
 В этом случае изделие не входит в другую конструкцию, а является самостоятельной единицей. Например кованные цветы, которые становятся все более популярными в последнее время.
В этом случае изделие не входит в другую конструкцию, а является самостоятельной единицей. Например кованные цветы, которые становятся все более популярными в последнее время.Изготовление элементов и деталей при помощи ручной ковки, практически искусство, сродни живописи. Именно поэтому кованые эскизы не потеряли популярности в настоящее время. И многие мастерские нанимают отдельных людей, с талантом художника, для работы над такими проектами.
Порядок изготовления эскиза кованых изделий
Для того, что бы правильно выполнить эскиз, художник должен иметь некоторые навыки:
- Уметь рисовать на среднем или высоком уровне. для выполнения эскиза не требуется талант да Винчи, но рисовать необходимо четко и красиво.
- Иметь четкие познание в геометрии. Ковка включает в себя дополнительные украшения, которые необходимо правильно распределить по площади. А для этого, надо уметь рассчитывать эту площадь, в том числе и сложны фигур.
Этапы выполнения эскиза:
- Выяснения размеров изделия или украшения.
- Определения дизайна изделия. При полном взаимодействии с заказчиком, выполняется разработка внешнего вида изделия и уточнения всех видов и количества декоративных украшений.
- Нанесение общего контура изделия, с учетом масштабности и точных размеров.
- Распределение по своим местам всех декоративных украшений.
Выводы
Изготовление эскизов кованых изделий – трудоемкий и сложный процесс, требующий от художника определенных навыков и строго соблюдения правил, как чертежного дела, так и художественного рисования. Правильное изготовление эскиза – гарантия соблюдения всех пожеланий заказчика и размеров изделия..jpg) Изготовление кованых элементов слишком трудоемкий процесс, что переделывать его заново. Поэтому, если вам предлагают сделать работу без эскиза «на глаз» не соглашайтесь, пожалейте ваше время и деньги. Четкое соблюдение всех элементов и размеров эскиза – гарантия качественного изготовления детали.
Изготовление кованых элементов слишком трудоемкий процесс, что переделывать его заново. Поэтому, если вам предлагают сделать работу без эскиза «на глаз» не соглашайтесь, пожалейте ваше время и деньги. Четкое соблюдение всех элементов и размеров эскиза – гарантия качественного изготовления детали.
Холодная ковка и фото образцов изделий
Кованые изделия с давних пор пользуются большой популярностью во всем мире, отдельное место занимает ковка художественная. Ее красота завораживает своими изящными и плавными линиями, оригинальной красотой. Многие богатые люди стремились украсить свой дом ажурными металлическими завитками различных изделий, украшавших внутренний и внешний дизайн особняков.Многие из нас понимают, что такое ковка, поэтому сразу представляют перед собой кузню, в которой молотом орудует кузнец, превращая кусок раскаленного металла в красивое кованое изделие. Так, происходит, когда речь идет о горячей ковке, в холодной все иначе, она не нуждается в раскаленной заготовке, металл можно обработать ручным способом в домашних условиях. Как это происходит, что это за процесс, какими бывают кованые изделия, выполненные таким способом можно увидеть на фото образцов изделий и прочитав статью.Особенности холодной ковки
Метод художественной обработки металла является наиболее популярным — это быстрый и высокотехнологичный процесс. Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Во время ковки на металл воздействует давление и оно его укрепляет, в результате получается деталь, которая впоследствии почти не подвергается разрушению. Метод холодной ковки под силу опытным мастерам, поскольку при ошибочной обработке снова повторить действия с заготовкой будет очень сложно. Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
- заборы и перила;
- оконные решетки;
- ограждения и лестницы;
- беседки, фонари и мангалы;
- элементы для декорирования каминов;
- мебель и предметы интерьера.
И это еще неполный список предметов, которые можно выполнить методом холодной ковки. Предметы, полученные таким способом, как это видно на фото могут собой украсить любой интерьер своими формами и стилем.
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Достоинства кованых изделий
Несмотря на то, что появилось много новых и современных видов материалов, подходящих для декорирования загородных домов, большинство людей отдают предпочтение кованым изделиям. Хотя металл может подвергаться коррозии в отличие от новых материалов, ковка остается востребованной по многим причинам:- долговечность и красота;
- хорошие защитные функции;
- возможность заказать изделие по индивидуальным размерам, эскизам и в любом стиле;
- ручная работа, изделия всегда сочетаются с другими материалами.
Перечень достоинств художественной ковки можно еще продолжить, поскольку такие изделия прекрасно сочетают в себе много положительных качеств. Представленные на сайтах фото ярко характеризуют всю красоту, функциональность и долговечность изделий.
К недостаткам можно отнести только высокую стоимость ковки и чувствительность металла к коррозии. Если изделия слишком сложные по конструкции, то их будет тяжело обработать и покрасить.
Покраска для кованого металла
Специалисты рекомендуют перед покраской использовать грунтовку, чтобы в дальнейшем даже самая лучшая и дорогостоящая краска не так быстро потеряла свои свойства. Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Хорошие краски содержат в своем составе преобразователи ржавчины, наносить их лучше в два слоя. Самый оптимальный выбор — это промышленные виды красок, стоят они дорого, но обеспечивают надежное и стойкое покрытие. Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Стоимость изделий
На многих сайтах представлены каталоги с фото и ценами кованых изделий. Решетки, козырьки, навесы, предметы домашнего и ландшафтного интерьера выглядят очень эффектно и красиво. Есть мастера, работающие над необычными предметами, например, скульптуры рыцарей, изготовленные также из кованого металла.Чтобы лучше рассмотреть фото можно увеличить картинку, а также прочитать описание представленного изделия с его размерами, узнать цену за погонный метр или за весь предмет.
Многие компании предлагают выполнить индивидуальный заказ, чтобы получить эксклюзивное изделие методом холодной ковки. Для этого понадобится эскиз или рисунок, фото и готовое кованое изделие в руках мастеров получится практически идентичным тем наброскам, которые принесет заказчик.
Холодная ковка своими руками может стать для многих интересным и полезным занятием. Для этого потребуются финансовые затраты на покупку необходимых инструментов, материалов, оборудования, а также помещения, если нет подходящего. Кроме финансовых затрат важно иметь свободное время и желание, чтобы создавать свои композиции методом холодной ковки, а необходимый опыт придет со временем.
Художественная ковка (47 фото): красота, воплощенная в металле
Кованые стулья и стол в нежном дизайне
Эксклюзивная художественная ковка – отличный способ добавить дому изысканности, утонченности и уюта. При этом совершенно необязательно наполнять весь дом коваными предметами – небольшой штрих, например, кованый подсвечник, сразу преобразит интерьер, который заиграет новыми красками.
Кованая мебель – это долговечность и прочность, сочетающиеся с благородным внешним видом, она широко используются в разных стилях, от барокко до прованса . Ажурные кованые столики и стулья привлекают внимание неповторимым сочетанием воздушности и прочности. А кованые кровати, благодаря легкости и невесомости художественной ковки, добавят спальне особого шарма и выразительности. Изысканной деталью станет большое зеркало в кованой раме, размещенное над камином.
Шикарная кованая кровать — настоящее украшение спальни
Изысканные кованые элементы в ванной
Художественная ковка по металлу активно используется для получения функциональных предметов декора – держателей для цветов , подставок для зонтиков, вешалок для одежды , ваз для цветов, рам для часов и зеркал, перегородок или ширм, каминных решеток или подставки под дрова. И это уже не говоря о кованых лестничных перилах, которые могут стать одним из доминирующих акцентов в интерьере.
Кованая подставка для цветов стилизованная под велосипед
Красивая кованая вешалка для для зонтов и подставка для одежды
Кованая скамья-качалка выкрашена в яркий бирюзовый цвет
Кованые каминные принадлежности
Изюминка интерьера — кованые перила и люстра
Кухонный столик на кованых ножках
Кованые изделия хорошо сочетаются с деревом, стеклом, камнем, текстилем, декоративными растениями и зеркалами, кованое кружево используют для получения витражей , дополняют вставками из тонированного стекла, дерева, шлифованного металла или перламутра.
И конечно же, кованые изделия незаменимы при декорировании приусадебных участков – кованые ворота , ограды и решетки, беседки и навесы, мангалы и ажурные мостики – все это органично дополняет общий экстерьер, добавляя ему изящности и аристократизма.
Ярко-желтые кованые ворота
Изящный ажурный кованый балкончик
Кованый мангал в виде шара
Кованая решетка на окне — защита и декор
Кованая калитка — изысканное украшение двора
Художественная ковка: стилистическое разнообразиеОдной из причин того, что художественная ковка металла не теряет своей востребованности является стилистическое разнообразие, что позволяет добиться живописности, целостности, гармоничности в оформлении как экстерьера, так и интерьера здания. Для ковки фактически не существует стилистических преград:
- готика – для неё характерно общее устремление ввысь, острые навершия и шипы, стрельчатые арки и узкие просветы. Основа готического кованого ордера – части окружности, формообразование предельно геометрично. Излюбленные мотивы – розетки, лилии, прорезные трилистники, четырехлистный клевер (крестоцветы), листья аканта, вплетающиеся в геометрические ажурные орнаменты
Кованая кровать в готическом стиле
- ренессанс – для него характерно использование для ковки круглого прутка. Из него формируют роскошные разветвления и спирали, которые на концах превращаются в цветы и листья. Развитие рисунка происходит от центра, в этом случае рама выступает просто в роли некоторого ограничителя рисунка. Кованые заборы , лестницы и ворота отличаются пышностью и утонченностью, композиция отличается гармонической ясностью и соразмерностью всех частей, типичные элементы: спирали, волюта, саблеобразные листья и плетенка. В современном барокко ковку дополняют литыми (штампованными) цветами, листьями, вензелями, картушами и даже бюстами
 Развитие рисунка происходит от центра, в этом случае рама выступает просто в роли некоторого ограничителя рисунка. Кованые заборы , лестницы и ворота отличаются пышностью и утонченностью, композиция отличается гармонической ясностью и соразмерностью всех частей, типичные элементы: спирали, волюта, саблеобразные листья и плетенка. В современном барокко ковку дополняют литыми (штампованными) цветами, листьями, вензелями, картушами и даже бюстами
Развитие рисунка происходит от центра, в этом случае рама выступает просто в роли некоторого ограничителя рисунка. Кованые заборы , лестницы и ворота отличаются пышностью и утонченностью, композиция отличается гармонической ясностью и соразмерностью всех частей, типичные элементы: спирали, волюта, саблеобразные листья и плетенка. В современном барокко ковку дополняют литыми (штампованными) цветами, листьями, вензелями, картушами и даже бюстамиКованые кресла и столик выполнены в стиле ренессанс
- барокко – шик, помпезность, вычурность. Очень эмоциональный стиль, в нем множество розеток, декоративных листьев, замысловатые узоры и сложные формы. Пришедшие из ренессанса плетенки, спирали, саблевидные листья сплетаются в запутанные заросли, которые дополняются праздничными гирляндами , натуралистичными цветами, вазами, драконами, масками. Формы отличаются динамичностью и беспокойным ритмом изогнутых линий
Вычурная и помпезная кованая кровать
- классицизм – сохранив пластичность и декоративность барокко , он более строгий и лаконичный, черпает мотивы из античных источников. Типичные узоры – виноградная лоза, меандры, копья, рельефы, венки, в орнаменте листья плавно изгибаются, а завитки – вытягиваются. Композиция – уравновешенная, рисунки симметрично повторяются, акцент делается на скульптурность форм
Классицизму присущи строгость и лаконичность
- модерн – для него характерны лишенные углов, пластичные очертания, с явно выраженной асимметрией, почти полное отсутствие прямых линий. В узоре преобладают растительные, природные мотивы, появляются экзотические цветы – орхидеи и ирисы, завитки и линии свободно и плавно перетекают друг в друга. В модерне просматриваются восточные мотивы, орнамент со множеством пересечений и изгибов
Кованые лестничные перила выполнены в стиле модерн
Изделия художественной ковки: как правильно ухаживатьДолговечность – несомненный козырь кованых изделий, но чтобы ковка радовала владельца замысловатыми узорами и изящными линиями долгие десятилетия, она все же требует определенного ухода. Художественная ковка своими руками потребует минимального ухода — кованный некрашеный металл может служить столетиями, но вот только его внешний вид будет явно желать лучшего – ржавчина не только испортит внешний вид, но и серьезно угрожает его физическим и эксплуатационным показателям. Приемы и методы ухода напрямую зависят от места и условий эксплуатации.
Художественная ковка своими руками потребует минимального ухода — кованный некрашеный металл может служить столетиями, но вот только его внешний вид будет явно желать лучшего – ржавчина не только испортит внешний вид, но и серьезно угрожает его физическим и эксплуатационным показателям. Приемы и методы ухода напрямую зависят от места и условий эксплуатации.
Кованое изделие можно окрасить в любой цвет
Элементы художественной ковки, которые находятся внутри зданий, фактически не нуждаются в специальной антикоррозийной защите. Уход за ними – это, прежде всего, поддержание их эстетически привлекательного вида, а значит – в регулярном удалении (чистке) поверхности от загрязнения и пыли:
- для чистки используют влажные губки, специальные салфетки или аэрозоли
- не рекомендовано использовать для чистки кованных предметов абразивные пасты или порошки – они могут повредить нанесенных защитный слой.
- очень часто для защиты кованной мебели используют обыкновенный воск – он не только эффективно предохраняет металл, но и делает внешний вид кованных предметов эффектным и привлекательным.
- если же металл потускнел, то «освежить» его растворами лимонной кислоты или пищевой соды, а для полировки использовать сухие салфетки и мел, смоченные в растворе нашатырного спирта с водой.
Изысканные кованые элементы в ванной — нарядно и дорого
Кованный металл, который эксплуатируется вне помещений, требует гораздо большего внимания, особенно – в первые годы, когда требуется его ежегодное окрашивание (лучше — весной). Со временем, при периодической покраске, на плоскости металла образуется достаточный защитный слой, поэтому интервал окрашивания увеличится. Изделия художественной ковки, используемые на улице, нецелесообразно покрывать лаком – это покрытие слишком чувствительно к перепаду температур, из-за чего быстро разрушается.
Если кованое изделие будет использоваться на улице — его лучше окрасить или покрыть лаком
Если же ржавчина все же появилась (или речь идет о восстановлении какого-то антикварного образца), то следует определиться с тем, какая площадь поражена. Небольшие участки можно зачистить металлической щеткой. Если же ржавчины много (коррозии подвержена большая площадь), то можно воспользоваться пескоструйным аппаратом при условии, что изделие может быть демонтировано (перевезено в мастерскую). В противном случае, ржавчину можно удалить, прогрев места ей возникновения – после воздействия высокой температур окислы с металлической поверхности удаляются достаточно легко.
Небольшие участки можно зачистить металлической щеткой. Если же ржавчины много (коррозии подвержена большая площадь), то можно воспользоваться пескоструйным аппаратом при условии, что изделие может быть демонтировано (перевезено в мастерскую). В противном случае, ржавчину можно удалить, прогрев места ей возникновения – после воздействия высокой температур окислы с металлической поверхности удаляются достаточно легко.
Величественная кованая люстра в интерьере
Когда ржавчина удалена, на предварительно обезжиренную поверхность наносится грунтовка – состав, который блокирует контакт металла с внешней средой. Входящие в её состав специальные ингибиторы, с одной стороны, замедляют ход коррозии, а с другой – химически её преобразуют. Кроме того, нанесение грунтовочного слоя позволяет аккуратнее и лучше нанести на металл краску. Оптимально использовать материалы (краску, грунтовку) одного производителя – взаимодействуя и взаимно дополняя друг друга, они усилят антикоррозийную защиту. Как вариант – специальные составы «три в одном», которые включают в себя антикоррозийный слой, грунтовку и декоративное покрытие. В этом случае будет просто достаточно удалить ржавчину, обезжирить металл и нанести состав.
Совет! Отдельного внимания потребует каминная решетка – чтобы не повредить структуру металла, который подвергается систематическим перепадам температуры, её противопоказано мыть водой, только протирать немного влажной губкой.
Художественная ковка своими руками – как можно применить в саду?
С повышением уровня жизни, владельцы садовых участков изменяют направление их использования. Сегодня дача всё реже является источником дохода. Сюда приезжают отдохнуть от городской суеты и забот, почувствовать своё единение с природой. Участок нужен исключительно для получения эстетического наслаждения или в качестве места реализации своего творческого потенциала. Художественная ковка своими руками – один из вариантов воплощения собственных навыков и способностей.
Такие элементы ландшафтной архитектуры как кованые беседки, мостики, перголы и арки обрели большую популярность не только в качестве вложения денег, но и как средство авторского самовыражения.
Важность стилевого соответствия
Кованые формы, используемые при оформлении сада, ни в коем случае не должны выпадать из общего стиля, в котором выдержано основное строение и весь участок. Иначе даже красивое изделие может ощущаться чужеродным. Поэтому, делая заказ или выбирая орнамент для самостоятельной работы, следует как можно тщательнее изучить образцы художественной ковки.
Внешний вид кованых элементов должен соответствовать общему стилю сада
Вообще кованые элементы отлично вписываются в любой тип ландшафта. Они уместны в выверенной четкости французских парков, отменно сочетаются с изумрудной зеленью английских газонов, ловко вписываются в привычный российский усадебный уют, а уж для фонтанов и мрамора итальянского сада являются просто неотъемлемой частью.
Тут важно количество элементов в ковке и сам орнамент. Множество мелких деталей, пышность и объёмность изделия подойдет не каждому саду. Тяжелый стиль барокко уместен на участке большой площади, где обязательно будут перекликающиеся по орнаменту детали и дом, выполненный в том же духе. Зато для легкого и тонкого кованого изделия особые условия не нужны – отлично впишется в любой ландшафт.
Какими коваными изделиями можно украсить сад?
Наиболее часто для украшения садового участка и дома, расположенного на нем, используются:
Вариант #1 – калитки и ограды
Очень декоративно смотрятся и привлекают всеобщее внимание кованые калитки. Этот элемент должен в достаточной мере сочетать в себе и изящество, и надежность. Не так-то просто быть одновременно частью защиты дачного участка и его украшением. Калитку встраивают в ограждения или в ворота. Если европейцы предпочитают использовать полностью кованые ажурные ограды и калитки, то в России чаще встречается сочетание материалов. А вот ограда чаще бывает кованой только в средней или верхней части.
А вот ограда чаще бывает кованой только в средней или верхней части.
Кованая калитка в обрамлении каменной или кирпичной кладки выглядит кружевной вставкой, тогда как ковка в сочетании с древесиной или металлом создаёт впечатление ворот в средневековый замок – монументальных и крепких
Вариант #2 – садовая мебель
Долговечная и прочная – такие слова первыми приходят в голову при виде полностью кованой садовой мебели. Как правило, кованые скамейки и столы размещают в зоне отдыха. Полностью кованая мебель – не такой уж часто применяемый вариант. Классическим считается сочетание металла и древесины, а для сада в стиле хай-тек используются ковка, украшенная стеклом.
Кованая мебель может стать настоящим украшением сада, если не забывать про чувство меры
Вариант #3 – садовые мостики
Изящно выгнутые и украшенные тонкими ажурными деталями мостики – это то, о чем стоит подумать, если на участке есть ручей. В любой сезон года кованый мостик придаст саду аристократичность.
Особенно поэтично такой мостик будет смотреться осенью на фоне опадающей листвы или снежной зимой
Вариант #4 – лестницы и опоры
Внутри дома лестницы послужат изящной опорой при подъёме на второй этаж коттеджа, но и при входе в дом очень органично смотрятся кованые лестницы, образующие крыльцо.
Лестница в сад – ещё одно украшение участка
Вариант #5 – перголы и арки
Эти малые архитектурные формы садового ландшафта чрезвычайно популярны и широко используются для зонирования участка, формирования коридоров, увитых растениями. Особенность кованых изделий в том, что они не являются просто опорой для вьющихся растений – они эстетичны и сами по себе. Их цель в формировании объёмного пространства. Кованая перлога, украшенная виноградом или розами, создаёт затененный переход, наполненный медовым ароматом зелени, нагретой солнцем.
Арки могут сложить входом из внутреннего дворика в сад. Эти садовые элементы – долговечное украшение, которое не требует особого ухода.
Вариант #6 – дачные мангалы
Выезд на природу у многих прекрасно сочетается с приготовлением шашлыков. В этом случае часто используют мангал. Обычный мангал плохо сочетается с дачным ландшафтом, но о кованом изделии так уже не скажешь. Именно при воплощении садовых мангалов проявляется вся художественность процесса ковки.
Сочетание функциональности и красоты – основная идея, применяемая при создании кованого дачного мангала
Вариант #7 – садовые светильники
Со вкусом подобранные кованые фонарики на стенах дома и дорожках участка придают ему особое очарование и создают романтическое настроение.
Такой элемент как кованый фонарь хорошо смотрится и отдельно и совместно с другими коваными изделиями
Вариант #8 – беседки и навесы
Кованые беседки чаще всего размещают на удалении от основного строения или у водоема. Служат он и для обособления зоны отдыха от основного участка. Беседка или павильон даёт возможность в полной мере реализовать фантазию дизайнера. Именно здесь есть возможность использовать орнамент ковки во всем его многообразии. Изящное, воздушное строение должно создавать ощущение парения и праздничности.
Легкая, ажурная, воздушная – вот какой должна быть кованая беседка
Кованые козырьки и навесы не только защищают от дождя, снега и сосулек, но и с успехом выполняют декоративную функцию.
В сочетании с навесными светильниками и обрамлением крыльца навесы могут создавать единую композицию, формируя неповторимый облик дома
Вариант #9 – аксессуары
Не всегда у владельцев садового участка есть возможность купить дорогостоящие кованые изделия в нужном объёме. В этом случае можно постараться сделать их своими руками или ограничится коваными аксессуарами. Небольшие, но приятные кованые дверные молотки, светильники, держатели для зонтов, садовые фигурки или цветочные стойки послужат достойным украшением любого участка.
Кованые аксессуары могут преобразить не только садовый участок, но и сам дом
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.
Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
 После чего привариваем два оставшихся угла.
После чего привариваем два оставшихся угла.Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
Уход за коваными изделиями в саду
Кованые изделия тоже нуждаются в минимальном, но уходе
Кованым изделиям тоже нужен уход. Находясь в саду, они подвержены воздействию переменчивой погоды. Их следует красить не реже раза в два или три года. Трущиеся детали кованых калиток, ворот или качелей обязательно нужно смазывать. Тогда они прослужат очень долго, неизменно радуя своих владельцев.
Элементы художественной холодной ковки: фото, видео, эскизы
Введение
Кованые изделия и элементы ассоциируются у людей с древним кузнечным ремеслом. В наше время они занимают особое эксклюзивное место. Если присмотреться к дизайнерским тенденциям последних лет, можно заметить, что кованые предметы в интерьере и ландшафтном дизайне встречаются все чаще. Это связано с их элегантным и благородным внешним видом, высокими техническими характеристиками, длительным сроком эксплуатации. С их помощью можно сделать акцент на определенной детали в интерьере.
В наше время они занимают особое эксклюзивное место. Если присмотреться к дизайнерским тенденциям последних лет, можно заметить, что кованые предметы в интерьере и ландшафтном дизайне встречаются все чаще. Это связано с их элегантным и благородным внешним видом, высокими техническими характеристиками, длительным сроком эксплуатации. С их помощью можно сделать акцент на определенной детали в интерьере.
Завитки из металла превратят обычный металлический забор или решетку на окне в кружевную вязь, придадут ей легкости и воздушности. Распространенными коваными элементами, украшающими решетки на окнах, лестницы, заборы и мебельные предметы являются: виноградная лоза, корзинки, цветы, листья, завитки. Но последняя категория декоративных деталей является наиболее популярной. Здесь речь пойдет именно о завитках.
Элементы
Посредством холодной ковки выпускаются также и элементы различных форм и размеров. Нередко для изготовления или декорирования предмета из металла требуется большое количество одинаковых деталей. В таких случаях холодный метод является лучшим решением.
Накладка, штамповка. Фото АртМеталл
Заготовкам посредством гибки и опрессовывания придается нужная форма. Подобные декоративные элементы, называемые штампованными, отличаются низкой стоимостью и типовым дизайном. Однако с их помощью возможно собирать (сваривать) интересные композиции, прекрасно дополняющие разные изделия.
Штамповка, ковка и гибка
Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой,
Поэтапное создание необыкновенно красивых ворот своими руками.
(фотографии, инструкция, видео мастер-класс)
Говоря о роскошных металлических воротах, созданных своими руками, я не мог пройти мимо следующей модели. Она представляет собой композицию из просто великолепных распашных металлических ворот и калитки, от которой невозможно оторвать глаз.
Уникальность такого варианта ворот заключается в том, что проём её является не просто двумя металлическими столбами, расположенными на расстоянии друг от друга, а целой рамой для полотна ворот, полностью повторяющей его форму.
Кстати говоря, форма каркаса же самая банальная, ворота такой формы довольно распространены: прямоугольный низ и изогнутое дугой верхнее ребро (такого изгиба удалось добиться благодаря трубогибу, изображённому на снимке 1).
Внутри каркаса ворот установлен металлический штакетник и расположены простые незамысловатые узорные элементы. Всё это размещено на фоне тёмно-бурого листа железа.
Пошаговые фото изготовления
Источник идеи и фотографий, видео мастер-класс: https://www.youtube.com/watch?v=g0Fv_YtTBJkОригинальное название: Изготовление кованых воротАвтор видео: Евгений Белов
Классификация декоративных элементов
Главная граница различия проходит между горячей и холодной ковками.
Горячая ковка
Если идет речь о создании сложных изделий из художественной ковки из стали с обширными орнаментами, то это можно сделать только с помощью горячей классической ковки с нагревом металла до ковочной температуры и достижения достаточной пластичности заготовок.
Если изделие из стали с низким содержание углерода, температуры нагрева вполне будет достаточно на уровне 1000 – 1100°С. Чем выше доля углерода в стальном сплаве, тем ниже уровень ковочной температуры. Заготовки нагреваются в печах или кузнечных горнах, в которых используется твердое топливо.
Штамповка или холодная ковка
Штамповка или холодная художественная ковка проводится при обычной температуре или небольшом нагреве до уровня начальных структурных изменений в металле – примерно 200 – 250°С.
Холодна ковка
Зато при горячей ковке возможны любые модификации и формообразования – широта воплощения художественных идей намного больше.
Технологические особенности художественной ковки
Процесс ручной художественной ковки металла разбивается на несколько отдельных операций. Начинается он с разогрева болванки в горне или другом типе нагревателя. В зависимости от качества угля, подачи воздуха в горн и массы заготовки разогрев может занять от нескольких минут до нескольких часов. При изготовлении изделий, имеющих сложную форму, большое количество деталей или отверстий, изделие может остыть. Тогда его возвращают в горн и повторяют нагрев.
Собственно ковочные операции бывают следующие:
- Осадка. Удары молотом наносятся сверху вниз, исходная высота уменьшается, а ширина увеличивается. Это подготовка заготовки для вытяжки.
- Вытяжка. Удары по заготовке наносятся вдоль продольной оси вдоль, и заготовка плющится в направлении ударов, и длина ее таким образом увеличивается.
- Раздача — подвид вытяжки, применяется для увеличения диаметра пустотелых заготовок.
- Прошивка – получение отверстий, углублений или пазов.
- Закручивание – многократный поворот одной части заготовки относительно другой. При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
- Рубка — процесс разрубания изделия на две или более части. Применяется также для коррекции формы и размеров изделия. Иногда из заготовки вырубают готовое изделие, пользуясь для этого фигурными штампами.
- Гибка – проводится для изменения формы изделия при изготовлении деталей кольцевой или гнутой формы.
- Сварка — соединение в единую деталь двух или нескольких частей.
 При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.По окончании ковки изделие окунают в емкость с жидкостью для охлаждения и закалки. Традиционно используют воду, однако при ковке специальных сортов стали, таких например, как булат, применяют различные кислоты и масла. Легенда гласит, что некоторые мастера после ковки меча охлаждали его, втыкая в тело раба.
Рынок сбыта и конкуренция
Любое производство ориентировано на потребителя. Поэтому сначала надо заняться изучением спроса на кованые изделия в вашей местности. Есть ли поблизости коттеджные поселки, индивидуальное строительство, возможны ли заказы от муниципалитета?
Познакомьтесь с конкурентами, реальными и возможными. Это не только коллеги по бизнесу, но производство этого направления, находящееся неподалеку. Кузнечные цеха, которые сейчас открывают крупные металлургические предприятия; привозные кованые турецкие изделия, очень дешевые по сравнению с заказными, произведенными в маленькой мастерской; изделия из Европы, которые дороже турецких, но тоже пользующиеся спросом.
Даже похоронное агентство, имеющее свое маленькую мастерскую, производящую памятники и ограды, тоже будет составлять конкуренцию.
Для выводов на этом этапе надо дать ответы на следующие вопросы:
- Сколько мастерских любого вида занимаются ковкой в вашем городе и районе?
- Есть ли спрос на продукцию и в каком объеме?
- Какие есть рынки сбыта?
- Сколько может быть покупателей за год?
- Можно ли работать весь год или спрос сезонный?
- Какие кованые изделия будут пользоваться спросом?
- Какая цена на изделия художественной ковки будет приемлемой для ваших клиентов?
И только ознакомившись с ситуацией, вы можете решить, стоит ли идти дальше.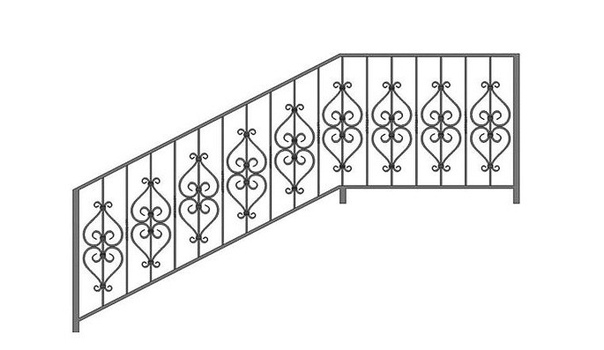
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой.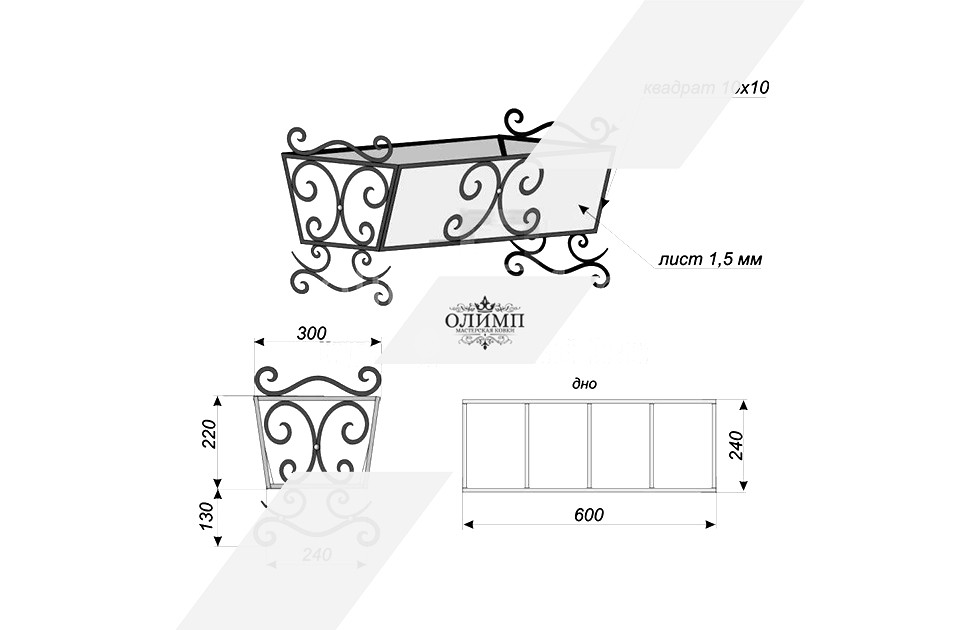 Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Набор инструментов для мастерской холодной ковкиИсточник instagram.com
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.

Немаловажной деталью оборудования домашней мастерской является и то, каким набором шаблонов будут оснащаться станки. Для начального уровня мастерской улитка для ковки должна иметь 2-4 шаблона, от маленького 10-12 см в диаметре до максимального в 18-20 см
Станок для скручивания профильной трубы, кроме самого ходового размера трубы 25х25 мм, стоит дополнить шаблонами для труб большого диаметра до 40х40 мм включительно.
Самодельный станок-твистер для изготовления фонариков и кручения профильной трубыИсточник pinimg.com
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы.
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки.
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса.
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Особенности кованых эскизов
В отличии от рисунка любой другой вещи, кованные эскизы являются уже готовым вариантом, и в дальнейшем не будет переделываться. Поэтому они имеют несколько особенностей:
- Соблюдение не только пропорций, но и масштаба изделия, с учетом всех размеров.
- Выполнения эскиза после уточнения размеров изделия.
- Художественно оформление. Поскольку кованые эскизы – это рисунки изделий, то они выполняется на профессиональном уровне, с нанесением всех декоративных элементов и соблюдением правил художественного рисования.
- Изображения в объеме. Эскиз кованого изделия по возможности и необходимости выполняется в объеме, для больше наглядности.
Учитывая все эти особенности, мастер с большой тщательностью выполняет рисунок.
История художественной ковки
История художественной ковки начинается сразу в нескольких точках древнего мира — в Китае и Месопотамии, в Египте и в Европе, в зоне проживания кельтских племен. Именно там были впервые обнаружены кованые изделия, обладавшие, кроме утилитарного, еще и художественным значением.
История художественной ковки
Древние мастера украшали свою продукцию изображениями и орнаментами. Художественная ковка была отмечена во всех отраслях хозяйства — украшали оружие и домашнюю утварь, решетки и ограды, части механизмов и предметы культа. После расцвета искусства художественной ковки в античном мире средневековые мастера во многом утратили достижения времен Римской империи. Узоры стали намного проще, практически исчезли крученые прутки. Эпоха Возрождения стала возрождением и для искусства художественной ковки. Вновь открывались античные секреты, разрабатывались новые методы и художественные приемы. Особенно славились итальянские мастера из княжеств в регионах Милана и Турина, создававшие великолепные доспехи и оружие.
Начало широкого применения энергии воды и пара для механизации работы кузнечных горнов и молотов привело к началу технической революции — кованые изделия стало возможно выпускать массово. Однако художественная ковка не потеряла своего особого положения и продолжает цениться и в наши дни именно за свою уникальность
Эскизы кованых элементов камина холодная ковка резетки ескизы, эскиз решетки на камин, эскизы передней решетки для камина, эскиз украшение деталей дома, эскизы решоток для фальшивых каминов, кованый каминный экран эскиз, рисунки для ворот, перегородка дерево-ковка,
Всегда приятно, когда дом наполнен атмосферой тепла, комфорта, уюта, надежности и безусловной красоты, которая видна в каждом элементе дизайна. Камин – великолепное сооружение любого дома, привносящее в интерьер очарование и теплоту. Кованые аксессуары для камина помогут облегчить его использование и дополнят внешний вид помещения, сделав его гармоничным, изысканным и роскошным. Ковка прекрасно сочетается со многими материалами, среди которых нужно выделить кирпич, камень, стекло и дерево. Ее дизайн безграничен, что позволяет использовать предметы из нее как в классическом стиле, так и во многих других.
Так же Вы можете выбрать один из вариантов, нажав на эту ссылку
В понятие атрибутов для каминов входят решетки, защитные экраны, поленницы, а также различные подставки под угли и инструменты для комфортной эксплуатации сооружения (щетки, совки, щипцы, кочерги и прочее).![]() С помощью решеток создается эксклюзивный стиль помещения, особое настроение, а также подчеркивается индивидуальность и изысканность вкуса владельца. А вот защитный экран – неотъемлемая часть конструкции, которая защищает помещение от проникновения излишнего жара и золы. Кроме того, она создает красоту, наполняя пространство изяществом и уютом. Эскизы кованых элементов камина показывают, насколько широк выбор изделий. Он практически безграничен, ведь при помощи металла можно создать все, что угодно.
С помощью решеток создается эксклюзивный стиль помещения, особое настроение, а также подчеркивается индивидуальность и изысканность вкуса владельца. А вот защитный экран – неотъемлемая часть конструкции, которая защищает помещение от проникновения излишнего жара и золы. Кроме того, она создает красоту, наполняя пространство изяществом и уютом. Эскизы кованых элементов камина показывают, насколько широк выбор изделий. Он практически безграничен, ведь при помощи металла можно создать все, что угодно.
Несомненным преимуществом таких изделий является их долговечность. Несмотря на кажущуюся хрупкость и изящество предметов, они обладают высокой прочностью, что делает их надежными и дарит вам безопасность в эксплуатации. Все детали покрыты особыми лакокрасочными материалами, которые славятся стойкостью к высоким температурам. А это позволит вам использовать предметы длительное время и они при этом не потеряют своей превосходной красоты. Также элементы стойки и к механическим воздействиям, они не ломаются и не гнутся.
Высококвалифицированные, опытные мастера Кузьмы создают прекрасные художественные эскизы кованых элементов камина, среди которых вы сможете найти то изделие или комплект, который полюбите с первого взгляда. Также мы с удовольствием поможем вам подобрать идеальный вариант принадлежностей, которые впишутся как в общий дизайн интерьера, так и в необходимое соотношение качества и цены. Кузьма знает о кованых изделиях все, ведь любит дело, которым занимается.
Художественная ковка своими руками: эскизы — moyakovka.ru
Ковка — одно из старейших ремесел, которое было освоено человеком.
При помощи вытяжки, изгиба и кручения металла можно создать практически любой элемент художественной ковки.Для изготовления кованых изделий нужно первоначально подготовить эскизы ковки.
Инструменты и материалы
- кувалда;
- молоток;
- зубило;
- клещи.
Вернуться к оглавлению
Особенности ковки стола
С использованием эскиза изготавливаются трафареты. Они помогают подобрать заготовки для ковки составных элементов.
Они помогают подобрать заготовки для ковки составных элементов.
Металл нужно поместить в печь, где он станет подвергаться нагреванию.
Эскиз кованого стола с размерами.Если необходимо получить лопасти либо детали незначительных размеров, можно при производстве стола или любого другого изделия использовать технологию холодной ковки. После того как металл, помещенный в печь, будет нагрет, его нужно извлечь, чтобы начать процесс. Художественная ковка поможет заготовке обрести заданную форму.
Любой элемент можно создать методом изгиба, кручения и вытяжки металла. После изготовления изделия его можно обрабатывать дальше. Кромки необходимо изготовить как можно более острыми, этот прием позволяет получить большую изысканность конструкции. Отдельные элементы изделия нужно укрепить друг к другу, чтобы они образовали готовый продукт.
Следующим этапом станет окрашивание. Можно выбрать смесь из широкого ассортимента. Наиболее часто художественная ковка окрашивается в черный цвет, отлично станет смотреться изделие в серебряном, золотом или бронзовом исполнении. Особенно гармонично будет смотреться конструкция, если ее окрасить способом сухой кисти.
Вернуться к оглавлению
Художественная ковка
Для того чтобы удалось выковать нижние элементы конструкции нужной формы, надо использовать способ ковки под названием осадка. Эта технология позволяет уменьшить длину заготовки, увеличив ее ширину. Для этого стальная деталь должна быть помещена в печь, а после того как окажется раскалена, в вертикальном положении ее нужно уложить на поверхность наковальни. Затем по ее верхней части предстоит нанести точные удары. Такая художественная ковка предполагает использование кувалды, вес которой может достигать 8 кг, поэтому процесс требует от мастера физической силы.
Ковка предполагает удерживание заготовки щипцами, при этом нужно не допустить ее сгибания. При необходимости деталь должна быть выровнена, пока не произошло преждевременное остывание металла.
Как и у почти всех кованых изделий, частью ворот выступают вытянутые декоративные элементы. Для того чтобы увеличить длину заготовки, следует использовать метод высадки. Заготовка первоначально должна быть помещена на наковальню, а после можно приступать к ковке, что предполагает равномерные удары кувалдой по длине заготовки. В этом случае важной особенностью проведения процесса выступает постоянное поворачивание детали по оси. Часто эскизы содержат элементы конструкций, один конец которой более массивен. Для создания такого эффекта часть заготовки, конец которой следует сделать меньше, нужно охладить в воде.
Художественная ковка часто предполагает изготовление изогнутых элементов. Для того чтобы из заготовки получить его, следует один конец поместить в отверстие наковальни, а по другому производить удары кувалдой, пока не удастся добиться требуемого результата.
Вернуться к оглавлению
Оборудование для процесса художественной ковки
Ковка может производиться с применением материала, в качестве которого выступает мягкая сталь, ей должны быть свойственны 0,13% содержания углерода.
Из печи заготовки следует извлекать клещами, и уже с их помощью допустимо несколько изменить форму будущего изделия.
Для того чтобы заготовка обрела требуемую форму, следует применять инструмент, который носит название обжимка. Ее нижнюю часть следует помещать в отверстие наковальни, а верхнюю нужно закреплять на деревянной ручке. Для того чтобы получить изделие, как того требует эскиз, ковка предусматривает использование в ходе работы качественно отшлифованного металла, этого позволяют добиться специальные гладилки. Иногда изделия имеют ямки, которые можно создать, используя подбойки.
https://moyakovka.ru/youtu.be/eO3dqHbirkc
Ковка — процесс сложный, но научиться ему может каждый мужчина.
Ковка в вопросах и ответах
Побродив по мостам и паркам Петербурга (ах, Летний сад!), налюбовавшись решетками парка Вигеланда в Осло и изумительными патио в Севилье, твердо решили обзавестись в собственном доме такой же красотой? Правильно. Кованые элементы не утрачивают своей актуальности и по-прежнему подтверждают наличие хорошего вкуса и статус владельца. На страницах нашего блога — чек-лист, как сделать процесс заказа кованых изделий простым и понятным.
Кованые элементы не утрачивают своей актуальности и по-прежнему подтверждают наличие хорошего вкуса и статус владельца. На страницах нашего блога — чек-лист, как сделать процесс заказа кованых изделий простым и понятным.
Какие элементы могут быть коваными?
- Заборы и ограждения
- Ворота
- Оконные решетки
- Лестницы, перила, балюстрады
- Балконы
- Козырьки и навесы
- Фонари
- Элементы интерьера (витражи, зеркала, мебель, подсвечники)
- Элементы ландшафта (беседки, скамейки, мостики, флюгеры)
С чего начать?
C определений и технологий, о которых вы можете узнать из нашей подробной статьи На одном языке с кузнецом.
С визуализации. С вас — фотографии того, что вам нравится (интернет в помощь), с мастерской — эскизы и чертежи будущего изделия. В идеале — 3D модель, она позволит вам представить желаемое в объеме и на месте.
Ловушка первая: делайте заказ только по чертежам или эскизам, но не в коем случае не по простым фотографиям. Заказчик имеет полное право требовать чертежи, т.к. это неотъемлемая часть готового изделия. Отсутствие техдокументации — признак непрофессионализма исполнителя.
Не делайте заказ непосредственно через Интернет. Обязательно позвоните в заинтересовавшую вас фирму и задайте несколько вопросов, касающихся ковки и кованых изделий. Солидные фирмы всегда набирают сотрудников, владеющих необходимыми знаниями, и если ответы вас не устроили, лучше сразу ищите другие варианты.
Что спрашивать? Узнайте, какие методы ковки (холодная, горячая, штамповка) вам могут предложить для изготовления нужного изделия. Какой материал и почему больше подойдет для ваших целей? Как придется за ним ухаживать? И помните, что кованые изделия не могут быть дешевыми. Смутила цена? Спросите, из чего она складывается. Стоимость может косвенно указывать на метод изготовления, а значит, информация менеджера должна ей соответствовать.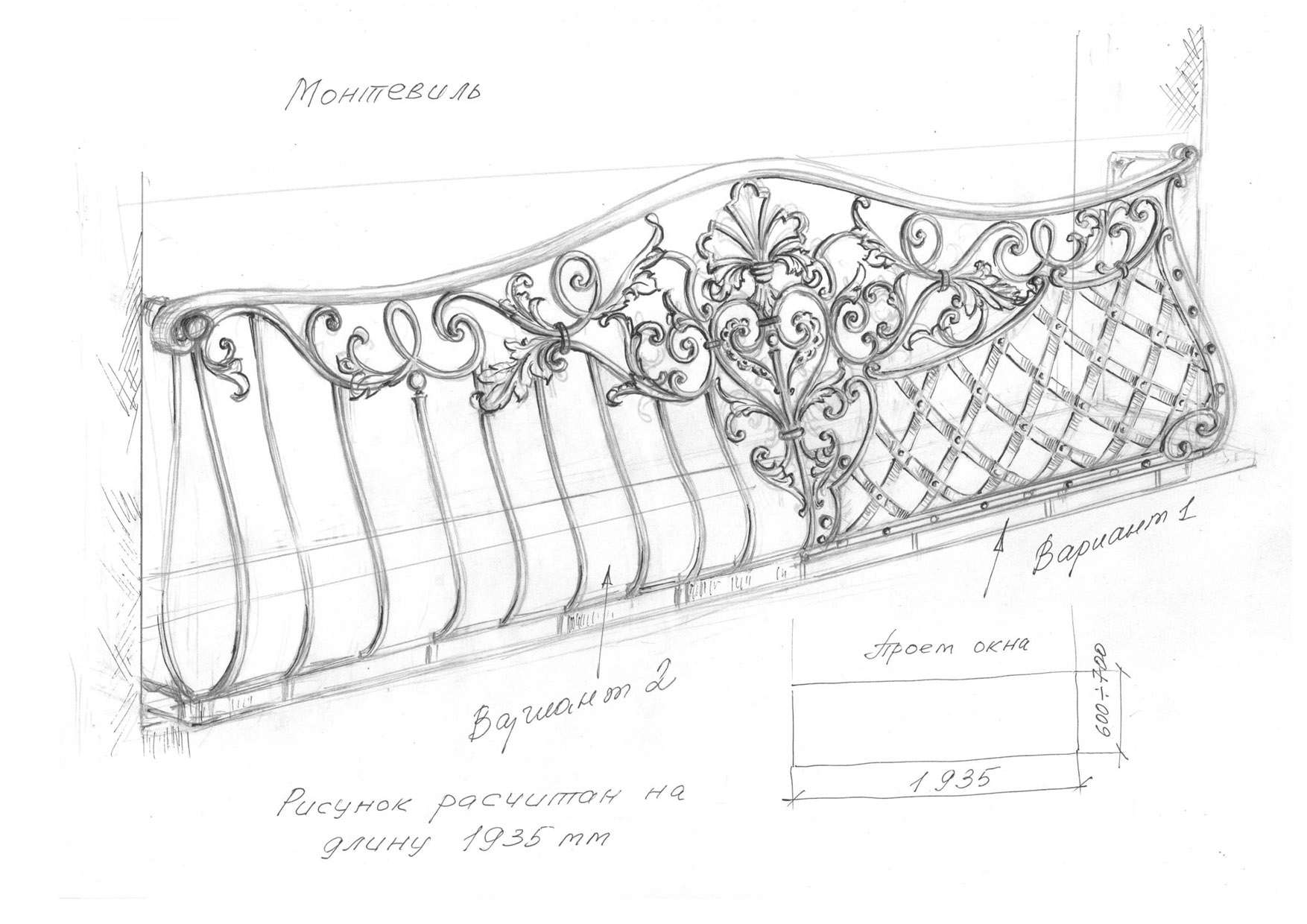 Если речь не идет не об интерьерных вещицах, то выезд менеджера (замерщика) — следующий этап сотрудничества. Только после согласования и утверждения результатов замера и эскизов заключается договор.
Если речь не идет не об интерьерных вещицах, то выезд менеджера (замерщика) — следующий этап сотрудничества. Только после согласования и утверждения результатов замера и эскизов заключается договор.
Подписал — значит согласился. При заключении договора внимательно читайте текст. Расходы на работы всегда напрямую зависят от вида купленного изделия. Покраска изделия и его монтаж на месте чаще всего оплачиваются отдельно.
Ловушка вторая: Если вас привлекают достаточно низкой стоимостью кованых изделий, велика вероятность, что о стоимости доп. работ, включающих не только покраску, но обработку сварочных швов, подготовку к покраске и монтаж, вас не предупредили и договором они не предусматриваются.
Настенные решетки
Зачем использовать кованые изделия, если это дорого?
Зато красиво, стильно и долговечно.
Кованые изделия могут служить 100 лет и стать вашей фамильной гордостью, а это дорогого стоит — заложить фамильную традицию. Решетки на окнах и элементы ограды, выполненные в единой стилистике, придадут законченность ансамблю усадьбы. Флюгер поставит акцент, а его абрис станет изящным повторяющимся мотивом в декоре беседки и светильников в саду. Чем не идея? Конечно, она потребует и временных, и финансовых затрат, но овчинка стоит выделки. А дизайн-проект дома превратит мечту в цель, для воплощения которой придется всего лишь решить определенные задачи.
Какому виду ковки отдать предпочтение?
Решетки на окнах, выполненные методом холодной ковки, все же лучше, чем совсем без решеток, но до настоящего изящества им будет далеко.
Холодная ковка это обработка металла, суть которой в деформации молотом или прессом заготовок холодного металла. Жертвуя оригинальностью, этот метод дает возможность сокращения сроков изготовления и снижение себестоимости.
Плюсы холодной ковки — высокая скорость изготовления, низкая себестоимость изделий, а также возможность получать идеально одинаковые элементы (необходимое качество, если нужно сделать элементы для длинного забора, например). Сюда же — стойкость к износам и повышенная степень прочности.
Сюда же — стойкость к износам и повышенная степень прочности.
Минусы — штампованность и стандартность элементов, отсутствие художественной ценности полученных изделий. Холодная ковка — во всех смыслах холодная. Однако это достойный и доступный вариант изготовление надежных ворот и практичных наверший заборов.
Горячая ковка — обработка раскаленного металла. Именно та, которую мы представляем с молотом и наковальней. Горячая ковка значительно дороже холодной, зато позволяет создавать уникальные изделия по эскизам различной сложности. Метод горячей ковки позволяет получить по-настоящему живые изделия, индивидуальные, несущие отпечаток руки и сердца мастера. Но он требует достаточного много времени на изготовление, и стоить работа будет немало.
Чаще всего сегодня для массового использования предлагают кованные изделия, выполненные из заготовок (элементы декора, прут, полосы, квадраты и пр.) с помощью сварки. Правильнее было бы их называть сварными изделиями из металла. При этом из шаблонных элементов при должном умении мастера и фантазии дизайнера можно получить вполне любопытные результаты. Достоинство такого вида ограждений и решеток — относительно невысокая цена и надежность.
В зависимости от способа работы различают ковку в штампах и так называемую свободную ковку — без применения штампов. Первый вид используется в массовом производстве, второй — в единичном и мелкосерийном. При этом свободная ковка может быть как ручной, так и машинной. Но эти технические подробности мало занимают людей, мечтающих украсить свою загородную резиденцию кованой калиткой или фонарем.
Как рассчитать стоимость?
Стоимость кованых изделий, изготавливающихся по индивидуальному заказу, зависит от материала, размера и сложности изделия, и она всегда выше, чем у сварных конструкций. Она рассчитывается после утверждения эскиза, хотя менеджер может сориентировать, во сколько примерно обойдется вам то или иное изделие. Стоимость изготовления любого металлического забора зависит как от сложности металлической конструкции и от способа изготовления так и от назначения и срока службы ограждения.
Стоимость изготовления любого металлического забора зависит как от сложности металлической конструкции и от способа изготовления так и от назначения и срока службы ограждения.
Сколько времени требуется на изготовление?
Сроки изготовления кованых изделий зависят от сложности и объема работы, от вида ковки, требований клиента и особенностей заказа (изготавливалось ранее данное изделие или выполняется впервые по эскизу заказчика).
Можно ли позже изменить что-либо в готовом кованом изделии?
В отношении формы — нет, поскольку кованое изделие представляет собой законченную работу. В отношении покрытия — да: возможно изменение окраски, патинование (искусственное состаривание материала для придания ему изысканной декоративности), нанесение покрытия из бронзы или меди.
Требуют ли кованые изделия специального ухода?
Требуют. Кованные изделия, использующиеся вне помещений (ограждения, светильники, балюстрады, ворота, калитки и пр.), нуждаются в антикоррозийной обработке. Первые два года примерно раз в год их придется красить, в последующем периодичность обработки уменьшится (примерно до одного раза в 5 лет), поскольку места, где в первое время проступала коррозия, вскоре покроются плотным слоем краски, надежно защищающим его от влияния сырости и воздуха. Кованые изделия, эксплуатируемые в помещении, в покраске обычно не нуждаются.
Чем и как красить кованые решетки?
Хотите, чтобы они выглядели благородно? Используйте матовые краски и эмали. Не забудьте, что под краску обязательно нужен слой антикоррозийной грунтовки. Лучше, чтобы краска и грунтовка были от одного производителя.
Различные процессы ковки | Cornell Forge Co.
Ковка — это производственный процесс, в котором используются сжимающие силы для придания металлу желаемых форм и размеров. Профессионалы отрасли применяют множество различных методов ковки — в зависимости от материала и продукта, который подвергается ковке, — каждая из которых имеет свои преимущества и наилучшее применение.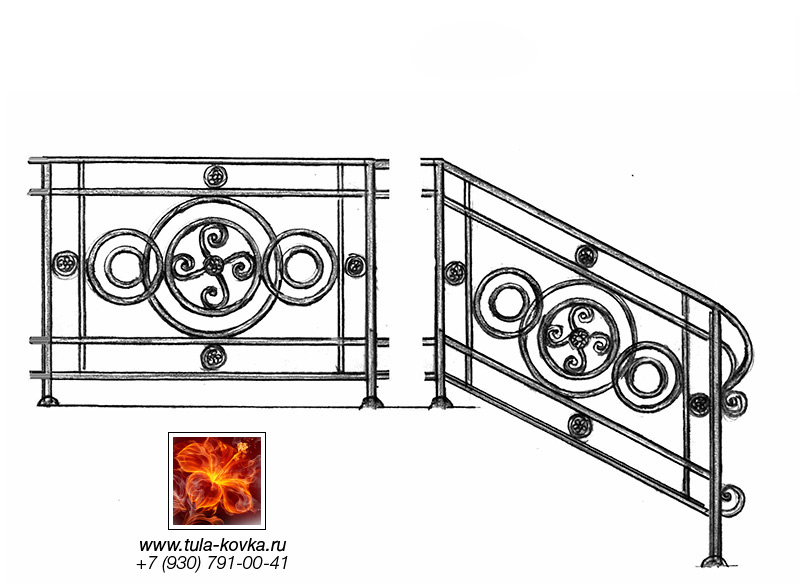
В следующем блоге представлен обзор различных типов доступных методов ковки с описанием того, что они влекут за собой, их основных преимуществ и типичных применений.
Ковочные операции можно разделить на четыре основных типа:
Ковка в открытых штампах
Ковка в открытых штампах предполагает использование двух плоских штампов или штампов простой формы для приложения давления к основному материалу с обеих сторон. Применение многократного сжатия на высоком уровне или ударов молотком по штампу придает материалу желаемую форму. Поскольку используемые матрицы не полностью закрывают основной материал (отсюда и обозначение открытой матрицы) и допускают боковое перемещение, процесс может обеспечить создание более крупных и тяжелых компонентов.
По сравнению с другими процессами ковки, ковка в открытых штампах дает очень мало отходов материала и конечную продукцию с более однородной структурой зерна и более высоким сопротивлением усталости. В авиационной и железнодорожной промышленности этот процесс часто используется для производства крупных и тяжелых компонентов, таких как цилиндры, ролики и валы.
Поковка в штампах
Подобно методу штамповки в открытых штампах, штамповка в штампах, также известная как штамповка в закрытых штампах, использует штампы для придания формы материала нужным деталям и изделиям.Однако, в отличие от ковки в открытых штампах, используемые штампы полностью закрывают основной материал. Кроме того, для сравнения, процесс требует гораздо больших сжимающих усилий, чтобы обеспечить полное заполнение полостей фильеры и формирование целостной детали.
Кованые штампом детали обычно меньше, чем открытые штампованные детали. Тем не менее, они демонстрируют более жесткие допуски (в том числе для форм, близких к конечной) и более высокое качество обработки поверхности, что способствует снижению производственных затрат при более крупных производственных циклах за счет уменьшения потребности во вторичных операциях обработки. Автомобильная, горнодобывающая, нефтегазовая промышленность часто полагается на этот процесс для производства прецизионных деталей, таких как фитинги, фланцы и компоненты двигателей.
Автомобильная, горнодобывающая, нефтегазовая промышленность часто полагается на этот процесс для производства прецизионных деталей, таких как фитинги, фланцы и компоненты двигателей.
Узнайте о нашей ковке из сплавов
Холодная ковка
Хотя некоторые методы ковки требуют приложения тепла к основному металлу, также доступны различные процессы холодной ковки. Некоторые примеры методов холодной штамповки включают гибку, холодную высадку, холодное волочение, чеканку и экструзию. Эти процессы используются для создания широкого спектра деталей и продуктов различного дизайна.
По сравнению с методами горячей штамповки, холодная штамповка позволяет получать детали с жесткими допусками по размерам и хорошим качеством поверхности без необходимости термической обработки или использования более дорогих материалов. В автомобильной промышленности обычно используется холодная ковка для изготовления компонентов необычной или сложной геометрии, таких как компоненты рулевого управления и подвески, тормозные компоненты, оси, сцепления, шестерни и шестерни.
Узнайте о нашей поковке из нержавеющей стали
Поковка с бесшовным катаным кольцом
Подобно другим методам штамповки, штамповка с катаным кольцом сжимает штампы для придания формы материалу.Однако вместо использования плоских штампов в процессе используются изогнутые штампы — обычно два противоположных ролика — для формирования кольцевых компонентов.
Процесс ковки катаных колец обеспечивает непрерывное производство, что позволяет повысить производительность и снизить производственные затраты. Кроме того, кованые компоненты с катаным кольцом имеют больший срок службы и превосходную чистоту поверхности, чем другие кованые детали. Благодаря высокой прочности они часто используются в тяжелом горнодобывающем оборудовании, авиакосмических двигателях, ветряных генераторах и железнодорожном оборудовании.
Получите необходимую экспертную помощь от команды Cornell Forge.
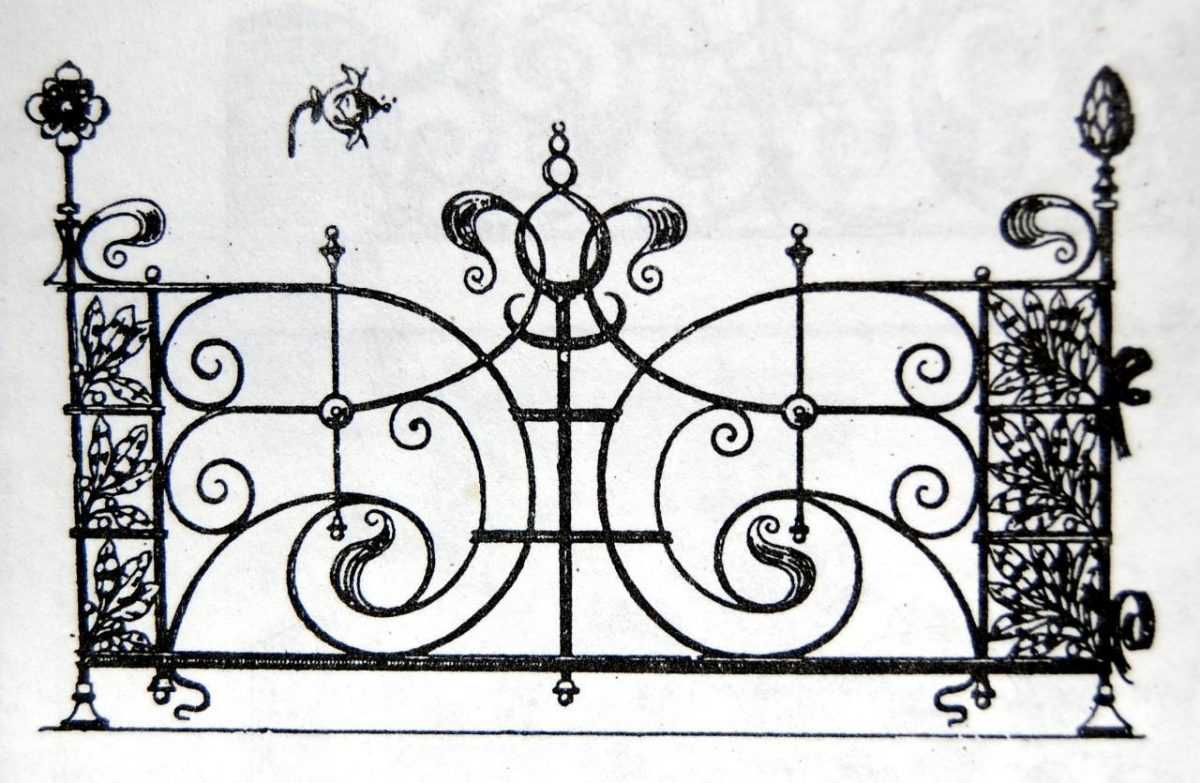
Компания Cornell Forge Company с удовольствием предлагает кованые компоненты самого высокого качества в отрасли. Обладая более чем девятидесятилетним опытом, мы хорошо разбираемся во всех аспектах ковки металлов, включая ковку в закрытых штампах. Для получения дополнительной информации о доступных типах поковок или помощи в предстоящем проекте по производству кузнечных изделий свяжитесь с нами или запросите ценовое предложение сегодня.
Хотите узнать больше о кузнечных деталях?
Руководство по кузнечным деталям
Влияние моделирования на конструкции холодной ковки | 2017-08-03
Прогностическая ценность моделирования процессов и изделий с помощью моделирования методом конечных элементов помогла при холодной штамповке крепежных изделий.В этом случае пуансон, используемый в поковке колесных болтов, был пересмотрен и переработан, чтобы исключить «заедание» пуансона в полой части поковки.
Мощность моделирования методом конечных элементов в нашей отрасли за последнее десятилетие возросла из-за их высокой прогнозирующей способности во всех прикладных дисциплинах, особенно в операциях обработки металлов давлением. Моделирование процесса обработки металлов давлением используется для разработки уникальных методов обработки за счет исключения большого количества лабораторных испытаний, требуемых в таких исследованиях, но они также широко используются для прогнозирующего обнаружения возможных отказов материала, определения силы ковки, правильной конструкции штампа и оптимизации топологии в индустрия.
Моделирование влияет на затраты, но также облегчает работу людей на производстве. Например, увеличение срока службы штампов с помощью результатов численного моделирования в офисе приводит к уменьшению количества операций по замене штампов, выполняемых рабочими.
По сравнению с горячей штамповкой поток материала при холодной штамповке менее подвижен. Следовательно, проектирование штампов требует большого опыта и способности прогнозировать возможные проблемы с помощью моделирования методом конечных элементов на этапе проектирования. В этой статье показано, что, несмотря на все усилия, непредсказуемые сбои процесса могут произойти, даже если полное проектирование процесса сопровождалось моделированием методом конечных элементов. Однако поразительно то, что причины этих сбоев снова были устранены с помощью моделирования, показывающего влияние инженерного программного обеспечения на кузнечную промышленность.
В этой статье показано, что, несмотря на все усилия, непредсказуемые сбои процесса могут произойти, даже если полное проектирование процесса сопровождалось моделированием методом конечных элементов. Однако поразительно то, что причины этих сбоев снова были устранены с помощью моделирования, показывающего влияние инженерного программного обеспечения на кузнечную промышленность.
Процесс холодной штамповки важен при производстве болтов из-за сильной пластической деформации заготовки под прессами, что значительно укрепляет материал без потери материала в виде стружки.Однако материал заготовки имеет комнатную температуру, и кованый материал может находиться на критической линии своей прочности на излом во время деформации. Хотя во всех учебниках упоминаются проблемы такого рода ковки материалов, отказы также можно рассматривать как часть всей системы штампов. Пример этого — тема данной статьи.
При производстве колесных болтов M12x1,5×12 на четвертом этапе ковки был обнаружен отказ пуансона, что привело к увеличению количества штампов, необходимых для изготовления указанного крепежа.Шестиугольная форма головки болта подготавливается на третьем этапе, а окончательный размер шестигранника и полого сечения головки формируется одновременно на четвертом этапе ковки (рис. 1). Здесь было видно, что пуансон застрял в сформированной полой секции, вероятно, во время вытягивания пуансона в последовательности ковки, и он сломался (Рисунок 2).
Система ковочных штампов включает неподвижные и подвижные штампы. Система подвижной матрицы включает в себя пружину матрицы, которая обеспечивает деформацию головки болта с шестигранной головкой и перемещение пуансона через полуболт.В конце деформации шестиугольная матрица и пуансон одновременно перемещаются в противоположных направлениях для выдергивания. Здесь очень важно понимать поток материала во время процесса. Многие пакеты программного обеспечения для моделирования штамповки металлов включают штамповочные пружины в свои библиотеки, но точное моделирование движения пружины невозможно. Однако сложные движения штампа можно смоделировать легче, задав конкретные движения штампа как функцию времени.
Однако сложные движения штампа можно смоделировать легче, задав конкретные движения штампа как функцию времени.
Было подготовлено конечно-элементное моделирование этого четырехэтапного процесса ковки.Сначала операции формовки и вытягивания на четвертом этапе ковки моделировались без пуансона, чтобы определить величину уменьшения диаметра отверстия (рис. 3).
Шестигранная матрица состоит из деформирующей части и части релаксации. В то время как деформирующая часть ковает материал, стенка фильеры была наклонена для уменьшения трения между текущим материалом и фильерой в релаксационной части. Это позволило материалу течь легче. Было видно, что деформирующая деталь при вытягивании толкала материал, что привело к уменьшению диаметра отверстия под болт на поковке колесного болта.В результате диаметр отверстия, указанный в диапазоне от 11,01 до 11,05 мм, был уменьшен до примерно 10,62 мм. Это привело к значительному увеличению контактного давления между пуансоном и материалом.
После критической точки пуансон перестает двигаться в полости из-за повышенного давления и ломается в результате высокого напряжения растяжения. Чтобы устранить это, геометрия пуансона была изменена из-за заданного уменьшения диаметра отверстия, как показано на рисунке 4. Таким образом, было предсказано, что контактное давление между материалом и пуансоном было уменьшено.
Подтвердите решениеМоделирование методом конечных элементов дает конструкторам кузнечных изделий возможность проверить свои решения без проведения каких-либо испытаний методом проб и ошибок в цехе. Чтобы подтвердить предложенное решение, новый штамп может быть разработан в программном обеспечении САПР и легко адаптирован к моделированию. Как упоминалось ранее, геометрия пуансона была изменена в связи с проведенным нами моделированием ковки.
Лучший способ сделать правильный вывод — повторить моделирование с пересмотренными конструкциями и сравнить важные механические переменные (такие как силы ковки и создаваемые напряжения) с предыдущими результатами. Эта методика была применена, и силы ковки текущей и измененной конструкции были сравнены, как показано на рисунках 5a и 5b. Можно предположить, что силы ковки в направлении осей x и y ответственны за заклинивание пуансона в отверстии полуболта. Как видно на рисунках 5a и 5b, хотя ревизия не изменила историю силы во время формования болта, действующие на пуансон силы были уменьшены во время вытягивания. Это показывает, что обновленный пуансон не будет испытывать высоких нагрузок на вырыв, что приводит к пластической деформации и разрушению.
Эта методика была применена, и силы ковки текущей и измененной конструкции были сравнены, как показано на рисунках 5a и 5b. Можно предположить, что силы ковки в направлении осей x и y ответственны за заклинивание пуансона в отверстии полуболта. Как видно на рисунках 5a и 5b, хотя ревизия не изменила историю силы во время формования болта, действующие на пуансон силы были уменьшены во время вытягивания. Это показывает, что обновленный пуансон не будет испытывать высоких нагрузок на вырыв, что приводит к пластической деформации и разрушению.
Благодаря усовершенствованному программному обеспечению для моделирования можно легко провести анализ напряжений на заданном компоненте системы штампа. Как мы знаем, проведение моделирования формовки с использованием упругих штампов требует больших вычислительных мощностей и длительного времени центрального процессора. Однако в промышленности время является критически важной переменной и не может быть потрачено зря.
В программном обеспечении для моделирования пользователям не нужно запускать трехмерное моделирование с упругими штампами для определения распределения напряжений на штампах и пуансонах. Специальные модули нагрузки штампа позволяют пользователям применять силы ковки, рассчитанные на основе предыдущих моделей, проведенных с жесткими штампами, и прикладывать эти нагрузки к упругим штампам.Таким образом, время процессора значительно сокращается.
С помощью этого модуля были определены максимальные и минимальные распределения главных напряжений на измененном пуансоне и сравниваются с текущей конструкцией, как показано на рисунках 6a и 6b. Значения напряжений собирались по траектории по окружности поверхности пуансона. Эти распределения очень важны для определения усталостной долговечности пуансона. Видно, что оба напряжения были значительно уменьшены с разработкой нового пуансона.
Заключение Важность и эффективность моделирования методом конечных элементов, используемого для холодной штамповки, были проиллюстрированы в этой статье путем представления уникальной проблемы, которая возникла во время ковки колесных болтов. Немного времени, затраченного на подготовку и выполнение моделирования, позволило избавиться от значительных трудозатрат и проектирования, потери времени на неактивных ковочных прессах, потребляемой энергии и затрат на испытания. На основе полученных численных результатов были изготовлены новые пуансоны и проведены испытания ковки, которые показали, что результаты моделирования соответствуют реальному применению.Колесный болт был успешно откован в холодном состоянии за один день численной работы. Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Немного времени, затраченного на подготовку и выполнение моделирования, позволило избавиться от значительных трудозатрат и проектирования, потери времени на неактивных ковочных прессах, потребляемой энергии и затрат на испытания. На основе полученных численных результатов были изготовлены новые пуансоны и проведены испытания ковки, которые показали, что результаты моделирования соответствуют реальному применению.Колесный болт был успешно откован в холодном состоянии за один день численной работы. Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Ведущий автор Доктор Дженк Килиджаслан является специалистом по исследованиям и разработкам в Norm Fasteners Co., крупнейшем производителе крепежа в Турции. С ним можно связаться по телефону +90 232 376 76 10 или по адресу [email protected]
Ковка, литье, экструзия, холодная обработка / закалка
Ковка — это процесс формования продукта с помощью молотка или штамповки. прессинг.Ковку материала при температуре ниже температуры рекристаллизации называют холодной штамповкой. При обработке выше температуры рекристаллизации его называют горячей штамповкой. Ударная ковка — это процесс штамповки, в котором используется горячий слиток, который помещается между парой сформированных штампов в машине, называемой ударным молотком, и груз в несколько тонн падает на верхнюю матрицу. Это приводит к тому, что чугун принимает форму штампов. Поскольку процесс очень быстрый, зернистая структура металла изменяется, что приводит к значительному увеличению прочности готовой детали.
Отливка
Отливка формируется путем плавления металла и заливки его в форму желаемой формы. Поскольку пластическая деформация металла не происходит, изменение формы или ориентации зерен невозможно. Размер усиления металла можно регулировать скоростью охлаждения, сплавами металла и термической обработкой. Отливки обычно имеют меньшую прочность и более хрупкие, чем деформируемые изделия из того же материала. Для изделий сложной формы или изделий с внутренними проходами, таких как лопатки турбин, литье может быть наиболее экономичным процессом.За исключением деталей двигателя, большинство металлических компонентов самолетов кованые, а не литые. Все металлические изделия выпускаются в виде литья. Деформируемые металлы преобразуются из литых слитков путем пластической деформации. Для высокопрочных алюминиевых сплавов требуется уменьшение (размерное изменение толщины) материала на 80–90% для получения высоких механических свойств полностью деформируемой конструкции. И железо, и алюминиевые сплавы отливаются для использования в самолетах. Чугун содержит от 6 до 8 процентов углерода и кремния.
Чугун — это твердый неплавкий чугун, полученный путем литья или заливки в форму. Литой алюминиевый сплав нагревают до расплавленного состояния и выливают в форму для придания ему желаемой формы.
Экструзия
Процесс экструзии включает выталкивание металла через отверстие в матрице, в результате чего металл принимает форму отверстия матрицы. Форма штампа будет представлять собой поперечное сечение уголка, канала, трубки или какой-либо другой формы. Некоторые металлы, такие как свинец, олово и алюминий, можно экструдировать в холодном состоянии; однако большинство металлов перед экструзией нагревают.Главное преимущество процесса экструзии — его гибкость. Например, из-за его обрабатываемости алюминий можно экономично экструдировать с получением более сложных форм и больших размеров, чем это практично для других металлов.
Экструдированные формы производятся как в очень простых, так и в очень сложных профилях. В этом процессе, например, алюминиевый цилиндр нагревается до 750–850 ° F, а затем проталкивается через отверстие в матрице с помощью гидроцилиндра. Отверстие имеет форму, требуемую для поперечного сечения готового экструдированного изделия.
Многие конструктивные детали, такие как каналы, уголки, Т-образные и Z-образные профили, формируются в процессе экструзии. Алюминий — наиболее экструдированный металл, используемый в самолетах.
Алюминий экструдируется при температуре 700–900 ° F (371– 482 ° C) и требует давления до 80 000 фунтов на квадратный дюйм (552 МПа). После экструзии продукт часто будет подвергаться как термическим, так и механическим процессам для получения желаемых свойств. Процессы экструзии ограничиваются более пластичными материалами.
Холодная обработка / закалка
Холодная обработка — это механическая обработка, выполняемая при температурах ниже критического диапазона. Это приводит к деформационному упрочнению металла. Фактически, металл часто становится настолько твердым, что трудно продолжать процесс формования без размягчения металла путем отжига.
Поскольку ошибки, связанные с усадкой, устраняются при холодной обработке, получается гораздо более компактный и лучший металл. Увеличиваются прочность и твердость, а также предел упругости; но пластичность уменьшается.Поскольку это делает металл более хрупким, его необходимо время от времени нагревать во время определенных операций, чтобы устранить нежелательные эффекты обработки.
Хотя существует несколько процессов холодной обработки, два, которыми будет заниматься авиационный механик, — это холодная прокатка и холодное волочение. Эти процессы придают металлам желаемые качества, которые нельзя получить горячей обработкой.
Под холодной прокаткой обычно понимается обработка металла при комнатной температуре. В этой операции материалы, которые были прокатаны до приблизительных размеров, протравливаются для удаления окалины, после чего они пропускаются через охлаждаемые чистовые валки.Это дает гладкую поверхность, а также приближает детали к точным размерам. Основными видами холоднокатаного проката являются листы, прутки и прутки.
Холодное волочение используется для изготовления бесшовных труб, проволоки, обтекаемых анкерных стержней и других материалов. Проволока изготавливается из горячекатаной катанки различного диаметра. Эти стержни протравливаются кислотой для удаления накипи, погружаются в известковую воду, а затем сушатся в парной, где они остаются до готовности к вытяжке. Известковый налет, приставший к металлу, служит смазкой во время операции волочения.
Размер стержня, используемого для волочения, зависит от диаметра готовой проволоки. Чтобы уменьшить стержень до желаемого размера, его в холодном состоянии протягивают через матрицу. Один конец стержня подпиливают или забивают до точки и пропускают через отверстие в матрице. Здесь он захватывается губками вытяжного блока и протягивается через матрицу. Эта серия операций выполняется с помощью механизма, известного как drawbench.
Чтобы постепенно уменьшить стержень до желаемого размера, необходимо протянуть проволоку через фильеры все меньшего размера.Поскольку каждый из этих чертежей снижает пластичность проволоки, ее необходимо время от времени отжигать, прежде чем можно будет выполнять дальнейшие чертежи. Хотя холодная обработка снижает пластичность, она увеличивает прочность проволоки на разрыв.
При изготовлении бесшовных стальных авиационных насосно-компрессорных труб трубу протягивают в холодном состоянии через кольцевую головку с оправкой или металлическим стержнем внутри трубки, чтобы поддерживать ее во время выполнения операций волочения. Это заставляет металл течь между матрицей и оправкой и дает возможность контролировать толщину стенки, а также внутренний и внешний диаметры.
Летный механик рекомендует
Поковка с выпадением Часто задаваемые вопросы
Canton Drop Forge стремится предоставлять нашим клиентам подробную информацию о нашем процессе ковки. Ниже приведены ответы на некоторые часто задаваемые вопросы, которые помогут вам принять решение о партнерстве с Canton Drop Forge.
Что такое ковка?
Ковка — один из старейших известных процессов металлообработки, включающий формование металла с использованием локализованных сжимающих сил.Силы обычно передаются с помощью молотка или пресса. Ковку часто классифицируют в зависимости от температуры, при которой она выполняется: холодная ковка, которая является одним из видов холодной обработки, теплая ковка или горячая ковка. Для последних двух металл нагревается в газовой или индукционной печи, но остается в твердом состоянии. Кованые детали могут иметь вес от менее килограмма до сотен метрических тонн. Ковка была сделана кузнецами на протяжении веков; К традиционным кузнечным изделиям относились посуда, скобяные изделия, ручные инструменты, холодное оружие и тому подобное.Кованые детали со времен промышленной революции широко использовались в оборудовании и машинах везде, где компонент требует высокой прочности и прочности. Эти поковки обычно требуют дальнейшей обработки, например механической обработки, для получения готовой детали.
Почему ковка лучше других процессов?
См. Нашу статью «Почему ковка».
Какой процесс ковки мы используем?
Canton Drop Forge использует большие паровые молоты для производства деталей с закрытыми и открытыми штампами.
Какие виды металлов мы выковываем?
Canton Drop Forge производит ковку самых разных металлов, включая углеродистые и легированные стали, нержавеющие стали, стали авиационного качества, титан и суперсплавы, такие как Waspaloy, A-286 и 718.
Каковы ограничения по размеру кованой детали?
CDF может выковывать детали весом до 3500 # с.
Для каких отраслей мы производим детали?
См. Разделы рынков ковки
Что такое поток зерна?
См. Глоссарий терминов по ковке.
Как мне запросить расценки?
Вы можете запросить расценки через наш веб-сайт, отправив электронное письмо одному из наших сотрудников отдела продаж или позвонив по телефону 330-477-4511 и запросив отдел продаж.
При запросе расценок на штамповку по индивидуальному заказу должен ли я предоставить размеры готовой машины или мне нужно добавить дополнительный материал для очистки?
Готового чертежа станка достаточно для предложения, однако CDF может запросить модель нестандартной поковки, которая будет представлена до производства, если таковая имеется.В большинстве случаев CDF создает чертеж поковки, который необходимо согласовать до производства деталей.
Улучшение производства шестигранных гаек холодной штамповки с помощью компьютерного анализа и проверки экспериментов
Холодная штамповка играет решающую роль в крепежных изделиях и применяется в автомобильной, строительной, аэрокосмической промышленности и производстве живого товара, так что холодная штамповка открывает новые возможности. для производства большего количества продуктов.В этом исследовании с помощью компьютерного моделирования делается попытка проанализировать процесс создания деталей машин, таких как шестигранные гайки. Программное обеспечение для формования DEFORM-3D применяется для анализа процесса на различных этапах компьютерного моделирования, а испытание на сжатие также используется для уравнения напряжения течения, чтобы сравнить различия между экспериментальными результатами и уравнением, которое встроено в программное обеспечение для компьютерного моделирования. В то же время металлография и твердость экспериментов используются для понимания характеристик холодной ковки шестигранных гаек.Результаты исследования помогут машиностроительным предприятиям понять нагрузку ковки и условия формования на различных этапах перед формированием крепежа. В дополнение к правильному проектированию и производству штампов, качество выпускаемых шестигранных гаек будет более стабильным, что повысит конкурентоспособность промышленности.
1. Введение
Винты, также называемые крепежными деталями, широко применяются и являются неотъемлемой частью. В развитых странах с более высокой индустриализацией более высокий спрос на крепежные детали в больших количествах.Крепежные элементы необходимы в нашей повседневной жизни. В условиях глобального экономического спада промышленность крепежных изделий на Тайване пострадала от серьезных последствий со стороны развивающихся стран материкового Китая, Юго-Восточной Азии и Индии, а также антидемпинговых мер. Ожидается больше проблем. Процесс ковки в производстве крепежных изделий — важная технология. Ковка — это технологическое ремесло, изменяющее форму металлических материалов под давлением, так что материалы становятся кованными с определенными механическими свойствами, формами и размерами.Другими словами, металлические материалы сжимаются или выдавливаются между штампами, чтобы увеличить частичную или полную высоту и ширину или принять требуемые формы. В этом случае качество штамповок повлияет на качество, стоимость и эффективность продукции. Поэтому становится критически важным быстро спроектировать штамп и проверить надежность штампа, чтобы повысить его промышленную ценность.
Большинство производителей, которым требуется массовое производство винтов, выберут холодную штамповку. Холодная ковка — это обычный, но важный процесс обработки металла, в котором в основном используется штамп для фиксации нижней части металлического стержня до требуемой формы с помощью пуансона.Готовые изделия в основном используются для соединения различных строительных деталей. Поскольку нагревание не требуется, точность и гладкость поверхности оптимальны. В то же время дорогая штамповка сохраняется для более длительного срока службы. Это может снизить стоимость ковки, а также повысить прочность металла. Falk et al. [1] применили программу конечных элементов, DEFORM, в 2001 году, чтобы предложить метод коррелированной объемной штамповки, который может просто и точно оценить срок службы штампа холодной штамповки, но также был подтвержден экспериментами.С помощью программного обеспечения конечных элементов ANSYS Ландре и др. [2] использовали программное обеспечение конечных элементов для моделирования процесса цилиндрического сжатия углеродистой стали 1040, обсудили влияние трех форм предварительного формования на предел формования и спрогнозировали место деформации разрушения заготовки на заготовке. Кроме того, коэффициент разрушения использовался для сравнения применимости процесса по различным критериям. Ли и др. [3] использовали DEFORM для анализа напряжения пресс-формы для холодной штамповки в 2002 году и разделили его на две процедуры.В процедуре 1 предполагалось, что форма является твердым телом, нагрузка была добавлена к форме после того, как заготовка была сформирована, а затем был проведен анализ напряжений. В процедуре 2 предполагалось, что пресс-форма представляет собой упругое тело в процессе формования заготовки для анализа напряжений пресс-формы. Напряжение пресс-формы при таких двух процедурах сравнивалось с ним в эксперименте. Результат показал, что деформация формы, считающейся упругим телом, была близка к экспериментальной. Следовательно, точность DEFORM убедительна в этом исследовании.Тамура и др. [4] исследовали точность размеров и однородность кованых круглых заготовок. В исследовании использовался трехмерный жесткопластический метод конечных элементов, а достоверность анализа проверялась лабораторными экспериментами с использованием свинцовых заготовок. В то же время было уточнено и уточнено независимое влияние каждого выбранного основного рабочего параметра, то есть угла поворота и подачи. В результате была предложена оптимальная комбинация угла поворота и подачи с учетом не только точности размеров, но и производительности.Joun et al. [5] представили ориентированный на приложения подход конечных элементов к структурному анализу штампованных штампов. В их работах условие нагружения было автоматически извлечено из имитатора ковки на основе метода жестко-вязкопластических конечных элементов, и таким же образом учитывалась предварительная нагрузка из-за усилия зажима. Софуоглу и Гедикли [6] использовали физическое моделирование и программное обеспечение ANSYS для анализа изменений внутренней сетки заготовки и нагрузки при экструзии с определенным смещением пуансона, когда в процессе трехмерной экструзии использовались различные скорости экструзии и угол полуэкструзии головки.Маккормак и Монаган [7] приобрели коэффициент критерия Латама, проанализировали процесс формования шестигранных болтов и нагрузку на сдвиг форм и улучшили процесс формования для определения параметров процесса формования в 2001 году. Кроме того, Маккормак и Монаган использовали DEFORM для анализа влияние параметров формы для формования болтов с шестигранной головкой на напряжение формы. Результаты анализа показали, что напряжение формы будет уменьшено, а срок службы будет продлен, если геометрическая форма формы позволит материалу легко течь в процессе формования.Ким [8] применил многоступенчатую непрерывную холодную ковку для формирования контактного штифта в 2007 году, когда экструзия и осадка заменили традиционную сварку, использовал CAMPform-3D и холодную штамповку для проверки и успешно произвел продукцию, которая позволила избежать 10% дефекты, вызванные сваркой. Ван и Чен [9] решили проблемы обработки тонкостенных деталей и на примере типичных осевых тонкостенных деталей провели общий анализ метода обработки, чтобы найти возможный метод обработки для справки аналогичная обработка тонкостенных деталей.Чтобы устранить дефекты заготовок, потери сырья и энергии, длительную процедуру обработки и низкую эффективность производства при производстве концевых муфт, Ма и др. [10] использовали программное обеспечение DEFORM-3D и мелкосерийное производство на местах для доказательства преимуществ экструзионного формования, включая высокую точность размеров, снижение стоимости производства и хорошую формуемость, чтобы удовлетворить потребности массового производства.
Методы инкрементной ковки дают возможность изготавливать точные компоненты кольцевого типа с меньшими нагрузками, чем операции прессования.Guangchun и Guoqun [11] использовали метод конечных элементов при анализе процесса ротационной ковки. Трехмерная программа для анализа методом конечных элементов жестко-пластической формы была разработана на языке FORTRAN и использовалась для анализа процесса ротационной ковки кольцевой заготовки. Результаты показали, что механическая модель, представленная в этой статье, хорошо согласуется с практическим процессом ротационной ковки. Микрофаковка — это область с большим потенциалом, особенно в области электронных и медицинских устройств; например, Hsia et al. [12, 13] использовали программу конечных элементов DERORM-3D для моделирования процесса прямой экструзии и ковки микроштифтов 3C в 2013 и 2014 годах.В ходе исследования моделировалась прямая микроэкструзия заготовок и обсуждались различия между смоделированным этапом процесса и экспериментальным процессом. В их исследованиях также оценивалась эффективная нагрузка-деформация и свойства текучести материала после экструзии и реакция головки пуансона при формировании прогнозируемого материала в качестве стандарта оценки для проектирования головки пуансона и прочности конструкции матрицы.
Публикация гораздо более широкого спектра промышленных приложений для ковки в значительной степени способствовала бы использованию вычислительного моделирования.Нацеленное на процесс формирования шестигранных гаек, это исследование пытается предшествовать программному анализу и моделированию, чтобы обсудить распределение напряжения, деформации, поля скорости и нагрузки на каждом этапе, чтобы помочь предприятиям прогнозировать возможные проблемы в процессе формования, когда проектирование штампов. Кроме того, стоимость разработки штампов может быть снижена, чтобы сделать производство крепежных изделий более эффективным.
2. Методология исследования и экспериментальная база
В производстве крепежных изделий большой опыт работы с продуктом имеет решающее значение.Отсутствие мощной поддержки теорий и известной науки может привести к возникновению узких мест в развитии. Например, продукты, которые постоянно тестируются на платформе, могут задерживать доставку продукта. Рост затрат повлияет на производство крепежных изделий. Использование программного обеспечения для компьютерного анализа, FEM (DEFORM-3D), для ковки металла было важным в последние годы и стало тенденцией развития. Внедрение компьютерного проектирования и анализа в проектирование и производство штампов для крепежных изделий могло бы эффективно сократить время разработки продуктов, дополнительно сократив время испытаний штампов и предотвратив образование отказов.Помимо обеспечения качества поковок и увеличения срока службы штампов, это может снизить затраты на использование материалов и модификацию штампов.
2.1. Теория холодной ковки
Поскольку формовка металла — это сложная деформирующая характеристика, предположение о точности и разумности граничных условий и характеристик материала при анализе методом конечных элементов в значительной степени повлияет на результаты анализа. В этом случае подходящие допущения требовались для моделирования при анализе или моделировании обработки пластика, чтобы разумно упростить сложность обработки пластика и сократить время алгоритма.Допущения для моделирования перечислены ниже.
2.1.1. Критерий текучести
Обычно критерий текучести по Мизесу принят как правило пластичности материала. Он обеспечивает связь между условием текучести материала и трехмерным напряженным состоянием. Все три главных осевых напряжения, и могут быть выражены как эффективное напряжение, указанное Мизесом, в то время как эффективное напряжение достигает значения предела текучести материала, тогда в этом материале начинается пластическая деформация.Уравнение (1) выражается как
2.1.2. Постоянный температурный режим
Температура формования поддерживалась при комнатной температуре, а температура, возникающая в результате пластической деформации металла кованой заготовки в процессе холодной ковки, была небольшой, так что влияние локальной температуры не принималось во внимание.
2.1.3. Модель трения
Обработка крепежной детали холодной штамповкой показала высокое контактное давление, что позволило использовать модель постоянного трения для трения на границе раздела; постоянный коэффициент трения рассматривался как коэффициент трения на границе раздела фаз, и трение на границе раздела между формой и изделием оставалось постоянным в процессе.
2.2. Этапы эксперимента
Программное обеспечение для анализа компьютерного моделирования, SolidWorks, применяется для создания трехмерной геометрической модели штампов и заготовок в этом исследовании. На рис. 1 показан 5-ступенчатый продукт исследуемой шестигранной гайки; На рис. 2 показана работа штампа, пуансона и штампованной заготовки с 1/6 исходной формы. Первый этап — это предварительное формирование шестигранной гайки, второй этап — изменение внешней формы шестигранной гайки, третий этап и четвертый этап — выявление больших изменений на штампованном штифте, которые, по-видимому, показывают большие нагрузки из-за предварительного формирования отверстия шестиугольной гайки. гайка, а пятая стадия повторяет процессы двух предыдущих стадий и продолжает деформацию холодной штамповки до конечного размера продукта.Для анализа фигуры сначала преобразуются в файлы STL, а затем импортируются в программу формования DEFORM-3D для моделирования. Блок-схема анализа показана на рисунке 3, где сначала определяется направление исследования, а затем приобретаются истинные материалы для испытания на сжатие, чтобы получить напряжение течения для проверки. Анализ моделирования на различных этапах может предшествовать, если экспериментальный результат верен. Окончательные результаты сравниваются с полевой обработкой, чтобы проверить выполнимость компьютерного моделирования в целом.
2.3. Испытание на сжатие
Детали подвергались эксперименту по сжатию с помощью универсальной испытательной машины, чтобы получить данные о нагрузке холодной штамповки и этапах сжатия, с помощью которых вычисляются истинное напряжение и истинная деформация, график линии напряжения течения строится с Программное обеспечение Grapher, и уравнение получено с помощью статистической регрессии.
В эксперименте материал AISI 1010 сначала нарезается так же, как и шестигранная гайка для испытательного цилиндрического образца, при этом соотношение внешнего диаметра и длины устанавливается равным 1: 1.5, а фактический внешний диаметр готового цилиндрического образца — 6 мм, высота — 9 мм. Для испытания на сжатие используется универсальная испытательная машина с давлением 100 тонн; цилиндрический образец покрывается смазкой (диоксид марганца) перед сжатием, чтобы материал можно было испытать, находясь ближе к реальной производственной линии. После сжатия до этого обжатия от 30%, 60%, 75% и 90%, рис. 4, компьютер автоматически записывает нагрузку холодной штамповки, шаг сжатия и время деформации в экспериментальном процессе.Такие данные в дальнейшем рассчитываются и систематизируются с помощью Excel. Нагрузка холодной штамповки, процесс деформации сжатия и геометрическая форма цилиндрического образца преобразуются в инженерные напряжения и инженерные деформации с помощью (3) и (4), а затем преобразуются в истинное напряжение и деформацию с помощью (5) и (6).
Инженерное напряжение:
Инженерное напряжение:
Истинное напряжение:
Истинное напряжение: где — сжимающая нагрузка, — начальная площадь и высота поперечного сечения, это высота при деформации и уменьшение.В испытании на сжатие инженерная деформация и уменьшение равны; то есть, .
Получив истинное напряжение и истинную деформацию с помощью приведенных выше уравнений, они добавляются в программное обеспечение Excel и рассчитывают кривую напряжения течения с помощью степенного закона, рисунок 5, и уравнения напряжения течения, где константа 633,63 — это коэффициент прочности, а 0,13 — индекс упрочнения. В этом испытании на сжатие начальная высота цилиндрического образца составляет 9 мм, а диаметр — 6 мм. Максимальное уменьшение 90%, показанное на рисунке 4, означает истинную деформацию 2.3 мм / мм, но только до 1,5 мм / мм, широко используется для получения данных о напряжении течения при обработке металлов давлением. Получив напряжение потока, уравнение далее подставляется в DEFORM-3D для моделирования, которое сравнивается с результатом анализа с уравнением, встроенным в базу данных программного обеспечения, чтобы понять разницу в результатах компьютерного моделирования между фактическими испытаниями на сжатие. и программное обеспечение на различных этапах для использования в будущем.
2.4. Выбор параметра моделирования
Матрица, материалы деформации и параметры моделирования для настроек в процессе анализа показаны в таблице 1. В операциях предварительной формовки коэффициент трения 0,12 применяется для моделирования условий холодной штамповки из-за смазанные условия между штампом и заготовкой. Ввод вышеуказанных параметров в программу компьютерного моделирования, DEFORM-3D, позволяет проводить анализ на различных этапах. Поскольку нагрузка на материалы напрямую влияет на срок службы материала, сравниваются и обсуждаются нагрузки, полученные в результате эксперимента, и моделирование кривой напряжения течения, построенное в программном обеспечении для анализа.
3.Результат и обсуждение3.1. Нагрузки на холодную штамповку из базы данных и испытания на сжатиеПятиэтапный процесс изготовления шестигранных гаек с базой данных, созданной в компьютерном моделировании, и кривой напряжения течения, полученной с помощью фактического испытания на сжатие, продолжался с моделированием и анализом, таблица 2. Основа справочной Нагрузка при холодной штамповке получается из базы данных в программном обеспечении компьютерного моделирования, а знаки плюс-минус используются для представления разницы между результатом моделирования и фактическим экспериментом по сжатию.Знак плюс означает результат, превышающий размер базы данных, а знак минус означает отрицательный результат. Нагрузка в Таблице 2 — это последняя стадия сжатия на каждой стадии; и 1/6 симметричных шестигранных гаек для анализа моделирования, что реальная нагрузка при холодной штамповке равна конечной нагрузке, умноженной на 6. При сравнении большая разница в 11% появляется на третьем этапе, тогда как ошибка на других этапах составляет выявлено, что оно составляет от 2% до 3%. В результате пятиэтапного моделирования, рис. 6, красная линия представляет собой результат моделирования на основе кривой напряжения течения в базе данных, черная линия — результат моделирования кривой напряжения течения в эксперименте по сжатию, а синяя линия — разница между ними.При сравнении наибольшая разница появляется в начале сжатия на каждой стадии, где самые большие 80% среди 5 стадий появляются на шаге сжатия 0,04 мм на третьей стадии. В этом случае наибольшая разница появится в интервале, когда материал начинает течь, то есть в первые несколько шагов после начала сжатия, в отношении уравнений потока для анализа моделирования с помощью программного обеспечения для формования DEFORM-3D либо с помощью эксперимента по сжатию или базы данных, встроенной в программу.Затем анализ моделирования следует за соотношением истинного напряжения и истинной деформации в уравнении потока. На рисунке 6 также представлена нагрузка холодной ковки 80,16 кН (10%) на первом этапе, 178,08 кН (21%) на втором этапе, 218,04 кН (26%) на третьем этапе, 237,66 кН (около 29%) на втором этапе. четвертая ступень и 117,3 кН (14%) на пятой, общая нагрузка 831,24 кН.
3.2. Анализ моделирования процесса шестиугольных гаекРезультат моделирования на 5 этапах с помощью программного обеспечения компьютерного моделирования DEFORM-3D, эффективное напряжение, эффективная деформация и поле скорости на каждом этапе могут быть записаны.На рисунках 7–11 показаны результаты анализа с первого по пятый этапы. Поскольку напряжение может повлиять на срок службы материала, процесс формовки и результат, более высокое напряжение представляет собой более высокий индекс упрочнения, из-за чего материал может быть нелегко обработан. Кроме того, упор будет сосредоточен на углах при общей обработке, поэтому матрица должна иметь закругленную форму для плавного движения материалов. Деформация может помочь в понимании места деформации в пласте, а поле скорости помогает нам понять поток материалов в полости в процессе сжатия. На рисунке 7 показана предварительная формация на первом этапе, где максимальное эффективное напряжение 686 МПа и максимальная эффективная деформация 1,84 мм / мм проявляются на внутреннем угле изгиба матрицы, а максимальная скорость поля скорости — 472 мм / сек. на голове. На рис. 8 показаны максимальное напряжение 750 МПа и максимальная деформация 3,66 мм / мм на втором этапе на углах внешнего изгиба верхней и нижней частей и максимальная скорость 894 мм / с. Поскольку рисунок верхнего штифта пуансона демонстрирует очевидные изменения на третьем этапе, рис. 9, напряжение сосредоточено на поверхности выдавливания штифта на верхней и нижней поверхностях, а максимальное напряжение 761 Ма, максимальная деформация 4.10 мм / мм, а поле скорости 1750 мм / с появляется на периферии верхней поверхности материала. На рис. 10 показано максимальное напряжение 814 МПа и максимальная деформация 6,85 мм / мм на четвертой стадии, где нижний пласт имеет большие изменения, а также поле максимальной скорости 1920 мм / с на периферии верхней поверхности. На рисунке 11 показана пятая стадия формовки, где максимальное напряжение 922 МПа и максимальная деформация 17,9 мм / мм возникают в материале внутри отверстия, общее распределение напряжений и деформаций показывает даже больше, чем первые четыре стадии, поле максимальной скорости показывает 1190 мм / сек, и поток появляется на нижней и верхней поверхности.На фиг. 12 показаны результаты анализа на дополнительном этапе, где максимальное эффективное напряжение 839 МПа возникает на этапе 165, концентрируясь на области, где вырезается остаток; максимальная эффективная деформация 8,65 появляется в той же позиции, что и максимальное эффективное напряжение; и поле максимальной скорости 431 мм / сек появляется в нижней части после прорезания отверстия. Из приведенных выше результатов моделирования видно, что форма шестигранной гайки показывает наибольшее изменение на пятой стадии, когда максимальное эффективное напряжение и эффективная деформация возникают на стадии, а поле максимальной скорости появляется на четвертой стадии. В таблице 3 показано сравнение моделируемых и экспериментальных размеров на разных этапах холодной штамповки шестигранной гайки. В данном исследовании обсуждаются только размеры диагонали и толщина. Поскольку симметричная сетка 1/6 установлена при моделировании, размеры оси-оси указывают на среднюю толщину диагонали и -оси. Результаты моделирования получены на основе анализа DEFORM-3D, а экспериментальные размеры различных последовательностей ковки от металла заготовки до этапа чистовой обработки измерены, как показано на рисунке 1.Из таблицы 3 процент ошибок составляет не более 6,6%, например, максимум по диагонали первой ступени.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Добавить комментарий