
Кованые ворота и калитки на заказ в СПб по недорогой цене
Прочность и изящность
Прочная металлическая конструкция изнутри и легкая и красивая снаружи. Практичное изделие на десятки лет. Хорошее решение для зонирования пространства в саду.
В кузнечной мастерской «Новая жизнь» можно заказать кованые ворота с декором в различных вариациях: исключительно кованые конструкции («прозрачные ворота»), «глухие» ворота с накладной ковкой и комбинированные варианты с основой из различных материалов (металл, дерево, кирпич) и кованых элементов. Также мы готовы изготовить изделие в оптимальном для вас стилевом оформлении (хайтек, ажурная и цветочная ковка и пр.) по имеющимся шаблонам или по дизайнерским эскизам, разработанным под вас. Наши кованые ворота впитали в себя лучшие традиции Санкт-Петербурга.
Наши работы
Проекты кованых ворот и калиток различных вариаций в исполнении наших кузнецов.
Сложная ковка ворот предусматривает изготовление изделий украшенных художественной ковкой или представляющих собой эксклюзивные декоративные кованые полотна (элементы).
Кованые ворота и калитка в стандартном исполнении представляет собой изделия, изготовленные по менее сложным технологиям. Как правило, это решетчатые конструкции с пиками на окончаниях, орнаменты в виде простых геометрических фигур (ромбы, квадраты, прямоугольники), несложные кованые узоры. Это по большей части элементы ковки, изготовленные методом штамповки, но которые по техническим характеристикам ничем не уступают продукции ручной работы.
Стоимость изделий
Базовые цены на кованые ворота и калитки без дополнительных комплектаций.
Основная стоимость ворот и калиток складывается из материалов ковки (размер профильной трубы, материалы зашивки) и ее варианта (величина, плотность и сложность рисунка). Ниже представлены примерные цены на ворота из расчета размеров изделия: 3-4 м. шириной и 2-2.20 м. высотой, с учетом сложности исполнения, но без учета конкретного типа по конструкции створок и монтажа.
Ниже представлены примерные цены на ворота из расчета размеров изделия: 3-4 м. шириной и 2-2.20 м. высотой, с учетом сложности исполнения, но без учета конкретного типа по конструкции створок и монтажа.
ЭКОНОМ
30000₽ шт.
- Сварные конструкции решетчатого типа из стальных прутьев.
- Минимум декора в виде орнамента из несложных геометрических фигур.
- Неокрашенные изделия цвета используемого металла.
СТАНДАРТ
50000₽ шт.
- Сварные конструкции из профильных труб различных металлов.
- Декор из металлических прутьев в виде несложных завитков.
- Окраска в любой желаемый цвет по стандартным технологиям.
ПРЕМИУМ
80000₽ шт.
- Бессварочные конструкции из полнотелого массивного металла.
- Узоры в виде изысканных завитков, объемных розеток и ломаных линий.
- Покрытие со специальной антикоррозийной защитой.


В зависимости от комплектации и состава вашего заказа будет сформирована общая стоимость изделия. Например, кованые откатные ворота в своей конструкции предусматривают наличие крепления приводного механизма, калитка с замком – кроме комплекта петель, наличие защитного кожуха. Очень хороший вариант выгодной экономии – заказать калитку в стиле декоративной художественной ковки и сварные ворота только с коваными элементами.
Как купить продукцию
Схема заказа кованых ворот в нашей кузнечной мастерской
Чтобы сделать заказ, достаточно позвонить нам или оставить заявку. Мы свяжемся с вами максимально быстро, и уже в день обращения вы получите исчерпывающую информацию об интересующем вас типе ворот. Наш мастер бесплатно приедет к вам на объект, чтобы уточнить все нюансы, а также обсудить цену на изготовление продукции по индивидуальному заказу (вашим чертежам или нашим эскизам).
О кованых воротах
Достоинства, основные варианты и нюансы грамотного монтажа
Изящные кованые ворота и калитки – прекрасная альтернатива массивным конструкциям по ряду причин.
Преимущества кованых ворот и калиток
Среди основных достоинств кованых конструкций такого типа можно выделить:
- долговечность – кованые ворота изготавливаются из полнотелого металла, поэтому не боятся температурных перепадов и атмосферных осадков, а значит, срок их службы измеряется десятилетиями;
- надежность – такие конструкции очень сложно сломать или повредить;
- оригинальность – любое кованое изделие оригинально и эстетично;
- универсальность – с помощью кованых ворот и калиток можно не только облагородить вход на территорию, но и использовать их для зонирования участков;
- множество стилевых решений – конструкции с элементами ковки гармонично сочетаются с любыми другими материалами (дерево, кирпич, бетон).
Основные варианты по внешнему виду и типу открывания
По внешнему виду (типу створок) различают три варианта кованых ворот: глухие (закрытые листом металла, который является фоном для кованых узоров), прозрачные (решетчатого типа) и комбинированные (одна из частей содержит кованый узор). По конструкции створок (типу открывания) различают откатные кованые ворота, подъемные и распашные.
По конструкции створок (типу открывания) различают откатные кованые ворота, подъемные и распашные.
Распашные ворота – наиболее распространенный вариант. Они предусматривают наличие встроенной либо отдельно стоящей калитки, но выполненной в том же стиле. Типовые габаритные размеры калитки варьируются в пределах 1 м шириной и около 2,3 м в высоту. Калитка выполняется в том же стиле, что и ворота – декорируется однотипным узором, окрашивается в идентичный цвет, подвергается патинированию и пр.
Что касается формы, то ворота могут быть самых различных вариаций: арочной, зигзагообразной или в форме простых геометрических фигур.
Что такое качественная установка
Качественно изготовленные и грамотно установленные кованые ворота – это:
- отсутствие посторонних звуков при открытии/закрытии;
- предсказуемая амплитуда;
- невозможность самопроизвольного открытия или закрытия.
Получить такой результат позволяют точные инженерные расчеты и проведение монтажа специалистами.
эскизы, как сделать металлические ворота и калитки в домашних условиях
На чтение 9 мин. Просмотров 1.4k. Опубликовано Обновлено
Что важнее: охрана и безопасность или красота и эстетика? Вопрос, конечно, некорректный. Но мы его задали не просто так. Важны и безопасность, и эстетика. Особенно, если они сочетаются в одной комбинации, хотя такое бывает нечасто. Предмет, сочетающий в себе надежную охрану и уникальную эстетику, это кованые ворота. С них начинается ваше царство.
Прочность, надежность, красота – вот ассоциации, которые будут связывать с вами и вашим домом благодаря великолепно оформленному входу на вашу территорию.
можно купить или заказать. Например, в Воронеже можно заказать кованые ворота по приемлемой цене в компании Металл-ВРН. А вот кованые ворота своими руками обойдутся вам значительно дешевле, особенно если они будут сделаны методов . Но не это главное. Самое важное – они будут уникальными. Как сделать кованые ворота – сложно ли это? Поработать придется, конечно. Но оно того стоит, уж поверьте.
А вот кованые ворота своими руками обойдутся вам значительно дешевле, особенно если они будут сделаны методов . Но не это главное. Самое важное – они будут уникальными. Как сделать кованые ворота – сложно ли это? Поработать придется, конечно. Но оно того стоит, уж поверьте.Какими бывают кованые ворота
- Чисто защитные, сделанные чаще всего способом металлической штамповки. Все элементы делаются из толстого металла – все должно быть крепко, о красоте и изяществе речи нет. Главное в таком входе – защита частной территории.
- Противоположный первому вариант – декоративные ворота. В этом случае хочется напомнить о таком понятии как чувство меры. Дело в том, что иногда мастера в погоне за своей творческой мыслью теряют это чувство, и в результате появляются фантастические драконы, химеры, змеи и прочая нечисть у входа, поражающая воображение. Впрочем, на вкус и цвет товарищей нет. Каждый украшается, как может и хочет: вот вам полная свобода творчества.
- Самый лучший вариант, которым мы займемся – комбинированные ворота. Они сочетают в себе ковку, штамповку, и в итоге прекрасно сочетают в себе прочность, красоту и уникальность.

Кованые ворота своими руками – изделие сборное из нескольких конструкций, сваренный между собой. Их можно изготовить самостоятельно, а можно некоторые из них приобрести в готовом виде.
Планируем, покупаем, чертим: все для распашных кованых ворот
Как сделать кованые распашные ворота своими руками? Очень просто, сначала разобьем работу на этапы:
- Планирование, подготовка, создание чертежа.
- Выбор и закупка сырья, материалов, оборудования, инструментов.
- Начало работы: установка, укрепление и оформление опорных столбов – один из самых важных этапов.
- Создание жесткого каркаса створок – второй важнейший этап.
- Производство составных кованых элементов для их сборки в каркасе створок.
- Укрепление фурнитуры, создание и монтаж декоративных элементов.
- Зачистка, покраска, лакировка и т.п.

Сейчас мы с вами находимся на уровне первых двух этапов.
А вот чем нужно запастись перед работой:
- профильные трубы для сварки каркаса створок ворот;
- металл для конструкций створок и калитки;
- металлические листы для глухого перекрытия толщиной не меньше 1-го мм;
- листовая сталь для формирования пиковых и других декоративных наконечников;
- прутья четырехгранного профиля с шириной торца 1,4 мм для основания пиковых элементов;
- столбы или металлическая труба для опоры;
- кирпичи для облицовки столбов;
- раствор для бетонирования основания столбов, щебень;
- сварочный аппарат;
- электроды, подобранные для работ с вашими металлами на вашем сварочном аппарате;
- тиски и тисы с рычагом;
- шлифовальная машинка для финишной полировки металла.
Для правильных столбов не жалеем ничего
Не жалеем средств, времени и сил. Иными словами, всех ресурсов, какие только у вас имеются.
Иными словами, всех ресурсов, какие только у вас имеются.
Составные части – металлическая труба, раствор и облицовочные кирпичи. Ваша задача – сделать так, чтобы все это стояло на земле как можно устойчивее.
- Для этого копаем две ямы, как можно более глубокие. Глубина ямы должна быть не меньше одного метра. А вот за шириной нужно следить самым тщательным образом: она должна быть немного шире металлической трубы. Эта разница не должна превышать 10-ти см, в противном случае столбы в дальнейшем могут расшататься: ведь на них будут навешены металлические ворота с большим весом, так что нагрузка будет более чем серьезная.
- При установке труб в ямы засыпаем их щебнем с одновременной утрамбовкой. Следим с отвесом за вертикальностью труб, которая чрезвычайно важно в сооружении ворот: ведь при малейшем отклонении створки будут склоняться в ту или иную сторону.
- Засыпанный щебень заливаем раствором цемента и песка в пропорциях 1:3. При заливке раствора снова тщательно контролируем вертикальность трубы. Цемент лучше брать М300.
- Дать раствору время хорошенько высохнуть, обычно это несколько дней. Не спешите, пусть бетон высохнет по-настоящему, мы ведь договорились не жалеть ничего, в том числе времени.
- Привариваем к трубам специальные крепления для створок, которые называются шинками. Их ширина должна быть не меньше 6 – 7 см, они должны быть видны из-под кирпичей.
- Облицовываем трубы кирпичами с чередованием: следующий шов должен перекрывать последующий.

И опять даем время постоять нашим новых столбам. Хотя бы пару-тройку дней. Ведь нам есть чем заняться в это время – створками.
А теперь створки
[box type=”info”]Ворота могут быть и роликовыми. Но мы договорились обсуждать здесь распашные створки, поэтому говорим в дальнейшем именно о них. [/box]Вместе с тем, технология изготовления роликовые створок не сильно отличается от нашей.
- Начинаем с каркасов. – опорных рам для любых кованых элементов – от сложных ажурных узоров до экономных прутьев с пиками. Делать каркасы нужно только на идеально ровных поверхностях, перекосов допустить никак нельзя.
- Самый творческий, «художественный» этап работы – элементов створок и калитки:
- Наконечники в виде пик – самые многочисленные элементы ковки для ворот. Их делают из стальных отрезков толщиной около 5-ти мм и размерами 6 см х 15 см. Раскрой в виде треугольников с острой вершиной проводится болгаркой. Края зачищаются наждачным диском.
- Основание пик мастерим их четырехгранных прутков. Они могут быть разной длины – все зависит от ваших идей с узорами. Здесь вам понадобятся тиски или торсионный станок для продольного скручивания прутьев. Главное – витки должны быть зеркально симметричны, по всей длине делать витки в равном количестве и на равно расстоянии друг от друга.
- Сварки оснований пик и наконечниками.
 Раскрой в виде треугольников с острой вершиной проводится болгаркой. Края зачищаются наждачным диском.
Раскрой в виде треугольников с острой вершиной проводится болгаркой. Края зачищаются наждачным диском.Ворота с элементами ковки могут быть самыми разнообразными. Мы привели пример самых распространённых элементов – наконечники пик помимо эстетической нагрузки несут и защитную функцию. В любом случае нужно сваривать с лицевой стороной створок строго по чертежам. Не забываем про симметрию на двух створках.
- Точечная сварка элементов ковки на каркас для замеров и предварительной проверки возможной деформации.
- Если все ровно, привариваем элементы намертво. При угловой сварке для жесткости можно применять струбцины.
- Зачистить наплывы на швах болгаркой и металлическими щетками.
- Если вы решили, что ваши ворота будут глухими, то самое время листы из тонкой стали, выкроенные по размеру каркаса, приварить к нему по периметру.
- Приварить к створкам петли на том же уровне, что и на столбах. Важен следующий алгоритм: нижние петли крепятся в одном направлении, после чего створки навешиваются на них. Верхние петли крепятся в обратном направлении прямо ан висящей створке. При таком способе ваши створки никто не сможет снять в дальнейшем.
- Скобы для замка привариваются с обратной стороны на стыке створок. Замок может быть любым, вплоть до дистанционного, выбор зависит от вас.

А теперь калитка, покраска и финиш
Калитка – это опять каркас, технология работы такая же. Толщину металлического листа для него выбирать около 15-ти мм при «средней» сложности ажурных узоров. Если, например, ваши вороты и калитку будут глухими, то есть с приваренными металлическими листами с задней стороны, то каркас калитки, равно как и каркас самих ворот, должен быть массивнее.
[box type=”fact”]Калитки могут быть и внутренними. В этом случае совсем необязательно помещать их в жёсткий каркас – защитная функция не нужна, и кованые калитки своими руками могут быть сварены лишь из декоративных элементов.[/box]Сварка каркаса и приварку кованых элементов также производим на ровной поверхности, здесь риски деформации и перекосов ровно такие же, как у ворот.
После шлифовки неровностей и шовных наплывов приварить ручки и замок.
Покраску конструкции лучше проводить после сварки створок и перед финишным монтажом. Перед покраской обязательны следующие «малярные» мероприятия, для чего вам понадобится терпение: антикоррозийная обработка, обезжиривание, грунтование специальным раствором с последующим нанесением краски.
Чаще всего мастера для ворот и калиток с элементами ковки выбирают черную краску с последующим золотым или серебряным напылением декоративных узлов. Честно говоря, такая покраска уже даже не дань традиции, а элементарное незнание возможностей современных лакокрасочных продуктов.
Да и о новом стиле можно подумать, для чего было бы полезным заглянуть в дизайнерские сетевые источники, где вы найдете современные решения для ворот и оград в большом количестве.
Очень советуем зайти в какой-нибудь серьезный строительный супермаркет, чтобы с чувством и толком поговорить с ребятами-консультантами в отделе лаков и красок насчет современных покрытий по металлу.
Посмотрите и выберите, сейчас на рынке колоссальное число новых технологий и великолепных вариантов красок и лаков на любой вкус.
 Выберите свой вариант, сделайте свои ворота неповторимыми и современными.
Выберите свой вариант, сделайте свои ворота неповторимыми и современными.Желаем классного металла, умных помощников и суперсовременных красок.
Кованые изделия из металла в Крыму Алуште: ковка эскизы заборы– готовые изделия для сада
Наш ассортимент кованых изделий из металла в Алуште
По современным технологиям на базе качественного и высокоточного оборудования компания «Железный мир» производит простые и сложные кованые элементы, среди которых:
А также кованые мелочи, которые станут изюминками кованых изделий: кованые пики и навершия, листья и цветы, а также различные вставки, кольца и завитки, хомутная полоса и подпятники, заглушки и многое другое. Компания «Железный мир» приглашает к содрудничеству партнеров.
Компания «Железный мир» приглашает к содрудничеству партнеров.
Кроме того, коваными изделиями являются интересные скамейки, шикарные беседки, навесы, козырки. Есть и кованая мебель, являющаяся признаком не только прекрасного вкуса, но и богатства, обеспечивающего на многие поколения наследников вперед. Даже взятые отдельно, но с чувством прекрасного, элементы композиции могут преображать облик каждого, какого угодно поместья, здания, дворика. Отдельные элементы и кованые изделия из металла в Алуште, Симферополе, Севастополе, Керчи, Феодосии, Ялте, Евпатории и других городах Крыма придают любой местности, любой территории изысканный вид, строгость, утонченность, основательность.
Изделия из кованого металла от производителя в Симферополе
Высококачественно и неповторимо преображают любой дом во дворец, крепость или замок специалисты, работающие в компании «Железный мир». В том случае, если Вы сами обладаете необходимыми знаниями и умениями в деле сварки либо имеете штат профильных специалистов в своем предприятии, то можете пользоваться широким ассортиментом кованых элементов. Также мы предлагаем не только изделия из кованого металла, но и декоративный металлопрокат. Из него в золотых руках мастера вырастают полноценные изделия, которые так и хочется назвать произведениями искусства.
Также мы предлагаем не только изделия из кованого металла, но и декоративный металлопрокат. Из него в золотых руках мастера вырастают полноценные изделия, которые так и хочется назвать произведениями искусства.
Благодаря современным технологиям и базе высокоточного оборудования, в компании «Железный мир» производятся самые разнообразные кованые изделия для сада, от простых до сложнейших форм. Все это в кратчайшие сроки доставляется в Симферополь.
Продажа кованых изделий по оптимальным ценам — с доставкой в Севастополь!
Ручная ковка | Твердое кованое железо
История металлургических процессов
Bloomery Process
Изначально кованое железо производилось с помощью различных процессов плавки, которые сегодня называются цветочными. В разное время и в разных местах использовались разные формы цветения. В печь загружали древесный уголь и железную руду, а затем зажигали. Через фурму вдували воздух, чтобы нагреть блюмер до температуры несколько ниже точки плавления железа. В процессе плавки шлак плавится и вытекает, а окись углерода из древесного угля восстанавливает руду до железа, которое образует губчатую массу.Железо оставалось в этом твердом состоянии. Если дать цвету достаточно нагреться, чтобы расплавить железо, углерод растворился бы в нем и образовал чушку или чугун, но это не было намерением.
В процессе плавки шлак плавится и вытекает, а окись углерода из древесного угля восстанавливает руду до железа, которое образует губчатую массу.Железо оставалось в этом твердом состоянии. Если дать цвету достаточно нагреться, чтобы расплавить железо, углерод растворился бы в нем и образовал чушку или чугун, но это не было намерением.
После завершения плавки блюм удалялся, и процесс можно было начинать заново. Таким образом, это был периодический процесс, а не непрерывный. Губчатая масса содержала железо, а также силикат (шлак) из руды; это был «железный налет», от которого и получила свое название техника. Блюм нужно было выковать механически, чтобы закрепить его и сформировать стержень, удаляя при этом шлак.
В средние века в этом процессе применялась энергия воды, вероятно, сначала для приведения в действие сильфонов, и только позже для молотов для ковки цветов. Однако, хотя несомненно, что использовалась гидроэнергия, детали этого остаются неясными. Это было кульминацией непосредственного процесса производства чугуна. Он сохранился в Испании и на юге Франции как каталонские кузницы до середины 19 века, в Австрии как stückofen до 1775 года и около Гарстанга в Англии примерно до 1770 года; он все еще использовался для горячего взрыва в штате Нью-Йорк в 1880-х годах.
Он сохранился в Испании и на юге Франции как каталонские кузницы до середины 19 века, в Австрии как stückofen до 1775 года и около Гарстанга в Англии примерно до 1770 года; он все еще использовался для горячего взрыва в штате Нью-Йорк в 1880-х годах.
Осмонд Процесс
Осмондское железо состояло из шариков кованого железа, полученных путем плавления чугуна и улавливания капель на посохе, который вращался перед потоком воздуха, чтобы максимально подвергнуть его воздействию воздуха и окислить его углерод. содержание. Полученный шар часто выковывался в пруток на молотковой мельнице.
Кузница Finery в 15 веке Доменная печь распространилась на территорию современной Бельгии и была улучшена. Оттуда он распространился через Пэи-де-Брей на границе Нормандии, а затем до Уилда в Англии.С ним кузница украшений распространилась. Они переплавляли чугун и (фактически) сжигали углерод, создавая блюм, который затем выковывали в пруток. Если требовалась катанка, использовали продольно-резательный станок.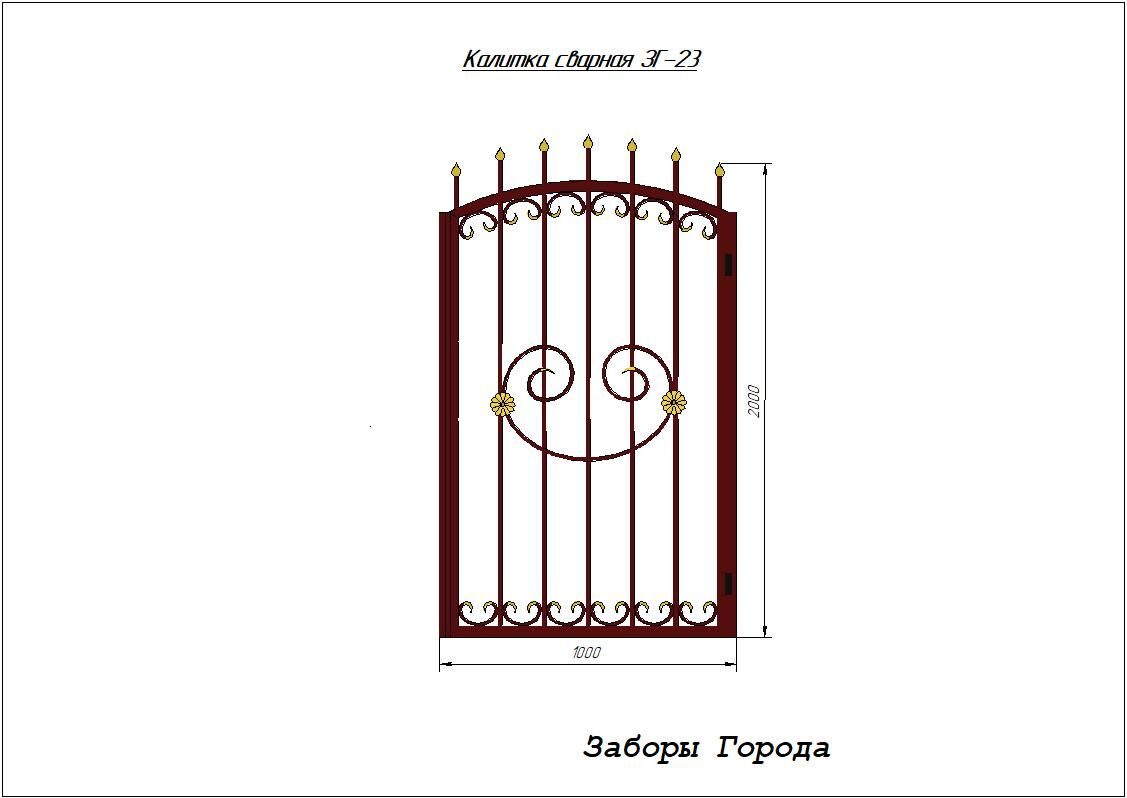
Процесс украшения существовал в двух немного разных формах. В Великобритании, Франции и некоторых частях Швеции использовался только валлонский процесс. В нем использовались два разных очага: декоративный очаг для чистки утюга и мягкий очаг для его разогрева во время вытягивания цветка в брус.В украшениях всегда использовался древесный уголь, но жгуты можно было обжигать и на минеральном угле, поскольку его примеси не повредили бы железу, когда оно было в твердом состоянии. С другой стороны, немецкий процесс, используемый в Германии, России и большей части Швеции, использовал один очаг на всех этапах.
Внедрение кокса для использования в доменной печи Авраамом Дарби
В 1709 году (или, возможно, несколько раньше) изначально мало повлиял на производство кованого железа. Лишь в 1750-х годах коксохимический чугун в значительных масштабах стал использоваться в качестве сырья для кузнечных изделий.Однако древесный уголь по-прежнему служил топливом для украшений.
Герметизация и штамповка с конца 1750-х годов. — Ironmasters начала разработку процессов производства пруткового железа без использования древесного угля. Для этого был разработан ряд запатентованных процессов, которые сегодня называют заливкой и штамповкой. Первый был разработан Джоном Вудом из Веднсбери и его братом Чарльзом Вудом из Лоу Милл в Эгремонте, запатентован в 1763 году. Другой был разработан для компании Coalbrookdale братьями Крейнджем.Еще одним важным было дело Джона Райта и Джозефа Джессона из Вест Бромвича.
Схематический чертеж лужения пудлинговой печи (металлургия)
Ряд процессов производства кованого железа без древесного угля был разработан с началом промышленной революции во второй половине 18 века. Самым успешным из них было приготовление лужа с использованием пудлинговой печи (разновидность отражательной печи). Он был изобретен Генри Кортом в 1784 году. Позже он был улучшен другими, включая Джозефа Холла.В этом типе печи металл не контактирует с топливом и, следовательно, не загрязняется примесями в нем.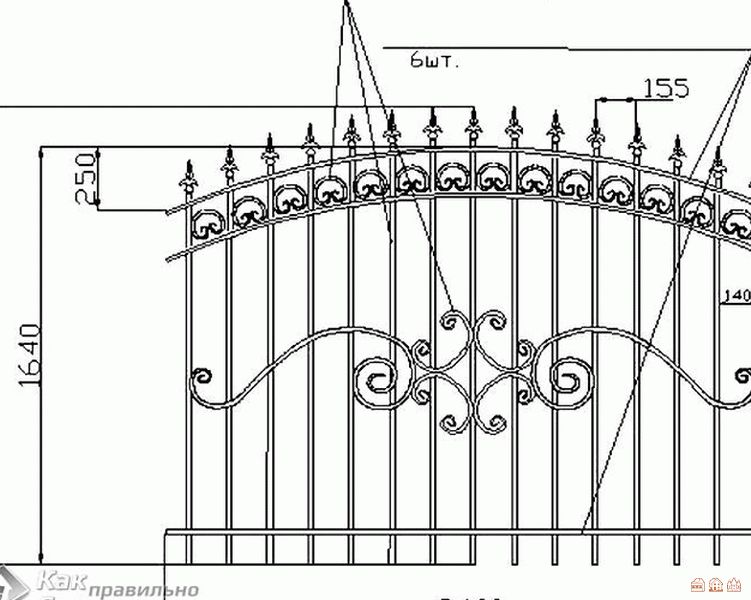 Пламя огня отражается или направляется обратно на металл на пожарном мосту печи.
Пламя огня отражается или направляется обратно на металл на пожарном мосту печи.
Если в качестве сырья не используется белый чугун, передельный чугун или другое сырье сначала нужно было переработать в рафинированное железо или более мелкий металл. Это может быть сделано на нефтеперерабатывающем заводе, где необработанный уголь используется для удаления кремния и преобразования углерода из графитовой формы в комбинированную форму.Этот металл помещали в очаг печи для лужения, где он плавился. Очаг облицован окислителями, такими как гематит и оксид железа. Эту смесь подвергают сильному току воздуха и перемешивают с помощью длинных стержней, называемых прутьями или валунами, через рабочие двери. Воздух, перемешивание и «кипение» металла помогают окислителям максимально окислить примеси и углерод из чугуна. По мере окисления примесей удерживающий материал затвердевает в губчатые шарики из кованого железа, называемые шариками лужи.
Гонт (металлургия)
В шариках лужи еще осталось немного шлака, поэтому, пока они еще горячие, их необходимо покрыть черепицей, чтобы удалить оставшийся шлак и шлак. Это может быть достигнуто путем ковки шариков с помощью механического молота или путем сжатия блюма в машине. Материал, полученный в конце укладки черепицы, известен как налет, и он все еще раскален докрасна. Соцветия бесполезны в такой форме, поэтому их нужно свернуть в конечный продукт.
Это может быть достигнуто путем ковки шариков с помощью механического молота или путем сжатия блюма в машине. Материал, полученный в конце укладки черепицы, известен как налет, и он все еще раскален докрасна. Соцветия бесполезны в такой форме, поэтому их нужно свернуть в конечный продукт.
Иногда европейские металлургические заводы полностью пропускали этот шаг и катали шарики из лужи.Единственным недостатком этого является то, что края черновых стержней не так сильно сжаты. Когда грубый стержень повторно нагревается, края могут отделиться и потеряться в печи.
Прокатный стан
Блюм пропускается через рифленые ролики и изготавливаются плоские прутки. Эти кованые прутья были плохого качества, их называли брусками для грязи или брусками для луж. Чтобы улучшить качество кованого железа, эти прутки разрезали, сложили и связали вместе проволокой. Этот процесс известен как вырубка или укладка.Затем их снова нагревали и снова скатывали в булочки. Этот процесс можно повторить несколько раз, чтобы получить кованое железо желаемого качества. Кованое железо, которое было прокатано несколько раз, называется торговым слитком или торговым железом.
Кованое железо, которое было прокатано несколько раз, называется торговым слитком или торговым железом.
Ланкаширский процесс
Преимущество пудлинга в том, что в качестве топлива использовался уголь, а не древесный уголь. Однако это было небольшим преимуществом в Швеции, где отсутствует уголь. Густав Экман наблюдал за отделкой древесным углем в Ульверстоне, которая сильно отличалась от любой другой в Швеции.После своего возвращения в Швецию в 1830-х годах он экспериментировал и разработал процесс, похожий на лужение лужа, но с использованием дров и древесного угля, который получил широкое распространение в Бергслагене в последующие десятилетия.
Процесс Aston
В 1925 году Джеймс Астон из США разработал процесс быстрого и экономичного производства кованого железа. Он включает в себя прием жидкой стали из конвертера Бессемера и заливку ее в более холодный жидкий шлак. Температура стали составляет около 1500 ° C, а температура жидкого шлака поддерживается примерно на уровне 1200 ° C. Расплавленная сталь содержит большое количество растворенных газов, поэтому, когда жидкая сталь ударяется о более холодные поверхности жидкого шлака, газы выделяются. Затем расплавленная сталь замерзает с образованием губчатой массы, имеющей температуру около 1370 ° C. Затем эта губчатая масса должна быть обработана черепицей и раскатана, как описано в разделе «Укладка лужи» (выше). С помощью этого метода можно переработать от трех до четырех тонн за партию.
Расплавленная сталь содержит большое количество растворенных газов, поэтому, когда жидкая сталь ударяется о более холодные поверхности жидкого шлака, газы выделяются. Затем расплавленная сталь замерзает с образованием губчатой массы, имеющей температуру около 1370 ° C. Затем эта губчатая масса должна быть обработана черепицей и раскатана, как описано в разделе «Укладка лужи» (выше). С помощью этого метода можно переработать от трех до четырех тонн за партию.
Кованое железо больше не производится. Последний завод по производству кованого железа был закрыт в 1969 году.В 1960-е годы цена на производство стали падала из-за вторичной переработки, и даже производство кованого железа по технологии Aston было трудоемким процессом. Было подсчитано, что производство кованого железа стоит примерно в два раза дороже, чем производство низкоуглеродистой стали.
В микроструктуре кованого железа видны включения темного шлака в феррите (железе). Включения шлака в кованом железе придают ему свойства, отсутствующие в других формах черного металла. На квадратный дюйм приходится примерно 250 000 включений.Свежая трещина имеет ясный голубоватый цвет с сильным шелковистым блеском и имеет волокнистый вид.
На квадратный дюйм приходится примерно 250 000 включений.Свежая трещина имеет ясный голубоватый цвет с сильным шелковистым блеском и имеет волокнистый вид.
Кованое железо не содержит углерода, необходимого для закалки посредством термообработки, но в областях, где сталь была необычной или неизвестной, инструменты иногда подвергали холодной обработке (отсюда и холодное железо) для их закалки. Преимуществом его низкого содержания углерода является отличная свариваемость. Кроме того, листовое кованое железо не может гнуться так же сильно, как стальной лист (при холодной обработке).
Кованое железо можно лить
Однако нет никаких технических преимуществ по сравнению с чугуном; чугун гораздо проще производить и, следовательно, дешевле, поэтому его предпочитают исключительно кованому железу.
Из-за различий в происхождении железной руды и производства железа кованое железо может иметь более низкую или более высокую коррозионную стойкость по сравнению с другими сплавами железа. За этой стойкостью к коррозии стоит много механизмов. Чилтон и Эванс обнаружили, что полосы обогащения никелем уменьшают коррозию. Они также обнаружили, что в лужах, кованых и насыпных поверхностях железа распространяются примеси меди, никеля и олова, которые создают электрохимические условия, замедляющие коррозию.
За этой стойкостью к коррозии стоит много механизмов. Чилтон и Эванс обнаружили, что полосы обогащения никелем уменьшают коррозию. Они также обнаружили, что в лужах, кованых и насыпных поверхностях железа распространяются примеси меди, никеля и олова, которые создают электрохимические условия, замедляющие коррозию.
Было показано, что включения шлака рассеивают коррозию до образования ровной пленки, препятствующей питтингу.Другое исследование показало, что шлаковые включения — путь к коррозии. Другие исследования показывают, что примеси серы в кованом железе снижают коррозионную стойкость, но фосфор увеличивает коррозионную стойкость. Среда с высокой концентрацией ионов хлора также снижает коррозионную стойкость кованого железа.
Кованое железо имеет шероховатую поверхность, поэтому на нем лучше удерживаются металлические покрытия и покрытия. Например, гальваническое цинкование примерно на 25 дюймов 40% толще, чем такое же покрытие на стали.В таблице 1 химический состав кованого железа сравнивается с химическим составом чугуна и углеродистой стали. Хотя кажется, что кованое железо и простая углеродистая сталь имеют схожий химический состав, это обманчиво. Большая часть марганца, серы, фосфора и кремния входит в состав шлакового волокна, присутствующего в кованом железе, поэтому кованое железо действительно чище, чем обычная углеродистая сталь.
Хотя кажется, что кованое железо и простая углеродистая сталь имеют схожий химический состав, это обманчиво. Большая часть марганца, серы, фосфора и кремния входит в состав шлакового волокна, присутствующего в кованом железе, поэтому кованое железо действительно чище, чем обычная углеродистая сталь.
декоративных железных входных ворот для садов и дворов в Нью-Йорке, Массачусетсе и Коннектикуте.
Мы построили много декоративных железных ворот, ведущих в сады и дворы. Эти кованые ворота, как правило, содержат больше личных и декоративных деталей для удовольствия владельца. Мы изготавливаем такие ворота из множества различных металлов, а также из железа, с элементами ручной ковки, что обеспечивает богатство деталей. Расскажите нам о своих идеях, и мы выразим их в декоративном железе, алюминии или бронзе. Защелки, петли и ручки указаны в соответствии с пожеланиями клиента и функцией ворот.Интересные детали могут включать в себя втягивающуюся рычажную защелку 17-го века, двойные качающиеся петли из нержавеющей стали, простую пружинную защелку или самозакрывающийся, самозакрывающийся замок для бассейна, соответствующий требованиям кода.
Связанные проекты
Тэнси Гейтс
Западный Корнуолл (округ Личфилд)
Коннектикут
Цветочные ворота Танси. Как видно выше, цветы крупным планом.
Звездные врата
Хиллсдейл (округ Колумбия)
Нью-Йорк
Одиночные садовые ворота. Как видно выше, чертеж представлен клиенту на утверждение.
Medley Garden and Pool Gate
Эгремонт (округ Беркшир)
Массачусетс
Ворота для сада и бассейна, одинарные и двойные двери и ворота на подъездной дорожке — все с одинаковым дизайном.Каждые ворота были разработаны для помещения определенного размера, в котором они были установлены. Медальон и тема колеса были перенесены на каждые ворота, адаптированные для каждого размера приложения. Эти ворота …
Эти ворота …
Железные ворота с орнаментом
Ворота садовой тематики с крапивниками, виноградными лозами и инструментами, а колокол принадлежит клиентам, как показано выше. Все ворота были изготовлены из стали ручной ковки с использованием традиционных кузнечных методов.Сталь нагревается и обрабатывается до точного размера. Листья были вырезаны лазером из стали и помещены в …
Выход к бассейну
Ленокс (округ Беркшир)
Массачусетс
Внешние ворота бассейна изготовлены из стальной трубы и плоского ложа для свитков. Ворота окрашены автомобильной черной краской. Эти ворота были изготовлены по индивидуальному заказу, чтобы соответствовать существующим столбам, которые подробно описаны на одной из картинок.
Ирис и душистый горошек
Река Аппер Сэдл (округ Берген)
Нью-Джерси
Заказчик попросил изготовить для своего двора два одинаковых ворот из кованого железа. Одни ворота одинарные, а другие двойные. Детали оставались одинаковыми для обоих, изменились только размер и количество лоз и цветов. Цветы и виноградная лоза были созданы с использованием…
Одни ворота одинарные, а другие двойные. Детали оставались одинаковыми для обоих, изменились только размер и количество лоз и цветов. Цветы и виноградная лоза были созданы с использованием…
Cat Tail Gate
Солсбери (округ Личфилд)
Коннектикут
Эти ворота изготовлены из плоского стержня 1/2 «x 2» для рамы, а свитки были согнуты по индивидуальному заказу 1/4 «x 2», чтобы соответствовать размеру ворот. Кошачьи хвосты изготавливаются вручную с использованием традиционных методов кузнечного дела, а затем привариваются к раме. Заказчик выбрал …
кривых в воротах? — Кузнечное дело, Общие обсуждения
Приношу свои извинения этому форуму, если мои комментарии вызвали какие-либо разногласия, это, конечно, не было моим намерением.
Чтобы ответить на вопрос оригинального плаката, следует отметить, что подавляющее большинство садовых и входных ворот, будь то нестандартные или серийные, изготавливаются из полых изделий, в первую очередь из-за соображений веса. По этой причине трубы и трубы — пустотелые изделия — являются наиболее распространенным исходным материалом, по крайней мере, для каркаса.
По этой причине трубы и трубы — пустотелые изделия — являются наиболее распространенным исходным материалом, по крайней мере, для каркаса.
Несмотря на то, что вес требует использования полых изделий в большинстве ворот, большинство изгибов выполняется на складе с относительно толстыми стенками, поскольку тонкие стенки имеют тенденцию изгибаться или чрезмерно сгибаться по внутреннему радиусу.Кроме того, из-за сложности, присущей нагреву и обработке более длинных заготовок, большинство изгибов полых изделий выполняется в холодном состоянии, что стирает любые различия между ковкой и производством.
Самый простой метод формирования радиуса в НКТ или трубе — это закрепить один конец, а затем прижать другой конец к оправке. Оправка может быть любой, с желаемым радиусом, способной выдерживать давление, возникающее при сгибании заготовки вокруг нее. В эту категорию попадают различные механические и гидравлические гибочные станки, которые можно найти в большинстве магазинов, но большинство из них не может формировать более длинные радиусы с помощью одного изгиба и их необходимо использовать постепенно, чтобы сформировать радиус на более длинных заготовках. По этой причине большинство гибочных станков относительно неэффективны как с точки зрения точности, так и с точки зрения управления временем.
По этой причине большинство гибочных станков относительно неэффективны как с точки зрения точности, так и с точки зрения управления временем.
Для более длинных изгибов полой заготовки я использую циркуль для мыльного камня желаемого радиуса на стальном макетном столе, выковываю оправку размером 1/2 «x 1 1/2», чтобы соответствовать радиусу, надежно привариваю ее к макетному столу , приварите анкер к одному концу оправки, чтобы удерживать его на месте, поместите один конец заготовки между анкером и оправкой, затем используйте трубу-обманку и сгладьте, равномерно, силой людей давление на свободный конец заготовки для того, чтобы заставить его вращаться вокруг радиуса, образованного оправкой.Этот метод трудоемок и требует много времени для настройки, но его достаточно для получения полых изделий, кратных одному радиусу. Многие радиусы на моих экранах сформированы именно так.
Кроме того, иногда необходимо сформировать радиус кромки в плоской прутковой заготовке, чтобы он соответствовал радиусу, сформированному в полой заготовке. (например, при изготовлении вторичного каркаса) Если это станет необходимым, его проще всего сделать горячим и примерно на той же оправке, которую используют для формирования радиуса в полой заготовке, потому что это утомительно и требует очень много времени, чтобы точно соответствовать большому радиусу в свете. пруток с использованием только кузницы, молотка и наковальни.: D
(например, при изготовлении вторичного каркаса) Если это станет необходимым, его проще всего сделать горячим и примерно на той же оправке, которую используют для формирования радиуса в полой заготовке, потому что это утомительно и требует очень много времени, чтобы точно соответствовать большому радиусу в свете. пруток с использованием только кузницы, молотка и наковальни.: D
Тематические перила могут принести более высокий доход
Производители металла вынуждены выполнять множество случайных работ, и большинство из них находятся в пределах их компетенции. Но когда кто-то просит ворота или перила с определенной тематикой, сможет ли ваш магазин справиться с этой задачей? Тематические ворота могут потребовать искусства, выходящего за рамки обычных стоек и свитков. Описанные здесь проекты являются примерами уникальных и нестандартных работ. Они требуют артистизма и техники, которые могут быть новыми для вашего магазина.Они также требуют затрат и прибыли, которые могут быть значительно больше, чем просто работа на хлеб с маслом.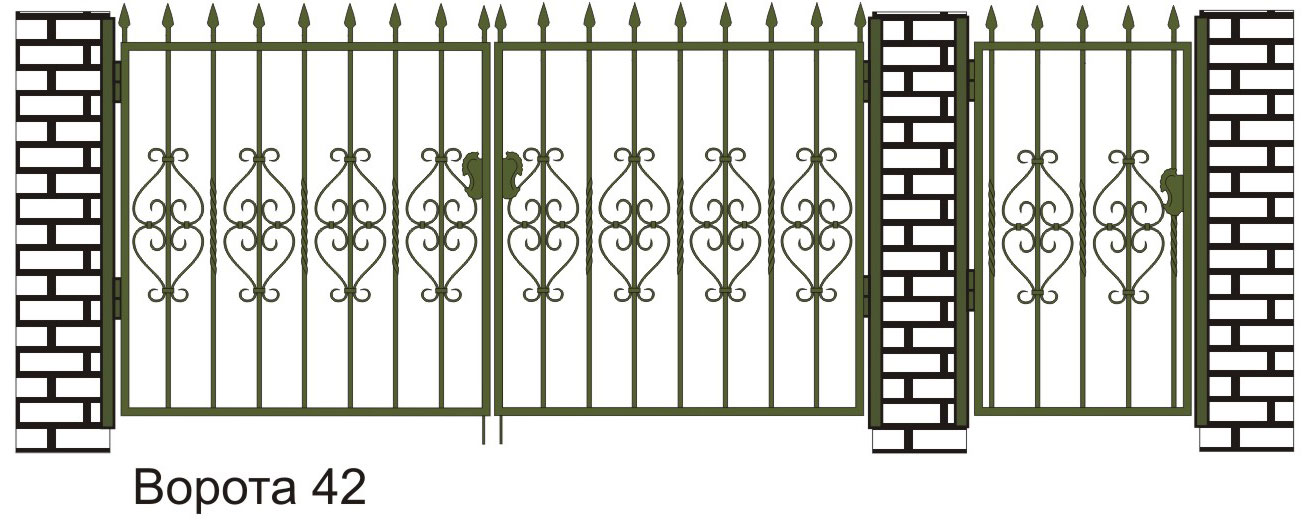 Но уловка, говорят участвующие художники, состоит в том, чтобы тщательно спланировать свою работу, исходя из времени и материалов, и быть осторожными, чтобы не перебить цену.
Но уловка, говорят участвующие художники, состоит в том, чтобы тщательно спланировать свою работу, исходя из времени и материалов, и быть осторожными, чтобы не перебить цену.
| Рис. 1 Пространственные ворота Стивена Ли, изображающие медных лошадей, отформованных с помощью репутации Валковая кузнечно-сварная работа чугунная. Фото Кейт Гувер. |
Тематические ворота или перила требуют понимания пожеланий клиента и создания рисунков, на которых они подписываются.Часто клиенты действительно не знают, чего они хотят или что возможно, поэтому этап эскиза и рисования имеет решающее значение. Стоит иметь рисунки, идеи и картинки, которые вдохновляют клиента на размышления. Часто изображения превращают обычную работу в необычную.
Ниже приведены примеры «тематических» проектов, в которых слесари должны были задействовать все свои художественные таланты, заслужив звание художника-кузнеца.
Пространственные ворота Стивена Ли
Стивен Э.Ли из Walking Hat Forge в Бингхэме, штат Нью-Мексико, попросили спроектировать и построить ворота с лошадьми для «женщины, которая живет, дышит и, вероятно, мечтает о лошадях», — сказал Ли. «Она хотела чего-то особенного для входа в свой дом, отражающего эту страсть».
Ли долгое время тщательно пыталась воплотить в жизнь свои идеи, которые позволили бы объединить кованые завитки с мотивом лошади. Первоначально она сказала, что хочет дизайн, который также включал бы ее последнюю букву K и сердечки.
«Мы думали, что наш первый дизайн был потрясающим, поскольку сочетал в себе две идеи: серию свитков, которые образовывали буквы« К », и когда они располагались вплотную друг к другу, они образовывали сердца, но этот дизайн не совсем то, что хотел клиент, поэтому он вернулся к чертежной доске.«После нескольких итераций мы представили приемлемый дизайн», — сказал Ли.
Каждая лошадь 4 фута высотой, вырезана из меди с обеих сторон и детализирована. Ли использовал бронзовый стержень, чтобы склепать две стороны вместе на 1 / 8-дюймовый стальной силуэт для придания структурной целостности и облегчения крепления к раме ворот. Все стержни имеют шипы и крепятся через пазы, прорезанные в раме. Завитковая головка собирается с хомутами и прикручивается к раме. Интересная часть Этот проект заключался в том, что он требовал старинной кузнечной сварки для завитков и современных методов создания лошадей.
Ли использовал бронзовый стержень, чтобы склепать две стороны вместе на 1 / 8-дюймовый стальной силуэт для придания структурной целостности и облегчения крепления к раме ворот. Все стержни имеют шипы и крепятся через пазы, прорезанные в раме. Завитковая головка собирается с хомутами и прикручивается к раме. Интересная часть Этот проект заключался в том, что он требовал старинной кузнечной сварки для завитков и современных методов создания лошадей.
Ворота 20 футов в длину и чуть более 10 футов на высоте короны. Когда он был доставлен в Индио, штат Калифорния, стоя на прицепе с плоской платформой, он привлек довольно много внимания, пока ехал по дороге.
Ли сказал: «Такой проект не может быть реализован в одночасье. Первоначальный контакт с клиентом на этапе чертежа и приемки составляет первую часть работы, и ваше время на создание и переделку чертежей должно быть включено в первоначальную смету. необходимо тщательно рассчитать материалы и время изготовления, включая инженерные и механические аспекты, если ворота должны открываться и закрываться автоматически. Наконец, доставка и установка должны быть добавлены в окончательный бюджет ».
Наконец, доставка и установка должны быть добавлены в окончательный бюджет ».
Flat Steel Horse Gates Ричарда Празена
Ричарда Празена, президента компании Decoration Creations, West Valley, Utah, также попросили создать ворота с изображением лошади. вход и выход по круговой подъездной дорожке. Клиент, который выращивает лошадей-чемпионов с раскраской, хотел, чтобы на воротах было указано, что они были людьми лошадей. Празен сказал: «После этапа чертежа и приемки мы начали с строительства тяжелого каркаса ворот. конструкция из толстостенных труб.Одни ворота были построены для входа, а другие — для выхода. Рисунок был увеличен до нужного размера и спроецирован с помощью непрозрачного проектора прямо на металлические листы 3/16 дюйма, а затем вырезан вручную с помощью плазменной горелки.
| Рисунок 2 Половина двойных ворот с лошадьми на лугу , вырезанная плазмой из листовой стали. 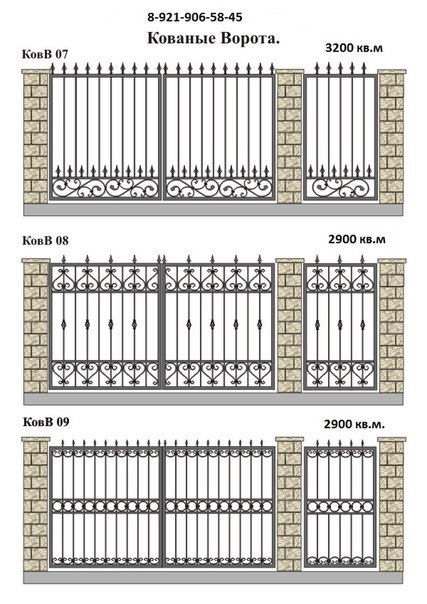 Фото Ричарда Празена. Фото Ричарда Празена. |
«Конструкция лошадей в саду создавала что-то вроде фермы и добавляла силы.Затем мы зачистили все, загрунтовали и покрыли порошком поверхность, чтобы она оставалась устойчивой к атмосферным воздействиям. Мы установили его на тяжелые петли и для удобства добавили электрический открыватель ворот. Ворота были хорошим контрастом и акцентом на каменной стене, окружавшей ворота. Строительство этих ворот заняло около 220 человеко-часов и шесть недель. Каждые ворота имеют высоту 5 футов, ширину 13 футов, 3/16 дюйма. вся стальная пластина ».
Празен предупредил, что подобный проект требует некоторых проб и ошибок, особенно в том, что касается первого проекта.Вы всегда недооцениваете его, и это часть кривой обучения. Но если вы обычно оцениваете свою работу в 600 долларов за фут, эти проекты должны доходить до 900 долларов за фут. В процессе работы вы пытаетесь выяснить историю того, где была прибыльность и где она должна была быть. Еще одна проблема — найти и удержать людей, обладающих талантом и навыками для художественной работы.
Еще одна проблема — найти и удержать людей, обладающих талантом и навыками для художественной работы.
Низкие перила Джона Бойда Смита
Джон Бойд Смит привык создавать тематические заказы, охватывающие удивительное разнообразие растений, птиц, рыб и животных.Его студия Metal Studios в Саванне, штат Джорджия, создала эти невероятные перила в стиле «Low Country» для частного дома в Джорджии, в котором представлены многие образцы флоры и фауны прибрежного региона. Среди них цапли, рыбы, лягушки, морские черепахи, пальметто, болотная трава, мангровые заросли, рогоз, морской овес, стрекозы и кулики. Темой этой резиденции у океана была морская жизнь и природа региона.
| Рисунок 3 Перила Джона Бойда Смита Low Country для частного дома в Джорджии.Показана одна панель 360-градусной лестницы до лестничной площадки.  Фото Ронды Нил Флеминг Фото Ронды Нил Флеминг | Рисунок 4 Перила Джона Бойда Смита Low Country с цаплей и местными растениями на перилах лестничной площадки иллюстрируют фотореалистичный подход Смита к созданию искусства из железа. Фото Ронды Нил Флеминг. |
Смит сказал: «Я спроектировал перила большой лестницы с учетом [флоры и фауны прибрежного региона]. Перила выкованы из мягкой стали, и применена искусственная бронзовая отделка.Все кованые элементы полностью трехмерны и почти «фотореалистичны» по деталям. Например, у всех болотных птиц каждое перо выковано индивидуально, чтобы придать реалистичности. За более чем 20 лет этот стиль фотореализма позволил мне выполнять уникальные сложные архитектурные заказы в США и некоторых других странах.
«Что касается артистизма, мой подход к созданию« реализма в железе »не для всех», — пояснил Смит. «Чтобы добиться реалистичной ковки чугуна / стали, необходимо много деталей. Каждый кованый элемент должен отражать ключевые детали, чтобы визуальное воздействие было безошибочным. Если присутствуют ключевые детали, большая часть кованого элемента может быть «предложена» без потери желаемого эффекта, как изображение природы ».
Каждый кованый элемент должен отражать ключевые детали, чтобы визуальное воздействие было безошибочным. Если присутствуют ключевые детали, большая часть кованого элемента может быть «предложена» без потери желаемого эффекта, как изображение природы ».
Перила весят примерно 2 тонны, имеют высоту 16 футов и разворачиваются на 360 градусов. Приблизительно 2000 рабочих часов потребовалось для завершения перил (двое мужчин в течение шести месяцев)
Среди множества заказов Smiths — перила и большие панели для отремонтированного отеля в Южном Майами-Бич, штат Флорида., и это можно увидеть в недавно опубликованной книге «Железные изделия сегодня: изнутри и снаружи». Они включают огромные пальмы и морскую жизнь; многие изображения основаны на эскизах, сделанных его партнершей, Рондой Нил Флеминг, которая занимается дайвингом в открытом море.
Тематический заказной проект может означать дополнительные деньги, если вы будете выполнять работу с умным планированием. Знайте, что на создание дизайна потребуется время, и могут быть разные мнения о том, как он должен выглядеть. Планируйте сделать несколько набросков и убедитесь, что заказчик одобрил окончательный эскиз, чтобы вы оба знали, чего ожидать.Тщательно спланируйте свое время и расходы, и вы обнаружите, что одни хорошо выполненные тематические перила или ворота могут стать входом для многих других. При правильном обращении с ними будет сложно справиться и они будут чрезвычайно прибыльными.
Планируйте сделать несколько набросков и убедитесь, что заказчик одобрил окончательный эскиз, чтобы вы оба знали, чего ожидать.Тщательно спланируйте свое время и расходы, и вы обнаружите, что одни хорошо выполненные тематические перила или ворота могут стать входом для многих других. При правильном обращении с ними будет сложно справиться и они будут чрезвычайно прибыльными.
Производство фитингов для стыковой сварки
Введение в горячее формование
Основными методами горячей обработки являются экструзия, волочение, ковка и прокатка. Прокатка — наиболее широко используемый процесс формования, хотя к этому процессу могут применяться некоторые ограничения.Прокатка в основном состоит из трех основных подкатегорий: плоская прокатка, профильная прокатка (со специально разработанными канавками валков) и прокатка труб (включая прошивку). Ковку можно подразделить на ковку, прессование и т. Д.
Ковка может выполняться молотками, механическими прессами и высадочными машинами или методом, известным как валковая ковка. Прессование обычно включает изготовление кованых изделий на гидравлических прессах. Экструзия обычно выполняется в гидравлических прессах, которые пропускают горячую сталь через матрицу.Прокатку производят на различных типах прокатных станов.
Прессование обычно включает изготовление кованых изделий на гидравлических прессах. Экструзия обычно выполняется в гидравлических прессах, которые пропускают горячую сталь через матрицу.Прокатку производят на различных типах прокатных станов.
Две основные причины выполнения формовки металла при повышенных температурах (горячая обработка) заключаются в снижении нагрузок на формование за счет снижения сопротивления стали деформации и в разработке предпочтительных металлургических структур для обеспечения прочности и пластичности готовых изделий.
Выбор наиболее подходящего метода производства продукта будет определяться с учетом его материала, размеров, формы, использования, стандартов и других свойств.
Существует множество способов производства фитингов под сварку встык, несколько примеров приведены ниже.
CAPS Метод глубокой вытяжки
Один из наиболее распространенных способов изготовления крышек, при котором пластина вырезается по кругу и формируется методом глубокой вытяжки.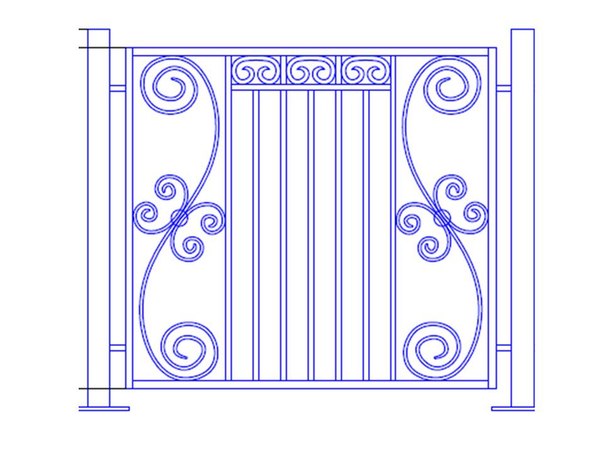
Глубокая вытяжка — это производственный процесс формования листового металла, называемого заготовками, в геометрические или неправильные формы, глубина которых превышает половину их диаметра. Глубокая вытяжка включает растягивание металлической заготовки вокруг заглушки, а затем перемещение ее в формовочный нож, называемый штампом.
Волочильный пресс может использоваться для формования листового металла в различные формы, а готовая форма зависит от конечного положения, в которое вдавливаются заготовки. Металл, используемый при глубокой вытяжке, должен быть податливым, а также устойчивым к повреждениям от напряжения и растяжения.
Ссылки:
Benkan Japan KK
G. Дитер: Механическая металлургия, 2-е изд.
Производство, обработка и обработка стали.
Курт Ланге: Справочник по обработке металлов давлением. SME.
Бесшовная труба — обзор
02.01 Медь и медные сплавы
B21 / B21M-01e1. Стандартная спецификация для морских прутков, прутков и профилей из латуни.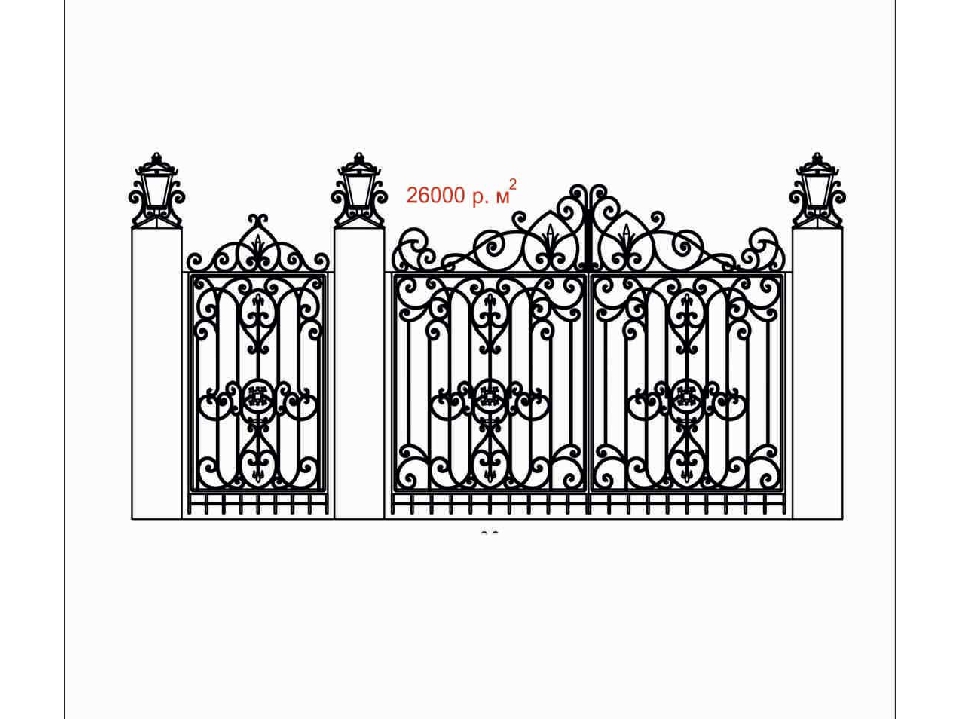
В42-02. Стандартные спецификации на бесшовные медные трубы типоразмеров.
В43-98. Стандартные спецификации на бесшовные трубы из красной латуни, стандартные размеры.
В61-02. Стандартная спецификация для парового или вентильного литья из бронзы.
В62-02. Стандартная спецификация для отливок из составной бронзы или унции металла.
В68-02. Стандартная спецификация для бесшовных медных труб, подвергнутых светлому отжигу.
Б68М-99. Стандартные спецификации на бесшовные медные трубы, отожженные (метрические).
В75М-99. Стандартная спецификация на бесшовные медные трубы (метрические).
В75-02. Стандартная спецификация на бесшовные медные трубы.
В88-02. Стандартная спецификация на бесшовные медные водопроводные трубы.
Б88М-99. Стандартная спецификация на бесшовные медные водопроводные трубы (метрические).
B96 / B96M-01. Стандартные технические условия на пластины, листы, полосы и прокат из медно-кремниевого сплава общего назначения и сосудов высокого давления.
В98 / В98М-03. Стандартные технические условия на пруток, стержень и профили из медно-кремниевого сплава.
В148-97 (2003). Стандартная спецификация для отливок из алюминия и бронзы в песчаные формы.
В150 / В150М-03. Стандартная спецификация для алюминиевых бронзовых стержней, стержней и профилей.
B152 / B152M-00. Стандартная спецификация для медного листа, полосы, листа и катаного проката.
B169 / B169M-01. Стандартная спецификация на лист, полосу и прокат из алюминиевой бронзы.
B171 / B171M-99e2.Стандартные спецификации для пластин и листов из медного сплава для сосудов высокого давления, конденсаторов и теплообменников.
B187 / B187M-03. Стандартные спецификации для меди, шин, стержней и профилей, а также для стержней, стержней и профилей общего назначения.
B280-02. Стандартная спецификация на бесшовные медные трубы для систем кондиционирования воздуха и охлаждения.
В283-99а. Стандартные спецификации для штамповок из меди и медных сплавов (горячего прессования).
B466 / B466M-98 Стандартные спецификации на бесшовные медно-никелевые трубы и трубки.
В467-88 (2003) Стандарт на сварные медно-никелевые трубы.
B584-00 Стандартные спецификации для отливок из медных сплавов в песчаные формы общего назначения.
02.02 Алюминий и магниевые сплавы
B26 / B26M-03. Стандартная спецификация для отливок из алюминиевых сплавов в песчаные формы.
В209-02а. Стандартная спецификация для листов и листов из алюминия и алюминиевых сплавов.
В209М-03. Стандартная спецификация для листов и пластин из алюминия и алюминиевых сплавов (метрическая).
B210-02. Стандартные спецификации на бесшовные тянутые трубы из алюминия и алюминиевых сплавов.
B210M-02. Стандартные спецификации на бесшовные тянутые трубы из алюминия и алюминиевых сплавов (метрические).
B211-02. Стандартные спецификации на пруток, пруток и проволоку из алюминия и алюминиевых сплавов.
B211M-02. Стандартная спецификация для прутка, прутка и проволоки из алюминия и алюминиевых сплавов (метрическая).
B221M-02. Стандартные спецификации для экструдированных прутков, прутков, проволоки, профилей и труб из алюминия и алюминиевых сплавов (метрические).
B221-02. Стандартные спецификации для экструдированных прутков, прутков, проволоки, профилей и труб из алюминия и алюминиевых сплавов.
B241 / B241M-02. Стандартная спецификация для бесшовных труб из алюминия и алюминиевых сплавов и бесшовных экструдированных труб.
B247-02a. Стандартная спецификация для штамповок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом.
B247M-02a. Стандартные спецификации для штамповок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом (метрические).
B345 / B345M-02. Стандартная спецификация для бесшовных труб из алюминия и алюминиевых сплавов и бесшовных экструдированных труб для газовых и нефтяных систем трубопроводов транспортировки и распределения.
В361-02. Стандартные спецификации для заводских сварочных фитингов из алюминия и алюминиевых сплавов.
B491 / B491M-00. Стандартная спецификация для экструдированных круглых труб из алюминия и алюминиевых сплавов общего назначения.
02.04 Цветные металлы — никель, кобальт, свинец, олово, цинк, кадмий, драгоценные, химически активные, тугоплавкие металлы и сплавы; Материалы для термостатов, электрических нагревательных и резистивных контактов, а также соединителей
B127-98.Стандартные спецификации для пластин, листов и полос из медно-никелевого сплава (UNS N04400).
В160-99. Стандартная спецификация для никелевого прутка и прутка.
В161-03. Стандартная спецификация на никелевые бесшовные трубы и трубки.
В162-99. Стандартная спецификация для никелевых пластин, листов и полос.
В164-03. Стандартная спецификация на катанку, пруток и проволоку из никель-медного сплава.
В165-93. Стандартная спецификация для никель-медного сплава (UNS N04400) * бесшовные трубы и трубки.
В166-01. Сплавы никель-хром-железо по стандартной спецификации (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и никель-хром-кобальт-молибденовый сплав (UNS N06617) пруток, пруток и проволока.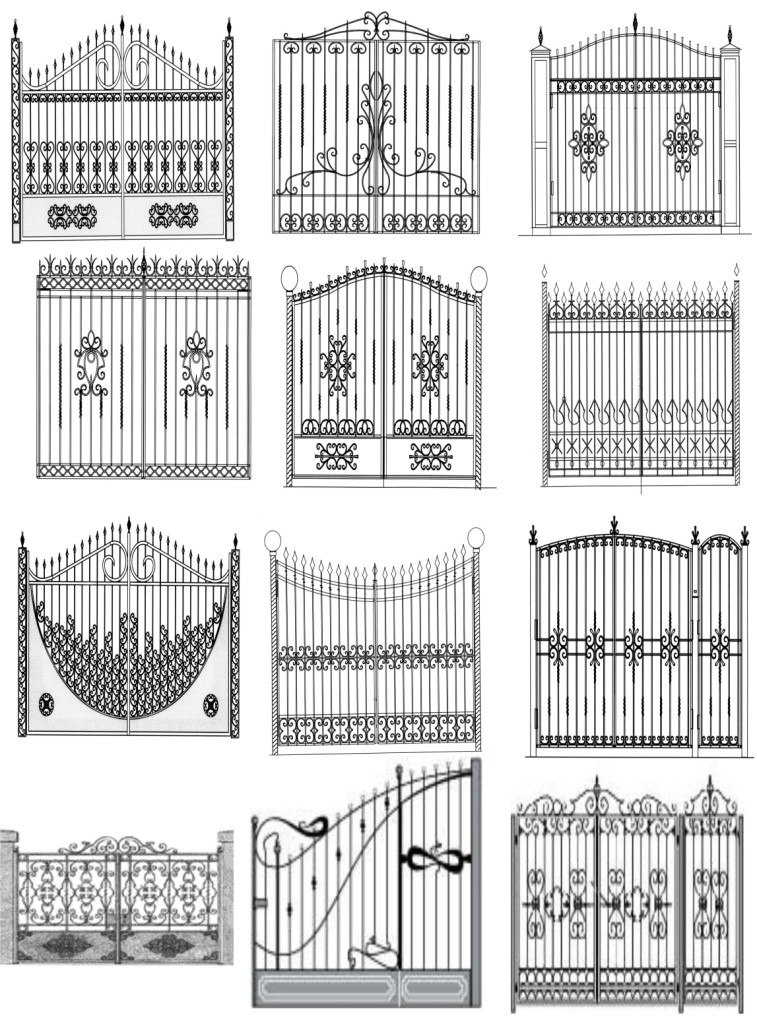
В167-01. Стандартные спецификации для никель-хром-железных сплавов (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и бесшовных труб из никель-хром-кобальт-молибденового сплава (UNS N06617).
В168-01. Стандартная спецификация для никель-хром-железных сплавов (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и никель-хром-кобальт-молибденового сплава (UNS N06617) пластин, листов и полос.
B265-02. Стандартные спецификации на полосу, лист и пластину из титана и титановых сплавов.
В333-03. Стандартные технические условия на пластины, листы и полосы из никель-молибденового сплава.
В335-03. Стандартная спецификация на стержень из никель-молибденового сплава.
В338-02. Стандартные спецификации на бесшовные и сварные трубы из титана и титановых сплавов для конденсаторов и теплообменников.
В363-03. Стандартные спецификации на бесшовные и сварные нелегированные сварочные фитинги из титана и титановых сплавов.
В381-02. Стандартная спецификация для поковок из титана и титановых сплавов.
Стандартная спецификация для поковок из титана и титановых сплавов.
В407-01. Стандартные технические условия на бесшовные трубы из никель-железо-хромового сплава.
В409-01. Стандартные технические условия на пластины, листы и полосы из сплава никель-железо-хром.
В435-03. Стандартная спецификация для пластин, листов и полос UNS N06002, UNS N06230, UNS N12160 и UNS R30556.
B443-00e1. Стандартные технические условия на пластины, листы и полосы из сплава никель-хром-молибден-колумбий (UNS N06625) и сплава никель-хром-молибден-кремний (UNS N06219).
В444-03. Стандартные технические условия на трубы и трубки из никель-хром-молибден-колумбиевых сплавов (UNS N06625) и сплава никель-хром-молибден-кремний (UNS N06219).
B446-03. Стандартная спецификация для никель-хром-молибден-колумбиевого сплава (UNS N06625), никель-хром-молибден-кремниевого сплава (UNS N06219), а также прутка и стержня из никель-хром-молибден-вольфрамового сплава (UNS N06650).
В462-02. Спецификация на кованые или катаные фланцы труб из сплава UNS N06030, UNS N06022, UNS N06200, UNS N08020, UNS N08024, UNS N08026, UNS N08367, UNS N10276, UNS N10665, UNS N10675 и UNS R20033, кованые детали для коррозионных фитингов и клапанов высокотемпературное обслуживание.
B463-99. Стандартная спецификация для пластин, листов и полос из сплава UNS N08020, UNS N08026 и UNS N08024.
В464-99. Стандартная спецификация для сварных труб из сплавов UNS N08020, UNS N08024 и UNS N08026.
В493-01 (2003). Стандартные характеристики поковок из циркония и циркониевых сплавов.
В514-95 (2002) e1. Стандартные технические условия на сварную трубу из сплава никель-железо-хром.
В517-03. Стандартная спецификация для сварных труб из никель-хром-железо-сплава (UNS N06600, UNS N06603, UNS N06025 и UNS N06045).
B523 / B523M-02. Стандартные технические условия на бесшовные и сварные трубы из циркония и циркониевых сплавов.
B550 / B550M-02. Стандартные спецификации на пруток и проволоку из циркония и циркониевых сплавов.
Стандартные спецификации на пруток и проволоку из циркония и циркониевых сплавов.
B551 / B551M-02. Стандартные спецификации для полос, листов и пластин из циркония и циркониевых сплавов.
B564-00a. Стандартная спецификация поковок из никелевых сплавов.
B574-99a. Спецификация на низкоуглеродистый никель-молибден-хром, низкоуглеродистый никель-хром-молибден, низкоуглеродистый никель-молибден-хром-тантал, низкоуглеродистый никель-хром-молибден-медь, низкоуглеродистый никель-хром-молибден пруток из вольфрамового сплава.
B575-99a. Спецификация на низкоуглеродистый никель-молибден-хром, низкоуглеродистый никель-хром-молибден, низкоуглеродистый никель-хром-молибден-медь, низкоуглеродистый никель-хром-молибден-тантал, низкоуглеродистый никель-хром-молибден -пластина, лист и лента из вольфрамового сплава.
B619-00. Стандартные спецификации для сварных труб из никеля и никель-кобальтовых сплавов.
В620-03. Стандартные технические условия на пластины, листы и полосы из никель-железо-хром-молибденового сплава (UNS N08320).
В621-02. Стандартная спецификация на стержень из никель-железо-хром-молибденового сплава (UNS N08320).
B622-00. Стандартные спецификации на бесшовные трубы и трубки из никелевых и никель-кобальтовых сплавов.
B625-99. Стандартная спецификация для пластин, листов и полос UNS N08904, UNS N08925, UNS N08031, UNS N08932, UNS N08926 и UNS R20033.
B658 / B658M-02. Стандартные спецификации на бесшовные и сварные трубы из циркония и циркониевых сплавов.
В675-02. Стандартная спецификация на сварную трубу UNS N08367.
В688-96. Стандартные спецификации для листов, листов и полос хромоникель-молибден-железо (UNS N08366 и UNS N08367).
В690-02. Стандартные спецификации для бесшовных труб и труб из железоникель-хром-молибденовых сплавов (UNS N08366 и UNS N08367).
B705-00. Стандартные спецификации для сварных труб из никелевых сплавов (UNS N06625, UNS N06219 и UNS N08825).
В725-93. Стандартные спецификации для сварных труб из никелевых (UNS N02200 / UNS N02201) и медно-никелевых сплавов (UNS N04400).
B729-00. Стандартная спецификация на бесшовные трубы и трубки из никелевых сплавов UNS N08020, UNS N08026 и UNS N08024.
Задвижки | Двойной диск | Тип клина
Задвижки, также известные как ножевые клапаны, используются, когда необходимо контролировать поток жидкости. Задвижки используются для потока с линейным движением и оснащены плоским запорным элементом, который скользит в поток и перекрывает поток. Это одни из наиболее часто используемых клапанов.
Задвижкимогут прорезать шлам и другие вязкие материалы, такие как тяжелое масло, жир, патока, лак, жирные сливки и многое другое.Они бывают разных размеров, чтобы удовлетворить разный объем потока. Они не используются при ограничениях по низкому давлению. Однако их можно использовать для дросселирования, но чрезмерное использование для дросселирования может вызвать эрозию диска и седла задвижки.
Задвижки лучше всего подходят для условий, когда требуется нечастое использование задвижек. Они предназначены для снижения давления на клапане, когда он полностью открыт, а затем для полной остановки потока.
Они предназначены для снижения давления на клапане, когда он полностью открыт, а затем для полной остановки потока.
TRUPPLY — один из крупнейших промышленных поставщиков задвижек, который работает с различными материалами, включая нержавеющую сталь, сталь, бронзу и железо.
используется плоская вставка, перемещаемая перпендикулярно потоку. Диаметр клапана соответствует диаметру примыкающей трубы, а поскольку заслонка полностью находится вне потока потока, когда клапан полностью открыт, запорные клапаны имеют очень низкие перепады давления.
Задвижки используются для изготовления горячих лент, для двухпозиционного режима и полезны для работы с более тяжелыми жидкостями, такими как шламы.Как только заслонка открывается, она оказывается вне пути потока шлама и разрезает его, чтобы перекрыть поток. Они также используются в вязких жидкостях. Задвижки — не лучший выбор для применений, требующих чистоты или санитарных условий.
Они также используются в вязких жидкостях. Задвижки — не лучший выбор для применений, требующих чистоты или санитарных условий.
Типы задвижек
Задвижки бывают двух основных типов
- Двухдисковые задвижки имеют параллельные седла, по которым клин сталкивается при закрытии заслонки. Это обеспечивает плотное уплотнение между диском и седлом.Вариант этой конструкции включает клапаны, которые в зависимости от давления жидкости прижимают диск к седлу.
- Задвижки клинового типа имеют диск, имеющий форму клина, который прилегает к двум наклонным седлам. Сплошные клинья используются в условиях высоких потоков или турбулентных режимов, таких как пар. Прочная конструкция также минимизировала вибрацию и дребезжание. Разъемные клиновые диски более гибкие и могут использоваться там, где деформации трубопровода могут исказить седла клапана.
Задвижка Шток
Есть два типа штоков задвижек;
- Задвижка с выдвижным штоком предпочтительна, поскольку положение задвижки легко определить, наблюдая за положением штока клапана. Если шток поднят, ворота открываются. Если шток опущен, клапан закрыт.
- N Задвижки с выдвижным штоком обычно используются только в ограниченных пространствах и там, где удлиненный шток не подходит. Обычно разумно разместить знак, чтобы не полагаться на положение штока при определении закрытия задвижки. Конструкция поднимающегося штока предохраняет резьбу от контакта с жидкостью, тогда как внутренняя часть резьбы не поднимающегося штока контактирует с жидкостью. Это может привести к коррозии, эрозии или накоплению отложений на резьбе штока, что затрудняет работу через годы после установки.
 Если шток поднят, ворота открываются. Если шток опущен, клапан закрыт.
Если шток поднят, ворота открываются. Если шток опущен, клапан закрыт.Задвижка Видео
.

Добавить комментарий