
Что такое холодная ковка | Ручная холодная ковка металла
Холодная ковка – это изготовление изделий, в процессе которого металл не нагревается. Нужные формы получаются в результате исключительно механической обработки.
Этот вид обработки позволяет полностью автоматизировать работу. Он менее трудоемкий и при этом более экономичный. Технологический процесс состоит из последовательного ряда операций, для выполнения которых используется специальное оборудование и инструменты. При этом для изготовления продукции в качестве основы используется листовой или сортовой металл. Его изгибают или вырезают по подготовленным трафаретам. Это значительно облегчает и ускоряет процесс изготовления больших партий вещей и сокращает время выполнения заказа.
Характеристики изделия, которое получается методом холодной ковки однозначно зависят от надежности и качества оборудования не менее, чем от профессионализма мастеров.
Изготовленные детали соединяются с помощью сварки. Дополнительно для улучшения декоративного эффекта могут использоваться и разнообразные другие технологии: кручение металла или вальцовка.
Что дает холодная ковка
Эта технология позволяет увеличить прочность металла и уменьшает его пластичность. Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Применение холодной ковки обеспечивает аккуратность и красивый вид готовой продукции. Для больших заказов можно создать совершенно идентичные узоры, которые будут выглядеть точными копиями друг друга.
Кроме того, именно с помощью этого метода можно добиться оригинального эффекта старения металла.
Вещи становятся более выносливыми к повреждениям и ударам, что увеличивает их долговечность.
Кроме того, это достаточно экономный способ, при котором изделие получатся дешевле, но вовсе не хуже, чем произведение после горячего способа.
Применение холодной ковки
Благодаря тому, что этот способ позволяет быстро изготавливать довольно большие изделия, он особенно популярен при выполнении заборов, оград, ворот, беседок, разнообразных решеток и перил.
Такие вещи можно смело использовать на улице для декорирования приусадебного участка, сада или фасада дома.
Однако совершенно не исключается и возможность изготовления более изящных изделий для интерьера. Каминные решетки и подставки для цветов, декоративные вазы или табуреты – все это возможно для данной технологии.
Для создания оригинального декора не редко используется покрытие медью или золотое напыление.
Холодная ковка металла, преимущества холодной ковки перед горячей
Как способ производства кованых изделий холодная ковка имеет много достоинств перед горячей ковкой за счет ряда факторов. Во-первых, данный вид производства кованых изделий менее затратный для изготовителя при достаточном качестве и многих достоинствах самой технологии. Во-вторых, это возможность тиражировать кованые детали, не увеличивая их себестоимости, что гарантирует стабильно умеренную стоимость готовой детали, которая зависит только от цен на исходное сырье — черновой металл в заготовках с металлургических производств: профили, трубы, прутья, квадраты.
При холодной ковке заготовки подвергаются механической обработке без предварительного нагрева. При горячей ковке необходим нагрев стали до высоких температур, когда металл становится эластичным и податливым для придания ему необходимой, согласно чертежам и эскизам, формы. В некоторых редких случаях нагрев металла применяется, но заготовки нагреваются лишь в местах стыков и швов для сглаживания шероховатостей.
Существует несколько разновидностей холодной ковки металла, применяемых для изготовления различных элементов художественной ковки:
Вальцовка — применяется для придания декоративной формы профильным трубам, пруткам и полосам, квадратам при помощи сменных валов на станках. Вальцовка производится на точно настроенных станках и имеет довольно высокую пропускную производительность в пересчете метр готовой художественной ковки за единицу времени.
Штамповка — это еще один вид холодной ковки, при котором производится работа над листовым металлом путем его деформации специально настроенными формами пресса для придания изделию объема и заданной формы.
В целом, это направление дает массу возможностей для реализации дизайнерских идей – в процессе работы над изделиями предоставляется возможность изгибать или вырезать детали по трафарету, что значительно облегчает процесс изготовления большой партии кованых изделий, тем самым, сокращает стоимость готового изделия. При изготовлении деталей мы используем сталь различных марок с низким содержанием углерода (до 0,22%). В ее состав для улучшения свойств могут вводиться фосфор, медь, мышьяк, никель и другие примеси.
Уже более 40 лет корпорация IND.I.A. поставляет на мировой рынок свои изделия, среди которых присутствует горячая и холодная ковка металла – и более 10 лет снабжает качественной итальянской ковкой российских рынок. ООО «АРТЕФЕРРО-РУССИА» является единственным официальным представителем компании на российском рынке. Кованые элементы и их подробное описания вы можете посмотреть в нашем интернет-магазине: www.arteferro.ru/shop
Холодная ковка — особенности технологии и оборудования
Какие особенности имеет технология холодной ковки, с каким оборудованием работают мастера и как его изготовить — об этом в нашем материале.
Холодная ковка позволяет делать металлообработку различных видов проката без предварительного нагревания. Причем создаваемые изделия, за счет прессования и гибки, получаются намного прочнее, чем при использовании литья или штамповки.
Какие особенности имеет технология холодной ковки и с каким оборудованием работают мастера — об этом в нашем материале.
Зачем используют холодную ковку
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его.
Однако, стоит учесть, что при браке или допущенных ошибках в обработке проката их исправить также невозможно или очень сложно.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.
Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Приемы и способы технологии
Чем отличается данная технология ковки от других способов металлообработки?
Понятно, что, в отличие от горячего способа, заготовки предварительно не разогревают до ковочной температуры. Лишь изредка может применяться частичный нагрев поверхностей в месте изгиба.
Технологически такой способ обработки металла построен на одном из физических свойств металла — пластичности. Черновые и цветные металлы, такие как сталь, медь, бронза и другие в зависимости от своего химического состава имеют способность выдерживать нагрузки на изгиб, разрыв, растяжение. Это позволяет их обрабатывать различными приемами без нагрева.
В момент изготовления изделий материал поддается прессованию, что уплотняет структуру металла и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет дополнительного сжатия в точках изгиба.
Важным отличием холодной ковки от горячей является то, что нет высокотемпературного воздействия на металл и, как следствие, он не меняет своих химических свойств, а ,значит, нет необходимости проводить дополнительные операции: отпуск, отжиг или закалку.
В итоге, холодная ковка металла имеет как преимущества, так и недостатки.
| Положительные свойства | Отрицательные свойства |
|
|
Главный недостаток холодной металлообработки в том, что можно производить ограниченные наименования продукции.
Какими технологическими приемами обрабатывается металл холодным способом?
Приемы холодной ковки
Изделия производятся путем механических способов и приемов обработки металлических заготовок. Основные операции:
- Гибка.
- Прессование.
- Чеканка.
Изгибание металла проводят как на ручном, так и на механическом оборудовании, причем многие изделия вполне реально производить вручную с использованием простейших приспособлений. Гибка — основной технологический прием описываемого способа ковки.
Прессование подразумевает использование сжимающих устройств. Прессы также могут быть ручными и механизированными.
Чеканка — это прием, с помощью которого проводится нанесение рисунка на поверхность изделий. Орнамент создается давлением на металл специальными инструментами или станками. Чаще всего такой способ «рисования» используют для создания рисунков на меди, так как она более пластичный материал.
В холодной ковке, также, как и при любой металлообработке, используют приемы резки, рубки и других общих операций, применяемых для подготовки заготовки и окончательной доводки изделий.
Технология подразумевает применение специализированного оборудования, создающего необходимые условия для производства и обработки материалов.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации.
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Как сделать станки холодной ковки самостоятельно
Чтобы сделать приспособления для холодной ковки, потребуется наличие некоторого инструмента (сварочный аппарат, болгарка), а также поискать информацию об их изготовлении.
Существует множество чертежей станков для холодной ковки. Некоторые из них представлены на фото в этом разделе.
Самый простой вариант — сделать приспособление улитку для гибки металлопроката. Как ее изготовить самостоятельно, можно посмотреть на видео:
 youtube.com/embed/k_x898EhfiY?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/k_x898EhfiY?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Также несложно собрать приспособление для скручивания заготовок — твистер. Главное подыскать материал и инструменты для работы.
Обзор на это приспособление показано в видео
Существуют и другие конструкции подобных устройств. Самодельные станки для холодной ковки не менее работоспособны по сравнению со своими покупными аналогами.
Для ковки холодным способом также потребуется и нагревательный инструмент, так как технология предусматривает частичный разогрев некоторых зон детали для более простого изгибания или скручивания. Нарезать металл проще с отрезным стационарным кругом. Но, за неимением его, можно воспользоваться болгаркой.
Еще один немаловажный инструмент в изготовлении изделий холодным способом — шлифовальные машины. Ведь отдельные элементы декора потребуют зачистки и сглаживания поверхностей. Для этого подойдут либо ручные ленточные шлифовальные машины, либо стационарный гриндер.
Наличие различных станков для холодной ковки металла значительно ускоряет процесс производства элементов, особенно, если требуется их массовый выпуск.
Если у Вас есть опыт изготовления станков для холодной металлообработки, поделитесь им в комментариях к материалу статьи. Насколько сложно изготовить такое оборудование самостоятельно и какая функциональность такого ручного оборудования? Примите участие в обсуждениях и оставьте свои дополнения к этой статье.
Насколько сложно изготовить такое оборудование самостоятельно и какая функциональность такого ручного оборудования? Примите участие в обсуждениях и оставьте свои дополнения к этой статье.
Холодная ковка металла – это обработка различных видов металла
Автор perminoviv На чтение 5 мин. Опубликовано
Холодная ковка – это особый способ обработки металла, который осуществляется без нагрева заготовки.
- Технология холодной ковки металла
- Оборудование для холодной ковки
- Области применения
- Преимущества и недостатки холодной ковки
Холодная ковка металла, используется гораздо чаще благодаря тому, что эта технология имеет менее трудоемкий процесс и более экономичные затраты в отличие от горячей ковки.
Суть холодной ковки заключается в том, что изгибание металлических прутов происходит в основном благодаря специальным ручным инструментам и некоторым станкам.
Технология холодной ковки значительно повышает прочность металла и его устойчивость к повреждениям. Это связанно с процессом прессования металла. Благодаря этому изделия, изготовленные по данной технологии, отличаются своей долговечностью.
Ещё одной особенностью холодной ковки является создание трафаретов, для серийного и точного выпуска определённых деталей.
Этапы изготовления кованых изделий:
- Этап создания эскиза будущего изделия. На данном этапе, необходимо рассчитать точные размеры изделия, его форму и декоративные элементы. Благодаря эскизу, будет точно понятно, сколько материалов и какие инструменты нужны для производства.
- После приобретения всех материалов и настройки инструментов можно приступать к созданию отдельных элементов. На этом этапе все ограничивается только фантазией мастера. Главное сверяться с эскизом целой заготовки, что бы ничего не упустить.
- После создания всех необходимых элементов, можно приступать к созданию общего изделия, путём сварочных работ.

- Последний этап – приведения изделия в достойный вид. Необходимо зачистить сварочные швы и покрасить получившееся изделие.

Перед покраской рекомендовано покрыть изделие грунтовкой.
Существует три основных направления холодной ковки: гибка, чеканка и прессование.
Оборудование для холодной ковки
Многие задаются вопросом: «что нужно для холодной ковки металла в домашних условиях?».
Основным оборудование для холодной ковки, принято считать ручные инструменты, сварочный аппарат, электроинструменты и основные станки.
Ручной инструмент, это различные щипцы, молотки, кувалды, наборы напильников, тиски.
Электроинструмент:
- Важнейший электроинструмент – сварочный аппарат постоянного и переменного тока.
- Болгарка – для разрезания металла и зачистки швов.
- Дрель или перфоратор – необходим для сверления метала. Обязательно наличие реверса.
- Машинка для шлифовки труднодоступных мест.
Список и описание так называемых «станков» для холодной ковки:
- Улитка – приспособление, с помощью которого можно создавать изделия в форме спирали. Максимальный диметр обрабатываемого прута не более 12 мм. Если же изготовить станок своими руками, можно обрабатывать больший диаметр.
- Гнутик – с помощью этого приспособления, можно сгибать под нужным углом металлические прутья и трубки.
- Волна – благодаря этому приспособлению можно создавать аналогичные названию изделия. С помощью оснастки, можно обрабатывать различные заготовки (трубы, пруты, шестигранники).
- Твистер – данное приспособление, необходимо для создания закрученных изделий вдоль продольной оси. Обязательный инструмент для проведения художественной ковки.
- Фонарик – это приспособление для переплетения металлических прутов, для создания определённых изделий.
- Объёмник – приспособление, для создания объёмных узоров на изделии.
- Шаблон – приспособления для создания дуг и кругов.
Все приведённые «станки», отличаются простотой в использовании. Однако если запускать своё производство, то рано или поздно придётся приобретать профессиональные многопрофильные станки, работающие от электродвигателей.
Однако если запускать своё производство, то рано или поздно придётся приобретать профессиональные многопрофильные станки, работающие от электродвигателей.
Так желательно обзавестись прессом для металла.
Многие профессиональные кузнецы, советуют создавать данные станки самостоятельно.
Не стоит приобретать многофункциональные приспособления, они гораздо быстрее выйдут из строя, чем узконаправленные станки.
Области применения
Технология холодной ковки металла, пользуется большой популярность благодаря своей простоте и экономичности. Так же с помощью холодной ковки, можно быстро создавать внушительных размеров изделия.
В большинстве случаев, методом холодной ковки обрабатывают металлически пруты и трубы небольшого сечения.
Самые распространенные изделия по технологии холодной ковки:
- Различные заборы и ограждения
- Декоративная мебель для участка
- Охранные решётки на окна и двери.
- Решётки для каминов
- Разнообразная кованая фурнитура
- Декорирование жилых помещений
Изделия, изготовленные по технологии холодной ковки, создадут богатый вид вашего дома или загородного участка. Основным плюсом в оформлении участков и парковых зон, является устойчивость к природным явлениям. Не требуется дополнительный уход для изделий холодной ковки. Достаточно раз в два года окрашивать поверхность изделия.
Во время создания более благородного внешнего вида, изделия покрывают различными видами напыления.
Для создания данных изделий, потребуется изучить весь процесс изготовления от начала до конца и освоится в работе с необходимыми приспособлениями и электроинструментами.
При холодной ковке, температура металла остаётся в районе комнатной или ниже. При этом происходит пластическая деформация металла. Под воздействием внешних сил, металл приобретает такие преимущества, как: повышение прочности и твёрдости, а так же приобретение защиты от коррозии. В большинстве случаев, для холодной ковки используют низкоуглеродистые виды металла.
Преимущества и недостатки холодной ковки
Преимущества холодной ковки металла:
- Не требуется высокотемпературный нагрев обрабатываемых заготовок
- Прочность поверхностей изделий холодной ковки, гораздо выше, чем у таких же изделий горячей ковки
- Точность выполнения работ при холодной ковке, превосходит горячую ковку
- Не требуется дальнейшей обработки после изготовления предмета
- Высокая производительность, благодаря возможности серийного производства.
- Оборудование для холодной ковки можно установить в любом помещение
- Возможность старения изделий
- Простота в использовании оборудования.
- Экономичность.
Холодная ковка метала, всё чаще и чаще становится вариантом хобби для владельцев своих участков и загородных домов.
Однако у этой технологии есть и свои недостатки:
- В процессе обработки заготовок, необходимо затрачивать значительные усилия для деформации металла
- Наличие специализированного оборудования
- Металл утрачивает свойство гибкости
- Необходим чистый металл
- Простота изготавливаемых изделий. Отсутствует уникальность ручной работы, как при горячей ковке
Если заниматься технологией холодной ковки в роли хобби, после накопления необходимого опыта, можно попытаться открыть собственно дело в данной сфере.
При хорошем владении данной технологии и развитой фантазией, можно создавать поистине прекрасные изделия.
Ковка металла своими руками | Строительный портал
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
- Ковка металла
- Металл для ковки
- Инструмент для ковки металла
- Ковка металла своими руками
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки – холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
Горячая ковка
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
Холодная ковка
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла – достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.

Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл – это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.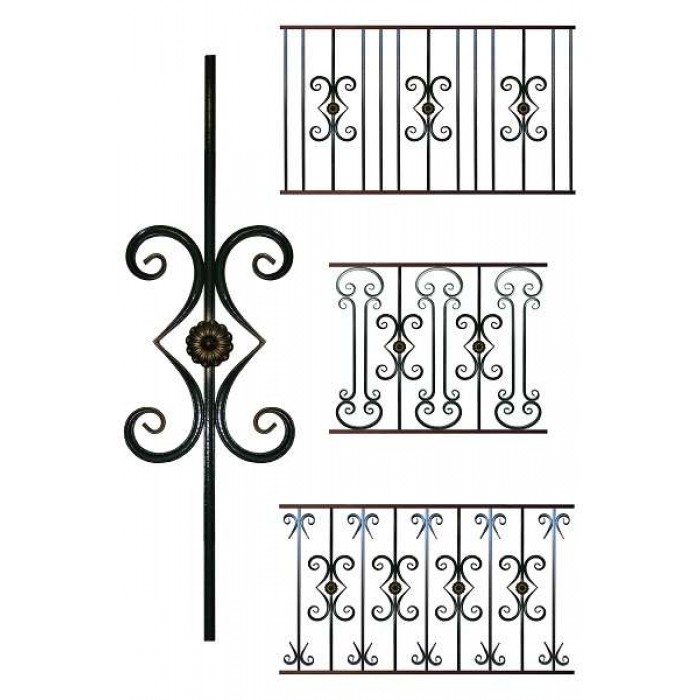
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн. Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня. Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки. При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
- Кувалда и Ручник. Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи. Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
 Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.- Фасонные молотки. При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка, двойной кронциркуль, кузнечный наугольник, шаблоны и калибры. Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка. Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.
- Фонарик. Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна. Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.

- Твистер. По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец. Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки. Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки. В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка – прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка – простой завиток, один конец которого загнут, а второй прямой.

- Кольца. Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион. Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки – гибка, закручивание, вытяжка.
Вытяжка – это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки – раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка. Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание. Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка. Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание. Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка, насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 – 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками – дело довольно увлекательное, требующее постоянного совершенствования.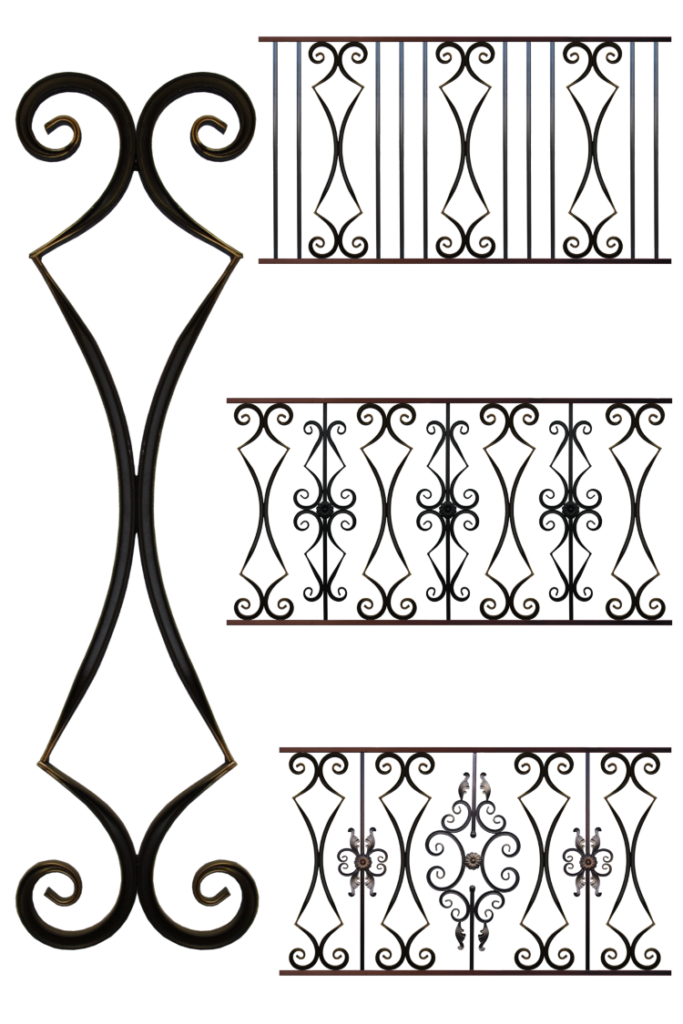 Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Холодная ковка металла
Очень красиво смотрятся ворота с коваными деталями или камины, заборы, решетчатые окна и двери, элементы мебели, декоративные изделия в помещении и на территории загородного дома. Такие мелкие детали обычно делают из металла, который обрабатывается методом холодной ковкой.
При таком методе обработки металла, заготовки на мелкие изделия или детали для соединения не нагревают. А сырьем для них служит железо или мягкая сталь, которое, при необходимости, может сшиваться сварочным аппаратом.
Холодная или художественная ковка выполняется при помощи кувалд, автоматических молотов, гидравлических прессов (метод штамповки) или вручную. Часто для их изготовления делают специальные шаблоны, которые могут использоваться даже в серийном производстве. Этот метод выполнения художественных металлических изделий считается наименее трудозатратным и быстрым, поэтому себестоимость таких деталей не очень высокая.
Метод холодной ковки для изготовления изделий имеет несколько преимуществ перед горячим. Одно из главных его достоинств — экономичность. Производитель, имея на вооружении широкие возможности технологии, изготавливает качественные и красивые детали, которые ценятся сегодня достаточно высоко.
А благодаря специальным шаблонам, можно заняться тиражированием кованых деталей, при этом их себестоимость не возрастет. Поэтому изготовленные таким образом детали, будут иметь вполне умеренную и стабильную стоимость. Их цена зависит лишь от стоимости чернового сырья. Такой металл можно приобрести уже в заготовках на металлургических комбинатах. Для холодной ковки подойдет черновая труба, квадрат, профиль, и т. д.
Работая методом горячей ковки, для того чтобы заготовка стала более мягкой и приобрела нужную форму, ее поддают обработке высокими температурами. Но холодная ковка металла не требует ее предварительного нагрева. Только в исключительных случаях металл нагревают в некоторых местах. Обычно, это стыки или швы, где под действием температуры сглаживают неровности или шероховатости.
Но холодная ковка металла не требует ее предварительного нагрева. Только в исключительных случаях металл нагревают в некоторых местах. Обычно, это стыки или швы, где под действием температуры сглаживают неровности или шероховатости.
Виды
Чтобы изготовить художественные детали или элементы из металлических заготовок, существует несколько методов холодной ковки. Но главными являются два: штамповка и вальцовка.
1. Штамповка. Она используется при работе с листовым металлом. Чтобы придать заготовке определенную форму, вид или объем, используют пресс, который специально настраивают на определенную деформацию листа.
2. Вальцовка. Материалом для нее может быть профильная труба, квадрат, прутья или полоса. Инструмент: станок со сменными валами, настраиваемые на определенную форму заготовки, которая должна получиться на выходе из него. Такие станки имеют достаточно высокую пропускную способность, если пересчитать количество готовых деталей за определенное время.
Сегодня холодную ковку все чаще стали использовать дизайнеры для реализации своих идей при создании интерьера или ландшафтном проектировании. Процесс изготовления деталей таким методом дает возможность вырезать или выгибать заготовки по определенному лекалу. Поэтому производители, вырабатывая большое количество одинаковых кованых деталей, не повышают их цены. Именно это учитывают дизайнеры для снижения стоимости готового проекта.
Для холодной ковки чаще всего используют металлы с заниженным уровнем в нем углерода (0,22%). А чтобы улучшить свойства металла, в него могут вводиться примеси мышьяка, фосфора, меди, никеля и т. д.
Учитывая такие достоинства метода холодной ковки изделий, сегодня многие начали заниматься этим в домашних условиях. Из рук таких мастеров можно получить совершенно уникальные элементы для дома или сада. Ведь у каждого из них свои идеи художественных элементов, а зачастую совершенно оригинальные и неожиданные. Тем более что все они — довольно тонкая работа, ведь для ручного производства не используются заготовки из толстого металла.
Тем более что все они — довольно тонкая работа, ведь для ручного производства не используются заготовки из толстого металла.
история, виды, приемы и технологии
plazmen.ru » Информация » Что такое холодная ковка
Холодная ковка представляет собой метод металлообработки, позволяющий получать недорогие декоративные элементы. Из них собирают ограждения, калитки, детали садовой мебели и пр. Такие изделия сильно напоминают кованые, за что метод и получил свое название.
Оборудование для холодной ковки.
История возникновения
Данный способ металлообработки стали практиковать задолго до горячей ковки. Наиболее старые изделия, обнаруженные в Египте и Междуречье, датируются IV-V тысячелетиями до н.э.
В древности способ буквально представлял собой ковку. Руде или мягкому золоту придавали нужную форму ударами каменного молотка. В современной технологии применяют другие материалы и методы.
Зачем используют холодную ковку и какие изделия производят
Данный способ позволяет изготовить без предварительного нагрева разные металлические элементы декоративного назначения. Это завитки, спирали, пики, кольца, скрученные прутья и др. С помощью электросварки их объединяют в изделия, сочетающие в себе практическую функцию и художественную ценность:
- Решетки, ограды. Воспроизводя готический стиль, верхнюю часть забора украшают пиками. Благодаря этому ограждение становится труднопреодолимым.
- Фонари.
- Перила для крыльца и мостика через водоем.
- Навесы, козырьки.
- Садовую мебель: скамейки, столы. Предметы с завитыми спинками и подлокотниками служат украшением участка.
- Балконные ограждения.
- Беседки.
- Мангалы.
- Элементы интерьера в доме: каминные решетки, вешалки, карнизы и пр.
Из составных элементов собирают абстрактные узоры либо изображения листьев, гроздей винограда и т.д.
Кованная беседка с мангалом.
Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы. Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.
Стальные листы используют в качестве заготовок для ковки.
Приемы и технология холодной ковки
Изменение формы заготовок производят следующими методами:
- гибкой;
- кручением;
- протяжкой;
- чеканкой.
Отличительной чертой холодной деформации металла является простота технологического процесса. Так, гибку осуществляют в следующей последовательности:
- Устанавливают оправку нужного размера.
- Жестко фиксируют один конец заготовки.
- Сгибают ее, охватывая оправку. В результате получают вензель или завиток нужных размера, формы и направления.
Кручению подвергают прут квадратного сечения. Для выполнения операции нужны только тиски и ворот с длинным рычагом. При ручном исполнении операция потребует больших усилий. В результате получают прут, равномерно закрученный вокруг собственной оси. Можно установить в тиски 2 изделия и обвить их одно вокруг другого. Так делают, например, крайние опоры балконных ограждений.
Операция протяжки состоит в перемещении заготовки между роликами, вследствие чего происходит ее сдавливание. В большинстве случаев данным методом концам прутьев придают заостренную форму.

Чеканку по индивидуальному заказу выполняют вручную с помощью молотка. В серийном производстве используют штамп. Механизм выдавливает рисунок подвижной частью — пуансоном.
Кручение — один из способов ковки.
Отличия холодной ковки от других способов металлообработки
Помимо данного метода, для производства металлических изделий применяют:
- Литье. Сплав нагревают до жидкого состояния и заливают в формы.
- Механическую обработку (с помощью режущего инструмента). Заготовку обтачивают, сверлят, строгают и т.д.
- Горячую ковку и штамповку. Заготовка подвергается ударному воздействию в нагретом состоянии.
Таким образом, отличия холодной обработки от альтернативных способов состоят в следующем:
- Заготовку предварительно не нагревают.
- Ее целостность и структура не нарушаются. Требуемая форма достигается путем холодной обработки под действием внешней силы.
Преимущества и недостатки
К достоинствам технологии относят:
- Низкую стоимость. Она объясняется малыми затратами энергии и труда.
- Отсутствие требований в части квалификации исполнителя. Если горячая ковка доступна только профессиональному кузнецу с развитыми навыками и при наличии мощной печи, то холодной может заниматься любой желающий, притом в домашних условиях.
- Высокие эстетические достоинства. Ворота, решетки и прочие изделия смотрятся дорого, благородно и привлекательно; издали они походят на кованые.
- Высокую скорость изготовления. Набор элементов для ворот можно выполнить за полдня. Для их изготовления ручной горячей ковкой потребуется неделя.
- Возможность создавать оригинальные изделия, по-разному комбинируя типовые элементы.
Недостатки:
- Ограниченный набор исходных материалов и конечных форм. По этой причине изготовленные данным методом предметы не могут сравниться в художественной ценности с полученными традиционной горячей ковкой.
- Потребность в специальном оборудовании.

Специальное оборудование — один из недостатков холодной ковки.
Инструменты и материалы для холодной ковки
Мастер должен располагать следующим:
- Специальными станками.
- Сварочным аппаратом. Применяется для сборки декоративных элементов в единую композицию.
- Болгаркой с диском «по металлу». Ею прокат нарезают на заготовки.
- Струбцинами или другими приспособлениями для неподвижной фиксации элементов перед сварочными работами.
- Щеткой с металлическим ворсом.
- Молотком.
- Кистью для нанесения эмали. Низкоуглеродистая сталь нуждается в защите от коррозии.
- Рулеткой.
Используют материалы:
- Стальной прокат: прут, полосу, лист.
- Плавящиеся электроды с покрытием. Конструкция не относится к ответственным, поэтому подойдут рутиловые расходники типа МР-3.
- Эмаль для наружных работ.
Оборудование для холодной ковки
Элементы изготавливают на нескольких станках. Название каждого устройства соответствует выполняемой с его помощью операции.
Улитка
Данное оборудование предназначено для завивки заготовки в плоскую спираль. В самом простом исполнении представляет собой массивный стол с закрепленным на нем шаблоном из толстой стальной полосы.
Зафиксировав конец заготовки в центре, ее деформируют гибочным рычагом.
В усложненном варианте шаблон выполнен из нескольких шарнирно скрепленных звеньев и установлен на вращающемся столе. Прижим заготовки осуществляет ролик. По мере вращения вала шаблон постепенно разгибается.
Кузнечный станок Улитка.
Гнутик
Данный станок изгибает прокат под нужным углом. Он состоит из следующих компонентов:
- Станины.
- Неподвижных упоров с прижимными роликами для фиксации заготовки.
- Направляющих.
- Перемещающегося по ним подвижного упора.
- Винтового механизма.

На подвижном упоре крепят накладку с профилем, соответствующим требуемой форме изгиба. Необходимое усилие создается винтовым механизмом.
Поворачивая стол с закрепленной на нем заготовкой, можно получать любые плоские и пространственные фигуры.
Кузнечный станок Гнутик.
Волна
Конечное изделие представляет собой скругленный зигзаг. Главными элементами станка являются центральный и обводной ролики, последний установлен на водиле. Также можно дооснастить «улитку» либо использовать «гнутик», вооружив подвижный упор накладкой соответствующего профиля.
Ручной станок для ковки Волна.
Фонарик
Станок скручивает сразу несколько стержней, установленных по кругу. В результате получается пространственная конструкция цилиндрической формы со спиральными стенками. На станине закреплены упор с фиксатором и подвижный ворот.
Кузнечный станок для ковки Фонарик.
Глобус
С помощью данного станка изготавливают арочные перекрытия и другие изделия в виде дуги с большим радиусом. Заготовку обжимают по шаблону гибочным рычагом с подвижным роликом.
Данный станок применяют для серийного производства. В единичном количестве дуги можно изготовить на «гнутике».
Кузнечный станок Глобус.
Твистер
Устройство закручивает заготовку вокруг продольной оси. Для этого один ее конец жестко фиксируют, а второй вращают подвижным воротом. Этот узел может перемещаться вдоль заготовки, что позволяет регулировать шаг спирали.
Станок Твистер.
Где можно купить
Приобрести приспособления для холодной формовки можно в интернет-магазинах, например «Все инструменты». Качественные ручные станки предлагает компания «Невское оборудование».
Крупный производитель профессиональных инструментов — ООО «Технодор». Оно реализует продукцию через собственный интернет-магазин.
Также в сети продают готовые декоративные элементы, выполненные методами холодной деформации.
Самодельное оборудование для холодной ковки
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.
Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
Изготовление станка
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.

Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
Создание узоров для изделий своими руками
Для выбора оптимального варианта компоновки декоративных элементов рекомендуется просмотреть фото в интернете. Взяв за основу понравившийся узор, его дополняют и видоизменяют в соответствии с собственными идеями.
Будущее изделие рекомендуется вычертить на ровной поверхности мелом в масштабе 1:1. Может выясниться, что на бумаге или экране компьютера узор смотрится привлекательно, а в реальном размере — нет. Для облегчения процесса переноса на плоскость можно изготовить бумажные модели завитушек и других элементов.
Стили и элементы
Узоры делятся на виды:
- геометрические;
- растительные;
- животные.
В первой группе различают несколько стилей:
- Романский. Отличается строгостью линий и большим количеством однотипных элементов. При компоновке орнамента соблюдают симметрию.
- Готический. Содержит в большом количестве элементы, направленные вверх: стрельчатые арки, пики, острые шипы и т.д. Спирали и завитки делают раздвоенными, напоминающими стебель растения. Прямые линии прутьев дополняют фонариками.
- Барокко. Характеризуется пышными ажурными орнаментами. Геометрические узоры дополняют растительными элементами — листьями и цветами.
- Ренессанс. В этом стиле преобладают округлые, плавные линии. Встречается относительно редко.
- Ампир. Данный стиль, наоборот, предполагает наличие большого количества длинных гладких прутьев. Даже завитки выполняют вытянутыми со спиралями на концах.
 Даже завитки выполняют вытянутыми со спиралями на концах.
Даже завитки выполняют вытянутыми со спиралями на концах.Методами холодной формовки чаще всего изготавливают следующие детали:
- Завитки. Применяются чаще всего. Имеют различную форму, например, бывают S- и С-образными. Второй вариант называют волютой.
- Спирали. Бывают плоскими и пространственными, одинарными и двойными.
- Крутени. Прут или полоса, скрученные вокруг собственной продольной оси.
- Пики. Заостренный элемент на конце прута.
- Чеканку. Изготовленная из тонкого металла имитация листа, лепестка, цветка или животного.
- Кольца.
Формирование орнамента
Элементы складывают на ровной поверхности в узор и соединяют одним из следующих способов:
- Сваркой.
- Художественными хомутами (заклепками).
Второй вариант применяют в местах, где сварной шов невозможно сделать незаметным. Заклепки делают фигурными, так что они гармонично дополняют узор.
Сварные швы после удаления шлака выравнивают болгаркой, вооруженной шлифовальным диском. Им же обрабатывают весь орнамент перед покраской.
Лучше делать самому или покупать готовую аппаратуру
Для выполнения разовых работ целесообразно изготовить станки своими руками. Они обойдутся в несколько раз дешевле покупных.
Для серийного производства следует обзавестись профессиональным оборудованием, изготовленным в заводских условиях. Затраты на него будут оправданы высоким качеством и большим ресурсом.
Что это? Преимущества, Процесс, Горячие и Холодные, Типы, Соображения
Введение
Это наиболее полное руководство по холодной ковке, доступное в Интернете.
В этой статье рассматриваются следующие темы:
- Что такое холодная ковка и как она работает
- Преимущества и недостатки холодной штамповки
- Горячая штамповка vs. холодная ковка
- Металлы и оборудование / машины бывшие в употреблении
- Холодная штамповка
- И многое другое …
 холодная ковка
холодная ковкаот Anderson Shumaker Company
Глава первая — Что такое холодная штамповка и как она работает?
Холодная штамповка — это процесс формования и производства металла, при котором пруток вставляется в штамп и сжимается во второй закрытой штампе.Процесс завершается при комнатной температуре или ниже температуры рекристаллизации металла для придания металлу желаемой формы или конфигурации.
Холодная штамповка — это эффективный и экономичный процесс деформирования металла для производства больших объемов деталей по низкой цене. Существует три метода холодной ковки, которые различаются в зависимости от температуры, которые могут быть холодными, теплыми или горячими и включают использование молотков, штампов или прессов для придавать форму, сжимать, деформировать и катить металлы.Холодную ковку не следует путать с механической обработкой или литьем, поскольку конечный результат — более прочный и качественный продукт.
В отличие от горячей или горячей штамповки, холодная штамповка формирует и деформирует пруток при комнатной температуре за счет локализованного сжимающего усилия. В зависимости от требований к конструкции детали, заготовка может проходить через несколько штампов или подвергаться ударам несколько раз подряд для достижения правильной формы.
Глава вторая — Как работает холодная ковка
Низкая стоимость холодной ковки обусловлена снижением трудозатрат и устранением вторичной обработки.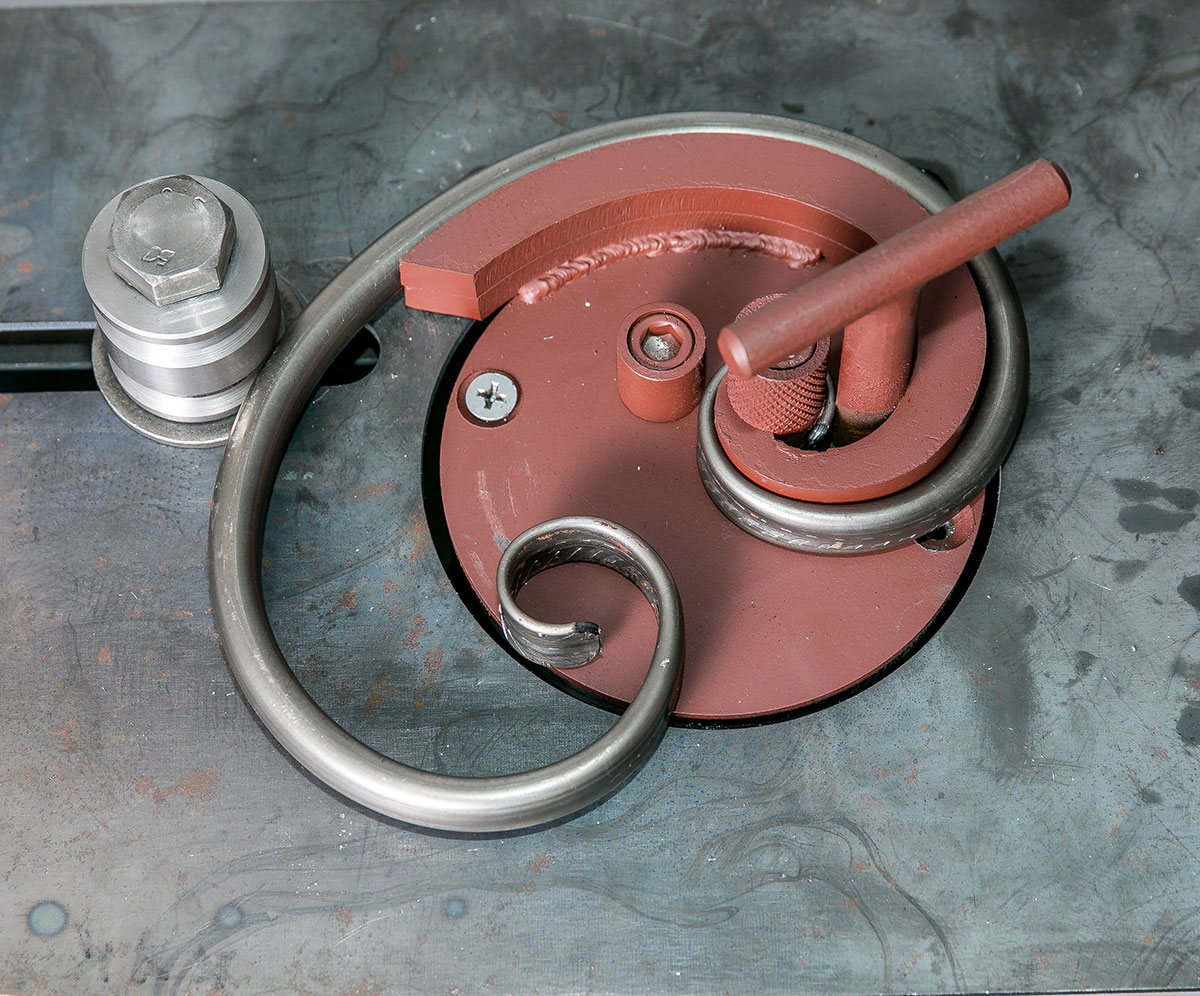 Детали производятся быстро и эффективно со скоростью до 1000 штук в час, что снижает удельную стоимость. Производство просто заключается в том, чтобы вставить металлическую деталь и позволить машинам быстро и с минимальными затратами выполнить работу.
Детали производятся быстро и эффективно со скоростью до 1000 штук в час, что снижает удельную стоимость. Производство просто заключается в том, чтобы вставить металлическую деталь и позволить машинам быстро и с минимальными затратами выполнить работу.
Готовые изделия из холодной ковки имеют идеальную поверхность и улучшенную стабильность размеров, как показано на изображении ниже. Различные процессы повышают прочность и долговечность заготовки, производя долговечные изделия или детали.
Процесс холодной штамповки —
Шаг 1: Смазка
— Перед ковкой заготовку обрабатывают смазкой, чтобы предотвратить ее прилипание к матрице и сохранить ее прохладной во время процесса формования, поскольку при деформации могут возникать температуры от 250 ° до 450 °.
Шаг 2: Вставка металлической детали
— Металлическая деталь помещается на матрицу, имеющую форму последней детали.Матрица может иметь две секции, одна из которых прикреплена к молотку, а другая — под заготовкой. Молоток — это верхняя часть и ударный механизм, создающий силу для деформации металлической детали.
Шаг 3: Ход
— Удар по заготовке или ход может производиться тремя механизмами — гидравлическим, пневматическим или механическим. Каждый из этих методов направляет вал с молотком на нем с большой силой вниз на заготовку, чтобы создать желаемую форму.Это происходит с точностью до миллисекунд. В некоторых случаях молоток может потребоваться несколько раз подряд для получения точного контура и формы.
Шаг 4: Вспышка
— Вспышка — это избыток металла вокруг матрицы или набора штампов. Он выступает из корпуса поковки в виде тонкой пластины в месте соединения штампов и удаляется во время обрезки. Вспышка ограничивает поток металла, обеспечивая идеальное впечатление. Наличие вспышки необходимо для того, чтобы металл полностью заполнил матрицу.
Шаг 5: Удаление детали
— Метод удаления детали зависит от типа процесса. Большинство современных производителей используют автоматизацию для удаления детали конвейером или рукой робота. Это еще одна мера экономии, которая устраняет необходимость в транспортировке материалов.
Шаг 6: После формовки
— Как и в случае с другими частями процесса, это может принимать разные формы. Для деталей, для которых требуется одна матрица и один ход, деталь обрезается и отправляется на отгрузку.В случае деталей, которые имеют несколько граней, они перемещаются в другие процессы штамповки для добавления элементов. Перемещение штампа от станции к станции обычно автоматизировано. Для более крупных деталей используются другие механизированные методы, которые могут включать подъемник, вилочный погрузчик или кран.
Глава третья — Преимущества холодной штамповки
В этой главе подробно обсуждается шесть основных преимуществ холодной кромки. В их числе:
- Рентабельность
- Более быстрое производство
- Экологичность
- Превосходная производительность продукта
- Высокая производительность
- Большой выбор металлов
Приведенная ниже информация описывает некоторые преимущества холодной ковки и причины ее широкого использования.В третьей главе сравнивается холодная и горячая штамповка, а также преимущества каждой из них.
Рентабельность: Холодная штамповка — это низкая стоимость благодаря трем факторам — предварительной обработке, температуре и чистовой обработке. В других методах формовки металла заготовка должна подвергаться некоторой форме предварительной обработки, такой как нагрев. Печи, обжиговые печи или электричество обычно используются для повышения температуры металла выше точки его рекристаллизации.Они дороги в обслуживании, производят загрязняющие вещества и требуют много времени.
Печи, обжиговые печи или электричество обычно используются для повышения температуры металла выше точки его рекристаллизации.Они дороги в обслуживании, производят загрязняющие вещества и требуют много времени.
При холодной штамповке после обработки заготовка становится законченной и требует минимальной отделки, что снижает затраты на рабочую силу.
Холодная штамповка позволяет экономить до 70% производственных затрат, так как очень мало отходов и лома.
Более быстрое производство:
Холодная штамповка — это простой процесс, при котором заготовка помещается непосредственно в кузнечно-прессовый станок для мгновенного изготовления готовой детали.Современные производители используют автоматику для загрузки заготовки и снятия ее с пресса. Как вы можете видеть на этом видео, металл загружается в станок, обрабатывается и перемещается дальше. Время между входом и окончанием составляет менее секунды.
Экологичность:
Основная причина, по которой холодная ковка является экологически чистой, заключается в устранении потребности в тепле, поскольку дым и дым из печей вызывают значительные выбросы углерода.Это также снижает стоимость, поскольку производителям не нужно устанавливать оборудование для фильтрации и очистки воздуха.
Превосходная производительность продукта:Холодная штамповка позволяет получать изделия с превосходными характеристиками, поскольку изменяет структуру зерна заготовки в соответствии с конфигурацией конечной детали.
Устраняет возможные негативные реакции:
Обработка металла может создать множество потенциальных проблем. Холодная ковка устраняет некоторые негативные эффекты, такие как усталостная пористость, за счет увеличения общей прочности металла и устранения риска потери целостности материала.
Холодная ковка устраняет некоторые негативные эффекты, такие как усталостная пористость, за счет увеличения общей прочности металла и устранения риска потери целостности материала.
Повышенное качество и долгий срок службы:
Холоднокованые детали способны выдерживать высокие нагрузки. Когда заготовка выходит за пределы ее предела текучести или упругости, она все еще может сохранять свою измененную форму.
Сохранение допусков детали:
Критические и жесткие допуски деталей поддерживаются на протяжении всего производственного цикла.Они воспроизведены до мельчайших деталей, так что каждая часть является точной копией первой.
Свобода дизайна:
В отличие от других процессов, холодная штамповка предоставляет свободу проектирования, когда можно создавать сложные контуры и формы, которые потребуют множества различных и дорогостоящих вторичных методов в других процессах.
Высокая производительность:
Хотя могут быть различия между методами производства холодной штамповки, высокая производственная скорость холодной штамповки позволяет производить от 50 до более 400 штук в минуту.Единственное, что влияет на скорость процесса, — это размер детали.
Большой выбор металлов:
Можно ковать широкий спектр металлов, включая твердые, такие как углеродистая сталь, легированная сталь и нержавеющая сталь, а также мягкие металлы, такие как алюминий, латунь и медь.
Разнообразие болтов холодной ковки из различных металлов На этом изображении представлены образцы болтов, изготовленных методом холодной ковки.Каждый из различных болтов был сделан из разного металла. В комплекте есть из меди, латуни, алюминия и стали.
В комплекте есть из меди, латуни, алюминия и стали.
Глава четвертая — Горячая и холодная ковка
Разница между горячей ковкой и холодной ковкой заключается в температуре: холодная ковка деформирует и нагружает металлы при комнатной температуре, в то время как горячая ковка нагревает металлы вблизи их точек плавления.
Ключом к температурному диапазону является рекристаллизация: холодная штамповка проводится перед рекристаллизацией, а горячая штамповка нагревает металл выше точки рекристаллизации.
Выбор холодной ковки или горячей штамповки зависит от:
- A Производители оборудования и механическая обработка: Производители специализируются на том или ином процессе, чтобы максимально использовать свое оборудование.
- Потребительский запрос: На этапе проектирования деталей инженеры принимают решение относительно наилучшего процесса производства своих конструкций, поскольку холодная и горячая ковка имеет свои ограничения.
- Типы производимых деталей: Часто ограничения относительно выбора правильного процесса определяются конструкцией детали, поскольку определенные детали могут быть подвергнуты только горячей штамповке, в то время как другие идеально подходят для холодной штамповки. Конструкции деталей, изготовленных методом холодной штамповки, просты, без сложных деталей, в то время как горячая штамповка позволяет производить детали с очень точными мелкими деталями.
- Требование более низкой стоимости: По возможности производители выбирают холодную ковку, поскольку она требует меньшего количества оборудования и не включает нагрев, что значительно снижает общую стоимость производства.

Горячая штамповка
Горячая ковка выполняется при исключительно высоких температурах от 700 ° C или 1292 ° F до 1000 ° C или 1832 ° F. Повышенные температуры помогают избежать деформации и упрочнения, а также снижают поток напряжений и количество энергии, необходимое для деформации. и профилировать металлы. После охлаждения металлы сохраняют свою деформированную форму. В процессе формования используются гидравлические, пневматические и механические прессы.
Характеристики горячей штамповки:
Плашки или пресс-формы:Одной из основных статей расходов на горячую штамповку является стоимость изготовления штампов и форм, изготовленных из упрочненной стали, выдерживающей экстремальные температуры, способной противостоять усталости и обладающих пластичностью, ударной вязкостью и пределом прочности на разрыв.
Формы горячей штамповки:
Хотя многие методы горячей штамповки похожи на методы холодной штамповки, другие методы включают в себя газовую формовку, закалку в штампе, вытяжку и изотермический.
Температура металла:
Тип процесса определяет температуру металла при формовании.В некоторых процессах металл полностью расплавляется и выливается в форму или проталкивается через матрицу. В других случаях он подвергается отжигу и формованию с помощью штампа или пресс-формы под давлением и сжатием.
Опасные факторы окружающей среды:
Самый большой недостаток — это количество загрязняющих веществ, образующихся в процессе нагрева. Это была серьезная проблема с момента ее возникновения во время первой промышленной революции, и производители постоянно сталкивались с этой проблемой на протяжении многих лет. На видео ниже показано количество образовавшихся паров.
На видео ниже показано количество образовавшихся паров.
Пресс для горячей штамповки 1000 тонн: смазка для штампов на масляной основе
Нагрев металлов:
Детали необходимо нагреть выше точки рекристаллизации, которая намного превышает 300 ° F и может доходить до 1000 градусов. Для достижения соответствующей температуры требуются большие печи или обжиговые печи.
Затраченное время:
Сложный характер горячей штамповки требует времени, чтобы нагреть металл, обработать его и охладить. Хотя фактическая штамповка, деформация или формование занимает примерно то же время, что и холодная ковка, процессы нагрева и охлаждения требуют тщательного ухода и управления в течение продолжительных периодов времени.
Результаты горячей штамповки:Нагрев и охлаждение металлов увеличивает их прочность, ударную вязкость и пластичность, но снижает их твердость.В процессе охлаждения металлы могут коробиться и терять форму.
Масштабирование:Горячая штамповка может вызвать окисление, которое приводит к образованию окалины, которое может обесцветить поверхность металла, что затрудняет чистовую обработку.
Чистовая обработка:
Детали необходимо обработать, чтобы удалить деформации, дефекты и ошибки в процессе нагрева. Эти вторичные операции трудоемки и требуют нескольких видов специализированного оборудования.
Холодная штамповка
Температура, при которой происходит ковка, — это то, что отличает холодную ковку от горячей ковки. Для горячей штамповки деталь нагревают до температуры выше точки рекристаллизации, что изменяет ее микроструктуру. Когда он нагревается, его внутреннее напряжение и прочность устраняются, что делает его более пластичным. Холодная ковка не требует нагрева, позволяя металлу сохранять свою прочность и микроструктуру.
Для горячей штамповки деталь нагревают до температуры выше точки рекристаллизации, что изменяет ее микроструктуру. Когда он нагревается, его внутреннее напряжение и прочность устраняются, что делает его более пластичным. Холодная ковка не требует нагрева, позволяя металлу сохранять свою прочность и микроструктуру.
Характеристики холодной поковки следующие:
Температура формования:Металлы формуются при комнатной температуре ниже точки их рекристаллизации, что позволяет снизить затраты и избежать расходов на печи.
Скорость:
Скорость варьируется от семи штук в минуту для машин небольшого объема до 400 штук в минуту для машин большого объема.
Оснащение:Холодная штамповка выполняется на станках, предназначенных для придания формы металлу, включая выжимку, гибку, резку и волочение. Оборудование доступно в широком диапазоне цен в зависимости от количества техники и ее размеров.
Стоимость:
Экономия за счет материала и скорости. Экономия материала достигается за счет небольшого количества производимого лома — до 70%.Поскольку детали производятся очень быстро, стоимость единицы продукции значительно ниже.
Факторы окружающей среды:Никаких выбросов или загрязняющих веществ не происходит, как это видно на этой машине от Stalcop ниже. Все замкнуто и замкнуто. Углерод и другие загрязнители исключаются, так как нет необходимости нагревать металл.
Результат холодной ковки:
Как видно на диаграмме ниже, структура зерен металлов перестроена, чтобы соответствовать потоку конечной детали, что устраняет усталостную пористость, увеличивает прочность на сдвиг и снижает любой риск целостности материала. Напрягая металл, он становится прочнее и эластичнее. Недостатком является то, что после холодной ковки металл теряет пластичность и становится более хрупким.
Напрягая металл, он становится прочнее и эластичнее. Недостатком является то, что после холодной ковки металл теряет пластичность и становится более хрупким.
Масштабирование:
Перед ковкой металла важно удалить любые накипи, такие как ржавчина или коррозия, которые могут образоваться во время хранения. Если не снимать, деталь будет иметь такой же износ, как при горячей штамповке.
Чистовая обработка:
Требуется минимальная отделка.После обработки деталь готова к использованию или отправке.
Недостатки холодной штамповки
Холодная ковка не идеальна. Как и в случае любого метода производства, холодная ковка имеет ограничения и ограничения, которые необходимо учитывать перед тем, как выбрать ее для своего следующего производственного проекта.
- В больших объемах можно производить только простые формы и дизайн.Уникальные, необычные или замысловатые узоры не поддаются холодной ковке. Уровни деформации и качества формования ограничены, а металлы, изготовленные методом холодной ковки, обладают меньшей пластичностью.
- Изменение зернистой структуры металла придает ему дополнительную прочность, но может вызвать остаточное напряжение.
- Некоторые методы холодной ковки требуют термической обработки для устранения возможных трещин или упрочнения при ползучести.
- Существует ограничение на типы металлов, которые можно подвергать холодной ковке. Не следует выбирать материалы с низкой пластичностью и чувствительностью к деформационному упрочнению, поскольку они теряют пластичность и ломаются под действием растягивающего напряжения. Могут использоваться только металлы с твердостью HRC 44 по шкале Роквелла.
- Производственные процессы требуют большого усилия для создания необходимой силы сжатия и давления.Хотя добавление гидравлики и пневматики уменьшило размер оборудования, оно не уменьшило количество потребляемой мощности машин.
- Инструменты, штампы и формы должны быть специально спроектированы, а также достаточно прочными и прочными, чтобы выдерживать постоянную повторяющуюся силу.
 Могут использоваться только металлы с твердостью HRC 44 по шкале Роквелла.
Могут использоваться только металлы с твердостью HRC 44 по шкале Роквелла.Глава пятая — Процессы холодной штамповки
Развитие различных технологий и достижений в обработке металлов привело к появлению нескольких методов холодной обработки металлов давлением.Каждый из них предназначен для разных целей, но все они предназначены для эффективного и быстрого производства продукции без необходимости вторичной отделки.
Восемь наиболее распространенных процессов холодной штамповки:
- Гибка
- Холодная прокатка
- Матрица закрытая
- Чертеж
- Экструзия
- Открытая матрица
- Кольцо поковка
- Обжимка
Как я буду обсуждать в конце этой главы, существует больше процессов, чем только перечисленные.Описания ниже предоставляют вам базовые данные для начального понимания различных методов.
Кроме того, очень важным аспектом процесса холодной штамповки является тип используемой смазки. Двумя наиболее распространенными являются фосфат цинка или какое-либо полимерное покрытие. Хотя холодная ковка выполняется при комнатной температуре, в процессе гибки и формовки температура металлов повышается. Смазка может предотвратить ошибки и предотвратить прилипание заготовки к матрице и продлить срок службы инструментов.
Хотя холодная ковка выполняется при комнатной температуре, в процессе гибки и формовки температура металлов повышается. Смазка может предотвратить ошибки и предотвратить прилипание заготовки к матрице и продлить срок службы инструментов.
Производители смазочных материалов предлагают широкий выбор продуктов для каждого типа процесса холодной штамповки. Изображены графитовые смазки, но доступны типы без графита, а также покрытия из алюмината кальция, фторида алюминия и фосфата.
Обычные методы холодной ковки:
Гибка —Гибка выполняется с использованием пресса и матрицы, при этом заготовка прижимается к формовочному инструменту.Его также называют прокаткой пирамиды и иногда используют для подготовки детали к другому процессу холодной штамповки. Заготовка растягивается по одной оси, образуя угол.
Холодная прокатка —
Прокатка — это процесс формования, при котором металл пропускают через пару вращающихся роликов для пластической деформации, вызванной сжимающей силой. Напряжения сжатия вызывают трение между валками и поверхностью металлической заготовки.Обычно используется для обработки стали.
Закрытая матрица —
При штамповке в закрытых штампах заготовке придают форму путем последовательных механических ударов после того, как ее поместили между двумя половинами штампа. Поскольку молоток ударяет по заготовке несколько раз, некоторые производители называют ковку в закрытых штампах штамповкой. Когда металл ударяется, он течет в полости штампа, изменяя его форму.
Чертеж —
Вытяжка — это протягивание заготовки через матрицу за счет усилия на разрыв, приложенного на выходе из матрицы. По мере протягивания заготовки происходит уменьшение площади поперечного сечения с увеличением ее длины. Формованные металлы имеют более точные допуски на размеры, чем получаемые при прокатке.
По мере протягивания заготовки происходит уменьшение площади поперечного сечения с увеличением ее длины. Формованные металлы имеют более точные допуски на размеры, чем получаемые при прокатке.
Экструзия —
Заготовка или заготовка проталкивается через матрицу ниже сжимающего усилия, имеющего профиль конечной детали.После прохождения его обрезают до необходимой длины, подготавливают к отправке или отправляют для дальнейшей обработки. Усилие, прилагаемое при холодной экструзии, может достигать 20 000 кН или 2007 тонн. Экструзия может производиться вперед, назад или в обоих направлениях.
Прямое выдавливание — металл проталкивается вперед через матрицу.
Обратная экструзия — металл входит в матрицу в обратном направлении, образуя отверстия или чашки, в результате чего дно становится толще его сторон.
Боковое выдавливание — сила прикладывается сбоку, сбоку к направлению выдавливания, чтобы добавить в профиль второй элемент.
Открытая матрица:Для открытой штамповки используются две плоские штампы без предварительно вырезанного профиля. Заготовке постепенно придают форму с помощью нескольких процессов, позволяющих производить широкий диапазон форм и размеров. Он в основном используется с конструкциями, включающими большие металлические компоненты, требующие высочайшей структурной целостности.Деформация достигается перемещением заготовки.
Выдавливание, также известное как калибровка, представляет собой форму обработки в открытом штампе, при которой сила прилагается на небольшом расстоянии, обеспечивая точную размерную отделку.
Кольцо поковка —
При ковке в виде кольца в середине штампуется круглая заготовка, чтобы получить форму пончика. По мере того как пробитая деталь вращается, она ударяется и сжимается.В результате производятся бесшовные кольца идеального диаметра и прочности.
По мере того как пробитая деталь вращается, она ударяется и сжимается.В результате производятся бесшовные кольца идеального диаметра и прочности.
Обжимка —
Обжимка или радиальная ковка — это деформация заготовки, при которой две части подходят друг к другу. Он автоматизирован и отличается высокой надежностью. Есть два типа обжатия: трубчатая и радиальная. Обжатие трубок похоже на экструзию, при которой заготовка проталкивается через матрицу. При радиальной обжимке молоток проталкивает заготовку через две или более плашек.
Когда вы начнете поиск производителя холодной штамповки, вы найдете больше методов, чем семь описанных здесь. Базовое понимание некоторых возможных методов поможет вам авторитетно и разумно говорить с продюсерами, а также научиться интерпретировать их жаргон.
Как и в случае любого современного метода производства, вы обнаружите, что холодная штамповка постоянно развивается по мере развития новых технологий и методов.Важным и растущим фактором является добавление автоматизации и робототехники, которые быстро меняют облик отрасли. Специалист по ковке может указать вам правильное направление, чтобы найти процесс, который наилучшим образом соответствует вашим потребностям.
Глава шестая — Оборудование и машины для холодной штамповки
Оборудование и станки для холодной штамповки бывают трех видов: гидравлические, пневматические и механические.Хотя некоторые поставщики специализируются только на одном типе, вы обнаружите, что у большинства есть несколько вариантов в зависимости от цены и типа операции.
Технология и автоматизация являются общими, как вы можете видеть на рисунке ниже, который представляет собой пресс для холодной штамповки с сервоприводом от Marvel Machinery. Отрисовки дизайна деталей создаются с помощью инженерного программного обеспечения, такого как САПР.
Отрисовки дизайна деталей создаются с помощью инженерного программного обеспечения, такого как САПР.
Есть требования, которым должны соответствовать машины, чтобы их можно было использовать для холодной ковки.
- Force — Процессы холодной штамповки зависят от огромного усилия. Связанное с ним оборудование должно быть способно поглощать эту силу и рассеивать ее.
- Весы — Машины должны быть статически и динамически сбалансированы по массе для снижения вибрации и повышения производительности.
- Долговечность с течением времени — Независимо от метода холодной ковки, для каждого из них требуется мощное повторяющееся усилие.Чтобы машина прослужила долго, она должна выдерживать эту силу.
- Несколько операций — Современные машины для холодной штамповки или формовки, называемые заголовками, выполняют от одной до нескольких операций за один процесс. Это необходимо, поскольку существует ограниченная степень деформации, которую можно выполнить за один ход.
Виды оборудования для холодной штамповки:
Гидравлический штамповочный молот —Гидравлический штамповочный молот разработан для обеспечения максимальной силы при минимальных затратах.Он может производить широкий ассортимент оттисков из различных штампов. Он работает с использованием инженерных концепций гидравлики, когда несжимаемая жидкость находится в цилиндре. Когда жидкость сжимается поршнем, вал с прикрепленной матрицей опускается на заготовку.
Винтовой пресс —
Винтовой пресс используется для больших деформаций из-за его низкой скорости прессования. Его можно использовать для штампов без заусенцев и поковок с длинными прутками.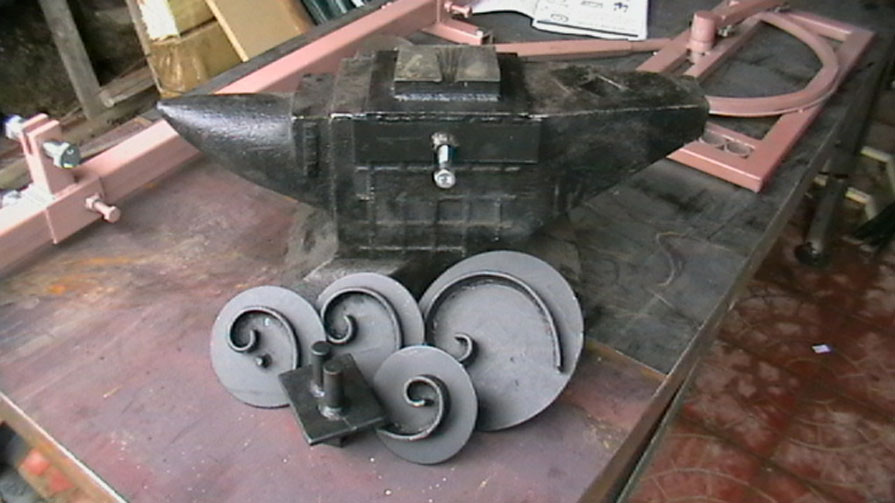 Конфигурация винтового пресса позволяет использовать его для штампов с одним пазом, которые включают гибку и окончательную штамповку. Электродвигатель обеспечивает вращение винта, который прижимает матрицу к заготовке.
Конфигурация винтового пресса позволяет использовать его для штампов с одним пазом, которые включают гибку и окончательную штамповку. Электродвигатель обеспечивает вращение винта, который прижимает матрицу к заготовке.
Высокоскоростной пресс с С-образной рамой —
Конструкция с С-образной рамой подходит для операций формовки, штамповки, гибки и многопрессовых операций. Они выпускаются с одним или двумя кривошипами, с усилием штамповки от 110 до 400 тонн и ходом скольжения от 110 до 280 мм.Они могут работать с высотой штампа от 435 до 600 мм и могут использоваться для производства мелких деталей.
Пневматический силовой пресс —
Пневматический приводной пресс может покрывать весь спектр функций штамповки. Они оснащены фрикционной муфтой и тормозом с пневматическим приводом. Мощность пресса создается воздушным компрессором, который прижимает ковочный молот к заготовке за счет давления воздуха в цилиндре с поршнем.
Механический холодный пресс —
Из разновидностей машин холодной ковки, механическая версия становится наименее используемой, поскольку они должны быть очень большими для обеспечения необходимого усилия.У них есть маховик, накапливающий энергию от двигателя. Когда маховик приводится в действие, он забивает молоток или утрамбовку на матрицу. Он может обеспечивать мощность в течение нескольких оборотов, но должен работать на холостом ходу, чтобы восстановить мощность своего двигателя, прежде чем он сможет продолжить свои циклы.
Из множества разновидностей оборудования для холодной штамповки наиболее распространенными являются гидравлические и пневматические, поскольку они занимают меньше места, могут обеспечивать различное усилие и программируются. Когда вы изучаете свой выбор для производства, лучше всего знать, какие типы оборудования имеет производитель, поскольку современное оборудование с большей вероятностью будет производить детали более высокого качества.
Холодная ковка предлагает широкий выбор при выборе металла для проекта. Различные разновидности включают твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний — мягкие металлы, которые можно использовать. Единственное требование к любому металлу — это его твердость 44 HRC или ниже по шкале Роквелла.
Медь —Медь — отличный металл для холодной ковки, поскольку она очень пластичная и ковкая.Ему можно придать форму, согнуть или потянуть с небольшим усилием, а детали из него устойчивы к коррозии и ржавчине.
Алюминий —
Алюминий — это цветной металл, который очень легкий и имеет низкую плотность. Он имеет температуру плавления 1220 ° F, податлив, устойчив к ржавчине и коррозии.
Углеродистая сталь —
Углеродистая сталь представляет собой сплав железа и углерода.Различные сорта зависят от количества углерода, смешанного с железом. Он обладает исключительной прочностью и пластичностью.
Нержавеющая сталь —
Нержавеющая сталь стала одним из наиболее часто используемых металлов благодаря своей коррозионной стойкости, внешнему виду и прочности. Хотя термин нержавеющая сталь обычно используется для описания любой стали, имеющей свои характеристики, нержавеющая сталь бывает разных сортов в зависимости от содержания в ней сплава.
Стали для холодной ковки —
Низкоуглеродистые стали с содержанием углерода 0.От 1% до 0,25%. Холодная ковка улучшает деформационное упрочнение стали, устраняя необходимость в аустенизации, закалке или отжиге.
| Подходящий сплав | Характеристика деформируемости в холодном состоянии |
|---|---|
| Медь | Отлично |
| Золото, серебро и большинство их сплавов | Отлично |
| Латунь — Картридж Латунь | Хорошо |
| Платина, палладий, тантал и их сплавы | Большинство из них формуются в холодном состоянии. |
| Титан и его сплавы | Да, чистый Ti и сплавы с высокой пластичностью, но такие сплавы, как 6-4, способны только на горячую головку. |
| Никель и его сплавы | Чистый Ni — да, сплавы с относительным удлинением при комнатной температуре 20% и более — да. |
| Чугун и сталь | Чистое железо, да. Стали, в зависимости от стали. Многие из них поддаются холодному формованию. |
Самое логичное и важное, что вы можете сделать, когда выбираете металл для проекта, — это провести исследование.Каждый тип металла по-разному реагирует на пластификацию и деформацию. Выбранный вами металл должен соответствовать его конечному использованию и требуемой прочности. Если вы проконсультируетесь со специалистом по ковке, вы сможете получить ценную информацию, которая поможет вам сделать правильный выбор.
Глава восьмая — Применение холодной штамповки
Холодная штамповка позволяет получать формы любого размера с высокой точностью размеров и структурной точностью.Экономическая эффективность и скорость холодной ковки сделали ее самой популярной производственной альтернативой.
Холодная штамповка отвечает требованиям современной промышленности, потому что:
- Максимальное использование сырья: Основное вложение для любой операции — сырье. В процессе холодной ковки очень мало отходов. Вспышку и обрезку можно вернуть в производственный процесс.
- Снижает затраты: Поскольку детали производятся быстро, стоимость единицы продукции очень низкая, что делает конечные продукты более прибыльными и менее дорогими в производстве.
- Позволяет производить детали высокого качества: Холодная штамповка увеличивает прочность и долговечность деталей и изделий, гарантируя их долговечность. Структура и характеристики фасонного изделия не меняются, обеспечивая превосходную точность размеров.
 В процессе холодной ковки очень мало отходов. Вспышку и обрезку можно вернуть в производственный процесс.
В процессе холодной ковки очень мало отходов. Вспышку и обрезку можно вернуть в производственный процесс.Применения, в которых используются холоднокованые детали:
Автомобили —Высокая прочность, надежность, качество и доступная цена сделали холодную штамповку очень привлекательной для автомобилестроения.Холоднокованые детали устанавливаются в местах высоких нагрузок из-за их превосходной ударопрочности. Такие компоненты, как трансмиссии, приводные валы, стойки или амортизаторы, изготавливаются методом холодной ковки. На схеме ниже показаны некоторые детали ходовой части автомобиля, изготовленные методом холодной штамповки.
Ручной инструмент и скобяные изделия —
Соединители, такие как гвозди, болты, заклепки и гайки, производятся методом холодной ковки в течение многих лет. Низкие допуски и превосходная точность размеров — вот почему производители ручных инструментов предпочитают холодную ковку другим методам, например, механической обработке.
Военные —
Военные имеют очень строгие правила в отношении военной техники и выбирают холодную ковку для производства гильз, пуль и другой военной техники. Детали обладают высокой надежностью и работоспособностью в условиях кризиса. Низкие допуски и прочность деталей делают их идеальными для боевого оружия.
Производство зубчатых колес —
Холодная штамповка используется для производства зубчатых колес, поскольку она устраняет необходимость врезки при формировании зубчатых колес.Зубчатые колеса могут быть изготовлены из заготовок менее 50 мм или профилированы с использованием витой проволоки. Для снятия остаточных напряжений и наклепа может потребоваться некоторый отжиг. Важным преимуществом зубчатых колес холодной ковки является то, насколько плавно и бесшумно они зацепляются.
Заключение
- Холодная штамповка позволяет получать металлы с низкими допусками и высокой точностью размеров при очень низкой стоимости и больших объемах.
- Холодная штамповка быстро и быстро создает готовые детали, которые сразу становятся доступными и готовыми.
- Производители предложат вам широкий выбор процессов для производства именно той детали, которая вам нужна, с использованием самого современного и технически совершенного оборудования.
- У вас будет широкий выбор металлов для завершения вашего проекта от закаленной стали и нержавеющей стали до меди и алюминия.
- У вас будет очень мало ограничений на количество продуктов, которые вы можете производить, включая компоненты, выдерживающие нагрузку, для вашего автомобиля, заклепки, шестерни и рабочие инструменты.
- Сравнивая холодную и горячую штамповку, вы обнаружите, что холодная штамповка занимает меньше времени и дает более прочные и долговечные детали и изделия.
Руководство по типам ковки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, дающие схожие результаты. Ковка — это процесс деформации металла до заданной формы с использованием определенных инструментов и оборудования. Деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки.В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно таким образом, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь. Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Ковка — это процесс деформации металла до заданной формы с использованием определенных инструментов и оборудования. Деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки.В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно таким образом, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь. Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии.Большая часть ковки выполняется в процессе осадки, когда молот или плунжер перемещаются горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку». Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь забивается в штамп по форме готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, при которой металл забивается молотком по наковальне для придания желаемой формы.Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытой штампе или штампе ковка металла ограничивается половинками штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются. Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но во многих системах используется усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации. Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим деталям высокого качества (например.г., титановые переборки самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, при котором производятся бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревается примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, поскольку она допускает деформацию материала в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может претерпеть без развития дефектов. Другие рекомендации по горячей штамповке включают:
Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может претерпеть без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- Точность от низкой до средней
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Менее точные допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже представляет собой мягкий металл, например алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала путем механической обработки или горячей штамповки.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин — поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Повышенная воспроизводимость
- Повышенный размерный контроль
- Выдерживает высокие нагрузки и высокие нагрузки на матрицу
- Производит детали чистой или почти чистой формы
Возможные недостатки:
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины
- Металл менее пластичный
- Возможно остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Теплая поковка
Горячая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на оснастку меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления компонентов подвески, таких как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для стержней, корпусов и фланцев трубопроводной арматуры, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для троса, такие как розетки и талрепы. Поковки широко используются в судостроении, авиакосмических компонентах, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к погодным условиям.
Ковочные стали, используемые для осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах содержание углерода иногда увеличивается до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье кратко обсуждается горячая и холодная штамповка.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на веб-сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» статей
Больше от Custom Manufacturing & Fabricating
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Поковка — это производственный процесс, при котором твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.В зависимости от температуры, при которой она выполняется, ковка классифицируется на « горячая, », « теплая, » и «, холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочно-штамповочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки — один из наиболее распространенных методов производства, широко используемых при производстве автомобильных компонентов .
Холоднокованые компоненты Преимущества холодной штамповкиПроизводители могут предпочесть холодную штамповку горячей; так как холоднокованые детали не требуют или почти не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одним значительным преимуществом является экономия материала за счет почти чистой формы. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; е.грамм. Только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более существенным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроцесс производства горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток горячекованных компонентов по сравнению с холодноковаными. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистость кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс является сложным, на него могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем выше вероятность нарушения процесса и изменения окончательной цены . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на поковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или контроль качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму производственные затраты, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холоднокованой детали. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, используя индуктор и заготовку с соответствующими диаметрами и установив гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов важна для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, науглероживание и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодную , горячую и горячую штамповку или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Холодная штамповка против горячей штамповки: плюсы и минусы
Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Что такое ковка?
Ковка — это производственный процесс, в ходе которого цельнометаллическая заготовка деформируется, а затем изменяет форму с помощью сжатия.В отличие от других методов придания формы металлу, ковка дает создателю больший контроль над конечным результатом, поскольку зернистость металла деформируется, повторяя новую форму. Это означает, что кузнец может решить, какие части нового металлического предмета будут самыми прочными. В результате кованая деталь прочнее, чем такая же деталь, созданная путем литья или механической обработки.
Для ковки используются различные инструменты, в том числе более традиционный молот и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой.Сегодня ковка в основном выполняется машинами на промышленном уровне и является мировой отраслью.
Ковка бывает «горячей», «теплой» или «холодной». Независимо от температуры, используемые методы и машины могут быть классифицированы как одно из следующих:
- Ударная ковка: использование ковочных молотков и винтовых прессов
- Ковка под давлением (вращательное движение): использование гидравлических и механических машин
- Ковка под давлением (поступательное движение): использование прокатных станов
- Ковка под давлением (сочетание поступательного и вращательного движения): флоппиннинг и орбитальная ковка
Что такое холодная ковка?
Холодная ковка, также называемая холодной штамповкой, — это процесс, который происходит при температуре около комнатной, а не при более высоких температурах, таких как теплая и горячая ковка.Это делается путем помещения заготовки между двумя штампами и растачивания штампов до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованного металла может фактически подняться до 250 ° C или 482 ° F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной ковки
Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности.Например, это часто более экономично, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует. После этого также почти не остается лишнего материала, так как вес нетто исходного металла примерно такой же, как вес готового продукта. В дополнение к отсутствию лишнего материала штампы, используемые при холодной штамповке, служат дольше, чем при более горячих процессах, что означает меньшее количество замен.
Еще одно преимущество заключается в том, что, хотя пластичность металла снижается во время процесса холодной ковки, металл значительно увеличивает как предел текучести, так и предел прочности.Поскольку он не нагревается, зерно металла сохраняет свой размер и меняет направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки
Основным недостатком холодной ковки является то, что ее нельзя использовать для каждого металла, потому что некоторые типы с большей вероятностью треснут или сломаются во время процесса. Например, в то время как некоторая сталь может быть выкована при комнатной температуре, типы стали с содержанием углерода не превышают.5% и выше не могут.
Еще один недостаток — холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, для достижения желаемого результата, вероятно, лучше подойдет другой процесс.
Чем он отличается от горячей штамповки?
Самая очевидная разница между холодной и горячей ковкой — это температура. В отличие от холодной ковки, которая начинается при комнатной температуре или близкой к ней, горячая ковка происходит, когда металл нагревается выше температуры рекристаллизации.Обычно это чрезвычайно высокая температура, например, сталь нагревается до 1150 ° C или 2202 ° F, а медные сплавы до 700-800 ° C или 1300-1470 ° F, что составляет примерно 75% от температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При таких температурах металл находится в пластичном состоянии, технически остается твердым, но гораздо более пластичным.
Горячая ковка обычно выполняется посредством процесса, называемого штамповкой, что означает, что нагретый металл помещается в пресс, а затем сжимается между штампом и инструментом.
Преимущества горячей штамповки
Поскольку процесс ковки происходит при высоких температурах, пластиковый металл пластичный и легко поддается формованию. Во время горячей штамповки можно создавать сложные формы и конструкции, в отличие от холодной штамповки, где это может быть чрезвычайно сложно. Если вы хотите изготавливать металлические детали по индивидуальному заказу, горячая ковка — лучший вариант, поскольку они податливы перед закалкой. Этот метод идеально подходит для создания трехмерных и сложных форм.
В отличие от холодной ковки, которая иногда требует дополнительного нагрева металла снаружи для придания ему нужных свойств, поверхность металла, кованная при высоких температурах, идеально подходит для большинства видов отделочных работ.
Горячая ковка также идеально подходит для металлов с высоким коэффициентом деформируемости, поскольку целостность металла не нарушается из-за высокой температуры. Этим металлам можно легко придать форму, не замечая в нем каких-либо дефектов, что делает их прочными и пластичными.
Недостатки горячей штамповки
Недостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не следить за их нагревом, ковкой и затем охлаждением. Это означает менее точные допуски, чем у металла, кованного методом холодной штамповки.
Горячая ковка также часто бывает дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также из-за процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, выбор процесса зависит от того, какой продукт вам нужен, и от типа металла, который вы будете использовать. Оба метода ковки могут быть эффективными способами упрочнения ваших металлических заготовок и придания им необходимого конечного продукта.
Для получения дополнительной информации о том, как GK может поддержать процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня!
5.2.4 Процесс холодной штамповки
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий никакой механической обработки, кроме сверления. Общепринятое определение — это формовка или ковка сыпучего материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней.Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий никакой обработки, кроме сверления. Общепринятое определение — это формовка или ковка сыпучего материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней.Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий никакой механической обработки, кроме сверления.Общепринятое определение — это формовка или ковка сыпучего материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки.Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения. Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки.Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
Горячая штамповка VS. Холодная штамповка, в чем различия?
Ковка — один из распространенных производственных процессов, при котором металлическая деталь формируется путем приложения к ней сжимающих усилий. Ковка могла производиться в различных температурных режимах, таких как горячая ковка, теплая ковка и холодная ковка.В процессе ковки используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Процесс изготовления ковки полностью отличается от процесса литья, когда расплавленный материал выливается в форму (см. Разницу между ковкой и литьем). Еще одно существенное преимущество перед другими методами производства (такими как литье и механическая обработка) заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.Это делает поковку пригодной для различных промышленных применений.
В процессе горячей штамповки применяется очень высокая температура, желаемая температура зависит от типа металла. Например, средняя температура, необходимая для деформации стали, составляет приблизительно 2100 градусов по Фаренгейту; для алюминиевых сплавов диапазон температур составляет от 680 до 970 градусов по Фаренгейту; для медных сплавов диапазон составляет от 1300 до 1470 градусов по Фаренгейту. Высокая температура необходима для предотвращения деформационного упрочнения при деформации.
Горячая штамповка обычно является лучшим выбором для стальных поковок, используемых в технических целях, и для деформации металла с высоким коэффициентом пластичности. Ключевые преимущества горячей штамповки включают гомогенизированную зернистую структуру, низкое деформационное упрочнение, повышенную пластичность и уменьшение химических несоответствий. С другой стороны, горячая ковка предлагает менее точные допуски, возможность коробления во время охлаждения и возможность неблагоприятной реакции между металлом и окружающей средой.
К преимуществам горячей штамповки можно отнести:
- Основным преимуществом горячей штамповки является то, что по мере деформации металла эффекты деформационного упрочнения устраняются процессом рекристаллизации.
- Детали обладают повышенной пластичностью, что делает их желательными для многих конфигураций.
- Гомогинизированная зерновая структура.
- Качество поверхности без пористости позволяет выполнять широкий спектр операций заканчивания, таких как полировка или обработка поверхности.
- Эффективный процесс при работе с более твердыми металлами, такими как сталь.
Лидер по покупке горячих поковок
- Для получения наилучшего продукта по наилучшей цене между покупателями и производителями горячих штамповок требуется тесное сотрудничество и сотрудничество.
- В связи с последними технологическими достижениями в области горячей штамповки, требуется тесное сотрудничество и тесная работа с кузнечным станком. Зная о последних разработках, покупатель может гарантировать рентабельность высококачественной продукции.
- Ковка требует большого мастерства и индивидуальной настройки. С этого момента очень важно привлекать фальшивомонетчика к этапам проектирования и спецификации продукта.
- Покупатель горячей штамповки должен иметь общее ноу-хау об оборудовании и методах, используемых в процессе горячей штамповки. Более того, очень важно подтвердить, что у кузнеца есть оборудование и мощности для производства этой детали.
- Покупатель должен знать, что производитель подделки может предоставлять такие услуги, как термообработка, механическая обработка, испытания, контроль качества, испытания и т. Д.
- И последнее, но не менее важное: покупатель должен иметь общие сведения о масштабах потенциального поставщика горячей штамповки. Покупатель может гарантировать, что предприятие горячей штамповки привыкло производить требуемый объем.
Fly Forge обеспечивает процесс горячей штамповки методом штамповки в закрытых штампах, который выполняется в отличных условиях с использованием современного оборудования для достижения идеальных результатов. Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.Свяжитесь с нами сейчас, если у вас есть проект горячей штамповки!
Холодная штамповка
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются. Иногда, когда алюминий подвергают холодной ковке в желаемую форму, его подвергают термообработке для усиления изделия.Это называется «темперирование».
Несмотря на слово «холодная», холодная ковка фактически происходит при комнатной температуре или близкой к ней. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Одним из наиболее распространенных типов холодной ковки является процесс, называемый штамповкой в штампе, когда металл помещается в штамп, который прикреплен к наковальне. Затем по металлу ударяют спускающимся молотком и вдавливают в штамп. В зависимости от продукта молоток может падать на металл несколько раз в очень быстрой последовательности.
К преимуществам холодной ковки можно отнести :
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня. Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Консистенция каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке.Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Различия между горячей и холодной штамповкой
Основное различие между горячей и холодной штамповкой можно резюмировать следующим образом: производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому из экономических соображений и соображений качества. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Что такое холодная ковка | ChinaSavvy
Холодная штамповка, в отличие от горячей штамповки, деформирует металл ниже точки рекристаллизации — близкой к комнатной температуре или при ее температуре. Холодная ковка является предпочтительным методом ковки для более мягких металлов (например, алюминия), она менее дорога и позволяет изготавливать кованые детали, практически не требующие чистовой обработки.
Процесс холодной обработки, холодная ковка, включает в себя пруток, который вставляют в штамп, а затем сжимают с помощью второй закрытой штампа.
Подобно процессу холодной высадки (разница в том, что для холодной штамповки используются вертикальные прессы вместо горизонтальных машин холодной высадки), заготовка сжимается между двумя штампами до тех пор, пока она не примет желаемую форму штампа.
Деформация происходит при комнатной температуре, вызывая изменение размера и формы металла.Обратите внимание, что этот метод ковки зависит от объема и обычно дополняет процессы холодной высадки, добавляя более сложные формы к заготовке, используемой в процессах холодной высадки.
Базовое оборудование, используемое для метода ковки, включает вертикальные прессы с полностью автоматической или ручной подачей. Также обратите внимание, что эти вертикальные прессы могут иметь гидравлический или механический привод.
Это надежный и экономичный процесс, некоторые детали, изготовленные с использованием холодной штамповки, включают детали для использования в автомобильной электротехнической промышленности, а также ассортимент, включающий:
- Детали для автомобильных сидений и генераторов (например, опоры).
- На других деталях используются разные типы шестерен.
- Детали для стартеров, такие как корпус соленоида трансмиссии, сердечник и плунжер, и это лишь несколько примеров).
- Детали мотоциклов, например, для магнето маховика.
- Полые детали с валами и стержнями.
- Детали, используемые для клапанов и переключателей.
- Холодная ковка также используется для производства антивибрационных крестовин и деталей.
Преимущества холодной ковки
Этот конкретный процесс ковки, как и горячая штамповка, предлагает производителям ряд преимуществ, в том числе:
- В процессах холодной ковки нагревание не требуется.
- Этот процесс ковки обеспечивает лучшую взаимозаменяемость, а также воспроизводимость.
- Достигается лучшее качество поверхности и сводятся к минимуму проблемы загрязнения.
- Холодная штамповка обеспечивает превосходный контроль размеров.
- Способность придавать формируемому металлу свойства направленности.
Недостатки холодной ковки
Холодная ковка имеет следующие недостатки:
- Создание нежелательного остаточного напряжения.
- Кованые металлы менее пластичны, и в процессах холодной ковки требуются более высокие усилия.
- Из-за того, что в этом процессе требуются более высокие усилия, требуется более тяжелое и мощное оборудование, а также более прочная оснастка.
- Хотя они способны придавать металлу свойства направленности, эти свойства могут быть вредными.
- Поверхности используемых металлов должны быть чистыми и без накипи.
- Из-за потери пластичности, которая сопровождает деформационное упрочнение, могут потребоваться промежуточные отжиги.
Вернуться на главную страницу: Металлическая поковка
Дополнительная рекомендуемая литература:
.
Добавить комментарий