
Ворота и заборы из 3D сетки
Система металлических ограждений включает в себя:
- Сварные панели, столбы и крепления
- Ворота распашные
- Ворота откатные
- Калитки
- Сваи для установки заборов и ворот
Откатные ворота из 3D-сетки
Нужны практичные и недорогие ворота, который не будут препятствием для обзора? Это откатные ворота из 3D сетки! Они отлично подходят как для частного
дома, так и для коллективного использования.
Каркас ворот из 3d сетки выполнен из профильной трубы сечением 60х40 и заполнен сварной сеткой с ребрами жесткости. Диаметр прутка – 5 мм. Вся конструкция
окрашена порошковым способом в темно – зеленый цвет (RAL6005) . Столб опорный и столб притворный, проушины для замка так же входят в комплект поставки.
Основное отличие наших 3D ворот: сетка крепится к обрешетке сваркой, что делает конструкцию неразборной и более жесткой.
Цены на откатные ворота 3D.

| Схема | Высота | Цена | |
| 1500 | 4000 | 32 00 р. | |
| 1800 | 4000 | 34 00 р. | |
| 2000 | 4000 | 36 00 р. | |
| 1500 | 5000 | 34 00 р. | |
| 1800 | 5000 | 36 00 р. | |
| 2000 | 5000 | 38 00 р. | |
| Калитка в полотне ворот | 12 00 р. | ||
| Возможно изготовление ворот шириной до 12м. Цена — по запросу. |
Фотографии ворот из сварной сетки 3D:
Ворота из сварной сетки на склад строительных материалов. |
Автоматические ворота из сварной сетки в административный комплекс. Комплект автоматики: привод CAME BX78, чувствительный край, комплект фотоэлементов dir10, радиоуправление и сигнальная лампа |
| Ворота откатные прозрачные со встроенной калиткой. Комплект автоматики: привод |
Автоматические ворота из сварной сетки в СНТ. Комплект автоматики: привод CAME BX768, комплект фотоэлементов dir10, модуль управления с мобильного телефона. |
Ворота можно использовать в ручном режиме или заказать их автоматизацию. Как правило, прозрачные ворота из 3d сетки, устанавливаются на сваи. Это быстро, надежно и недорого.
Ключи для продвижения: Ворота прозрачные, Ворота из 3d сетки, Ворота из сварной сетки
Распашные ворота из 3D сетки
Каркас ворот из 3d сетки выполнен из профильной трубы сечением 60х40 и заполнен сварной сеткой с ребрами жесткости.
В комплекте: проушины для навесного замка, петли регулируемые, две алюминиевые ручки.
Основное отличие наших 3D ворот: сетка крепится к обрешетке сваркой, что делает конструкцию неразборной и более жесткой.
Цены на распашные ворота 3D
| Cхема | Высота | Ширина | Цена |
| 1500 | 4000 | 24 000р. | |
| 1800 | 4000 | 26 000р. | |
| 2000 | 4000 | 27 900р. | |
| Для просчета ворот других размеров – звоните! | |||
Сварные панели, столбы и крепления
3d панели используются для ограждения территории, строительства вольеров. Это прочные и стойкие к коррозии конструкции, которые прослужат долго. Полная комплектация для установщиков – заборные секции, крепежи-хомуты, столбы и сваи.
Это прочные и стойкие к коррозии конструкции, которые прослужат долго. Полная комплектация для установщиков – заборные секции, крепежи-хомуты, столбы и сваи.
| Товар | Характеристика | Цена |
| Высота: 1500 мм. Сечение: 60х60 мм. Стенка: 1,5 мм. |
600р. | |
| Высота: 2000 мм. Сечение: 60х60 мм. Стенка: 1,5 мм. |
692р. | |
| Высота: 3000 мм. Сечение: 60х60 мм. Стенка: 1,5 мм. |
1 100р. | |
| Высота: 6000 мм. Сечение: 60х60 мм. Стенка: 1,5 мм. |
2 150р. | |
| Высота: 2000 мм. Сечение: 60х60 мм. Стенка: 2 мм. |
950р. | |
| Высота: 3000 мм. Сечение: 60х60 мм. Стенка: 2 мм. |
1 350р. | |
Высота: 6000 мм.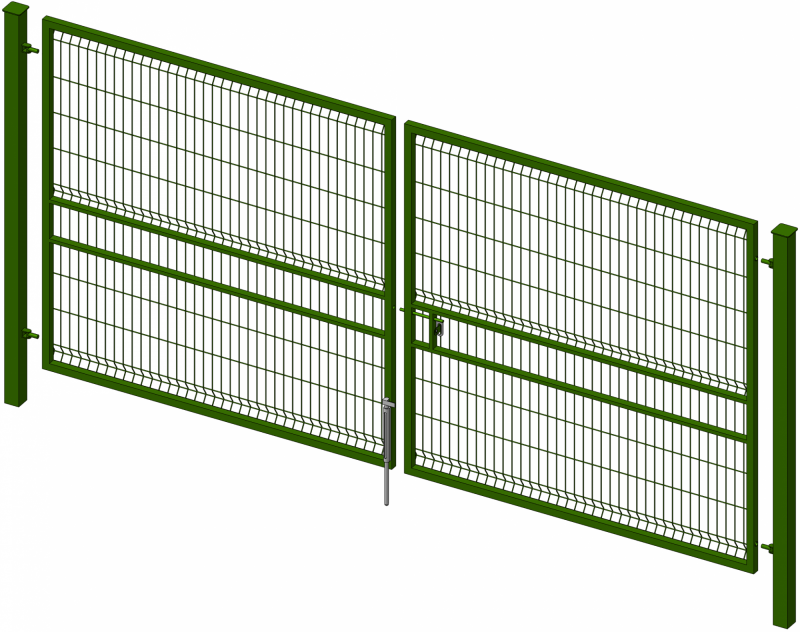 Сечение: 60х60 мм. Стенка: 2 мм. |
2 650р. | |
Столб закладной |
Высота: 500 мм. Сечение: 60х60 мм. Стенка: 2,0 мм. |
680р. |
| Высота: 500 мм. Сечение: 80х80 мм. Стенка: 2,0 мм. |
700р. | |
Панель «3D» Ячея: 200х50 |
Высота: 1430 мм. Ширина: 2500 мм. Пруток: 4 мм. 2 ребра |
1 225р. |
| Высота: 1530 мм. Ширина: 2500 мм. Пруток: 4 мм. 3 ребра |
1 325р. | |
| Высота: 1730 мм. Ширина: 2500 мм. Пруток: 4 мм. 3 ребра |
1 664р. | |
| Высота: 1730 мм. Ширина: 3000 мм. Пруток: 5 мм. 3 ребра |
2 920р. |
|
Пруток: 4 мм. 3 ребра |
1 764р. | |
| Высота: 2030 мм. Ширина: 2500 мм. Пруток: 4 мм. 4 ребра |
1 860р. | |
| Высота: 2030 мм. Ширина: 2500 мм. Пруток: 5 мм. 4 ребра |
2 850р. | |
Крепеж-хомут АНТИ-ВАНДАЛЬНЫЙ |
Металлический хомут 60х40 мм. в ассортименте RAL6005 зел. | 82р. |
| Металлический хомут 80х80 мм. концевой RAL6005 зел. | 94р. | |
| Металлический хомут 60х60 мм. в ассортименте RAL6005 зел. | 82р. | |
| Крепление скоба металл. RAL6005 зеленая | 35р. |
Откатные ворота из 3D сетки,цена с установкой под ключ откомпании .
 «Русский Забор».
«Русский Забор».Цены на откатные ворота — каркас
Как показывает наш многолетний опыт, многие не обладают необходимыми знаниями, навыками и инструментами для самостоятельного монтажа ворот. Это трудоемкий и сложный процесс, который лучше доверить профессионалам. Откатные ворота недорого можно заказать в нашей компании с установкой, цены смотрите в таблице.
| Высота проёма (мм) | Ширина проёма в мм / цена | ||
|---|---|---|---|
| 3000 | 3500 | 4000 | |
| 1800 | 23400 ₽ | 25000 ₽ | 26000 ₽ |
| 2000 | 24400 | 26000 | 28000 |
| 2200 | 25400 | 27000 | 29000 |
| 2500 | 26400 | 28000 | 30000 |
| 3000 | 28400 | 31000 | 34000 |
Цены на откатные ворота из 3D сетки с установкой на существующий фундамент
Оборудование — откатная система Ролтэк (гарантия 5 лет). Стоимость панели из 3D сетки в цену ворот не входит и рассчитывается индивидуально, исходя из толщины сетки.
Стоимость панели из 3D сетки в цену ворот не входит и рассчитывается индивидуально, исходя из толщины сетки.
| Высота проёма (мм) | Ширина проёма в мм / цена | ||
|---|---|---|---|
| 3000 | 3500 | 4000 | |
| 1800 | 43400 ₽ | 45000 ₽ | 46000 ₽ |
| 2000 | 44400 | 46000 | 48000 |
| 2200 | 45400 | 47000 | 49000 |
| 2500 | 46400 | 48000 | 50000 |
| 3000 | 48400 | 51000 | 54000 |
Цены на откатные ворота из 3D сетки с установкой на свайно-винтовой фундамент
Свайно-винтовой фундамент включает в себя 2 сваи d 108 мм с заглублением до 2,5 м. Оборудование — откатная система Ролтэк (гарантия 5 лет). Столбы проема 60х60х2 — 2 штуки. Стоимость панели из 3D сетки в цену не входит и рассчитывается индивидуально, исходя из толщины сетки.
Стоимость панели из 3D сетки в цену не входит и рассчитывается индивидуально, исходя из толщины сетки.
| Высота проёма (мм) | Ширина проёма в мм / цена | ||
|---|---|---|---|
| 3000 | 3500 | 4000 | |
| 1800 | 53400 ₽ | 55000 ₽ | 56000 ₽ |
| 2000 | 54400 | 56000 | 58000 |
| 2200 | 55400 | 57000 | 59000 |
| 2500 | 56400 | 58000 | 60000 |
| 3000 | 58400 | 61000 | 64000 |
Цены на откатные ворота из 3D сетки с установкой на монолитный фундамент
Параметры фундамента: 2000х1500х500 мм. Оборудование — откатная система Ролтэк (гарантия 5 лет). Столбы према 60х60х2 мм — 2 штуки. Стоимость панели из 3D сетки в стоимость не входит и рассчитывается индивидуально, исходя из толщины сетки.
| Высота проёма (мм) | Ширина проёма в мм / цена | ||
|---|---|---|---|
| 3000 | 3500 | 4000 | |
| 1800 | 73400 ₽ | 75000 ₽ | 76000 ₽ |
| 2000 | 74400 | 76000 | 78000 |
| 2200 | 75400 | 77000 | 79000 |
| 2500 | 76400 | 78000 | 80000 |
| 3000 | 78400 | 81000 | 84000 |
Ворота с калиткой внутри с заполнением 3D сеткой «Классик-1»
| Предлагаем услуги по порошковой окраске изделий с нестандартными и крупногабаритными размерами |
Ворота изготавливаются из профильной трубы сечением 40х40 и комплектуются: регулируемыми петлями, каплевидными петлями(калитка), пластиковыми заглушками, проушинами под навесной замок, оцинкованными фиксаторами. По желанию ворота могут быть доукомплектованы накладными или врезными замками Locinox. А также автоматическими приводами для открывания ворот «Brown line» CAME
По желанию ворота могут быть доукомплектованы накладными или врезными замками Locinox. А также автоматическими приводами для открывания ворот «Brown line» CAME
Ворота распашные с калиткой внутри серии «Классик-1» с возможностью установки на калитку накладного замков «LOCINOX» |
|
| Ворота с калиткой внутри 4000х2030 калитка 900х1800 | Ворота с калиткой внутри 5000х2030 калитка 900х1800 |
|
26’400,00р. |
27’500,00р. |
Оцинкованные (Zn) ворота с порошково-полимерным покрытием |
|
|
29’400,00р. |
32’600,00р. |

|
Материал |
Профильная труба 40*40мм |
|
Столбы |
Профильная труба 80х80х3000мм |
|
Заполнение |
3D панели Ø 4мм |
|
Покрытие |
Порошковое полимерное покрытие ral 6005, 7040, 8017…. |
|
Комплектующие |
Заглушки для столбов, регулируемые петли, засов, проушины, оцинкованные фиксаторы на ворота |
С этими воротами покупают
Приведённая выше информация носит справочный характер и не является публичной офертой. Указанные цены являются индикативными и не гарантируются.
Указанные цены являются индикативными и не гарантируются.
Они призваны служить своеобразной справкой при выборе интересующего товара или услуги. Реальные цены продажи подлежат уточнению у менеджеров отдела продаж.
Отдел продаж
8-812-456-58-21 Санкт-Петербург, ул. Магнитогорская д. 17 лит. «И»Закажите звонок
3D-наклейки на гаражные ворота — невероятный оптический эффект
Каждому понравится хорошая оптическая иллюзия. Особенно 3D-картинки, выполненные в натуральную величину, вызывают забавные эмоции. Сначала человек не понимает, как возможно, что за домом располагается целое средиземноморское поле, особенно если дело происходит не в районе Средиземного моря, а поняв, что это — наклейка, облегченно улыбается. Хорошо выполненные 3D-наклейки выглядят настолько реальными, что введут в заблуждение кого угодно.
Наклейка на гаражные ворота — рыцарский замок
Гаражные ворота кажутся незначительной частью фасада, на которую мало кто обращает внимание. Но ведь на воротах можно создать целый мир — рыцарский замок, тосканский ландшафт, ангар самолета… Всегда можно подобрать (или собственноручно создать) именно ту картинку, которая выразит подчеркнет вашу индивидуальность.
Но ведь на воротах можно создать целый мир — рыцарский замок, тосканский ландшафт, ангар самолета… Всегда можно подобрать (или собственноручно создать) именно ту картинку, которая выразит подчеркнет вашу индивидуальность.
3D-наклейка на ворота в виде конюшни
Понять, что эти лошадки ненастоящие, можно, лишь долго приглядываясь к картинке. Иначе создается полное впечатление, что они сейчас тихонько заржут, перескочат через забор и побегут по летнему лугу.
Изображение спортивной машины на гаражных воротах
А может быть, вы с удовольствием оказались бы в виртуальной реальности и погоняли бы за рулем одной из машин Need for Speed? Хоть эта мечта пока не совсем осуществима, вы можете наслаждаться ощущением, что в вашем гараже стоит мощная гоночная машина из любимой игры.
Наклейка на ворота в виде пляжа
Вот еще отличный эффект. Вроде бы ряд однотипных унылых гаражей, а за воротами одного из них — гавайский рай с прозрачным морем, белым песком и досками для серфинга. Так и хочется войти в эту картинку, как в портал.
Так и хочется войти в эту картинку, как в портал.
Изображение дороги на гаражных воротах
Нет конца дороге! Главное — чтобы гости, не знающие о шутке, не приняли изображение за настоящую дорогу.
Домашний гараж или стоянка для грузовика?
Что стоит у вас в гараже? Давайте будем считать, что великолепный спортивный мотоцикл
А может, за воротами скрывается целый ангар с одноместным самолетом?
…или даже не одноместным?!
Источник: style-your-garage.com
Завод 3Đ Забор «ТЕХНА» — Главная страница завода «ТЕХНА»
Забор TEXNA
Заборы 3D – одно из самых востребованных и надежных видов ограждений. Отличается особой универсальностью: эти металлические ограждения используются для защиты частных домов, дач, парковок, спортивных и детских игровых площадок, административных зданий и офисов, объектов промзоны. Панельные ограждения позволяют обнести периметр больших объектов – заводов, аэропортов, военных баз.
Панельные ограждения позволяют обнести периметр больших объектов – заводов, аэропортов, военных баз.
Завод ТЕХНА являемся производителем металлических ограждений для территорий любого вида. Продукция ТЕХНА отличается высоким качеством и разнообразием цветовых решений.
В чем преимущества трехмерных ограждений:
- Надежность, высокие охранные функции. За прутья невозможно цепко схватиться с целью пересечения забора.
- Очень прочная конструкция, не поддается механическим воздействиям и не повреждается подручными средствами.
- Абсолютная прозрачность изгороди не затрудняет работу службе охраны.
- Современный лаконичный дизайн, отлично вписывается на любой территории.
- Огромное разнообразие цветовых решений.
- Бюджетный и долговечный вариант – стоят недорого.
- 3Д ограждение не нуждается в затратах на обслуживании.
Немаловажным преимуществом ограждений данного вида является максимальная светопроницаемость. Это важный момент при выборе ЗД забора на дачу или для придомовой территории загородного коттеджа. Свободный доступ солнечных лучей и беспрепятственный поток воздуха обеспечивают благодатные условия для роста садовых деревьев, дачных растений. Летом за таким забором не так жарко, снижается риск перегрева, мы следим за качеством ограждения и 3д забора.
Это важный момент при выборе ЗД забора на дачу или для придомовой территории загородного коттеджа. Свободный доступ солнечных лучей и беспрепятственный поток воздуха обеспечивают благодатные условия для роста садовых деревьев, дачных растений. Летом за таким забором не так жарко, снижается риск перегрева, мы следим за качеством ограждения и 3д забора.
Технические особенности
Этот вид заборов не зря считается самым надежным с точки зрения долговечности и охранной функции. Прослужит десятилетиями, а его тип сварки максимально затрудняет возможность беспрепятственно пробраться на территорию. Трехмерный забор отличает уникальный метод сварки прутьев, за которые невозможно ухватиться рукой и зафиксироваться.
Панельные ограждения изготовлены из толстых стальных прутьев. Это прочный материал, обеспечивающий устойчивость всей конструкции. К тому же, сталь – идеальный современный материал для уличных заборов.
Благодаря дополнительному покрытию стальных прутьев цинком, 3д ограждения безупречно переносит любые погодные условия, они не ухудшают его внешний вид.
Что обеспечивает оцинкованное покрытие:
- Стойкость заборов к ультрафиолету.
- Защита стали от коррозий.
- Способность выдерживать температурные перепады.
- Отсутствие механических повреждений от града, шквала.
- Стойкость к природным циклам замерзания и оттаивания.
Также стальные металлические ограждения мы покрываем полимером. У него две важные функции: защита и привлекательный внешний вид. Благодаря полимерному покрытию обеспечивается стойкость к царапинам и сколам, повышаются эстетические характеристики. Покрытие многие годы остается целостным, не требует обновления. Такой забор прослужит минимум 20 лет без ремонтных работ. Это практичный и финансово выгодный вид ограждения.
Какие комплектующие использует Техна
Надежность забора зависит от особенностей конструкции. Наши 3Д заборы – это прочные, современные панельные ограждения из трех видов комплектующих.
- Изготовление металлических ограждения из оцинкованных стальных прутьев.
 Высота заборов может быть разной, достигает 2 метров в высоту. Ширина секций, как и размеры ячеек, диаметр самих прутьев могут варьировать и подбираются индивидуально. Мы учитываем все пожелание клиентов, а также предназначение забора в каждом конкретном случае.
Высота заборов может быть разной, достигает 2 метров в высоту. Ширина секций, как и размеры ячеек, диаметр самих прутьев могут варьировать и подбираются индивидуально. Мы учитываем все пожелание клиентов, а также предназначение забора в каждом конкретном случае. - Опорные столбы. Могут иметь разную форму и виды – это зависит от особенностей поверхности, на которую устанавливается забор. В комплектацию опорных столбов входят заглушки, надежно защищающие всю конструкцию от уличной грязи и атмосферных осадков.
- Крепежные элементы в виде зажимов и хомутов.
 Высота заборов может быть разной, достигает 2 метров в высоту. Ширина секций, как и размеры ячеек, диаметр самих прутьев могут варьировать и подбираются индивидуально. Мы учитываем все пожелание клиентов, а также предназначение забора в каждом конкретном случае.
Высота заборов может быть разной, достигает 2 метров в высоту. Ширина секций, как и размеры ячеек, диаметр самих прутьев могут варьировать и подбираются индивидуально. Мы учитываем все пожелание клиентов, а также предназначение забора в каждом конкретном случае.Почему стоит заказать 3Д Забор у ТЕХНА
Компания ТЕХНА специализируется на изготовлении и продаже 3д заборов. Изготавливает высококачественные металлические ограждения «под ключ», выполняя все этапы работы: замеры, разработка проекта, изготовление, доставка. Многолетний опыт работы позволяет нашим специалистам создавать заборы любых параметров с учетом индивидуальных требований клиента и предназначения конструкции.
Обращаясь в нашу компанию, клиенты получают квалифицированные консультации по любым вопросам. Наши специалисты помогут выбрать оптимальный вариант в вашем случае. Изготовление трехмерных панелей – это выгодная покупка от производителя без посредников.
Современный дизайн, низкая стоимость, скорость изготовление, практичность конструкции не оставляет сомнений в целесообразности выбора в пользу металлических 3D-заборов.
Отзывы и пример установки заборного ограждение 3D сетка, изготовление калитки в в Нижнем Тагиле, Невьянске, Горноуральском, Пригородном районе
Отзывы и пример установки заборного ограждение 3D сетка, изготовление калитки в Детский сад «Сказка» посёлок Горноуральский Альфпромстрой Нижний Тагил в пригороде
Заборное ограждение из 3D сетки в посёлке Горноуральский Альфпромстрой Нижний Тагил. Монтаж заборов и ворот в пригороде
Стоимость от: 1200 RUB.
*Без учета монтажа и доставки
Сделали заборное ограждение из 3D сетки, установили ворота с калиткой в детском саду «Сказка» посёлок в поселке Горноуральский
Стоимость изготовления металлического забора из 3D сетки от 1200 руб за погонный метр
В компании Альфапромстрой вы можете заказать 3Д ограждение забор из сварной проволоки
Производим монтаж опор и столбов в любую погоду, в том числе в зимний период.
Сможем рассчитать количество материала, столбов, сварной металлической сетки и составить эскиз обьекта.
Все виды работ по установке заборов, ворот, шлагбаумов доступны на нашем инстаграмм @alfapromstroi96
 youtube.com/embed/h3Ik3wM_bx4″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/h3Ik3wM_bx4″ frameborder=»0″ allowfullscreen=»»>
Монтаж ворот для автосервиса
Отзывы и пример установки ворот для автомойки, секционные ворота для гаража, пристроя в пригородном районе, рольворота помещений погрузки-разгрузки товаров
Установка ворот для коттеджа
Отзывы и пример установки автоматических и откатных ворот для коттеджа, в пригородном районе свердловской области Нижнего Тагила и Екатеринбурга
Установка ворот и забора
Отзывы и пример установки и изготовления калитки-ворот и установка забора, на фундаменте, ленточный фундамент для забора и столбов. Монтаж в пригороде, на дачном участке
Навес из профильной трубы
Отзывы и пример изготовления навесов из профильной трубы в Нижнем Тагиле, Екатеринбурге и Свердловской области. Купить навес на дачный участок в пригороде Екатеринбурга
Купить навес на дачный участок в пригороде Екатеринбурга
Установить забор для школы
Отзывы и пример установки заборов, ворот, столбов в Нижнем Тагиле, Екатеринбурге. Установить ворота в пригороде Свердловской области
Промышленные ворота в Карпинске
Отзывы и пример установки откатных ворот собственного производства с калиткой в Тюмени компанией Альфпромстрой Карпинск Серов Нижний Тагил
Заборное ограждение из 3D сетки
Отзывы и пример установки заборного ограждение 3D сетка, изготовление калитки в Детский сад «Сказка» посёлок Горноуральский Альфпромстрой Нижний Тагил в пригороде
Распашные 3D ворота в Орле
Ворота – это обязательная часть любого современного ограждения. Автомобиль сегодня не роскошь, а средство передвижения и доставки грузов, поэтому въезд на огороженную территорию просто необходим. Выбор ворот очень важен – это лицо Вашего владения. Сооружение довольно сложное и дорогостоящее.
Выбор ворот очень важен – это лицо Вашего владения. Сооружение довольно сложное и дорогостоящее.
Распашные ворота – это классика, хит продаж, самый распространенный вариант ворот на постсоветском пространстве. Из их названия понятно, что они открываются, распахивая свои створки. Если проем ничем не ограничен по высоте, они не мешают проезжать транспорту любой высоты. Для удобства, многие модели распашных ворот предусматривают наличие калитки.
Мы предлагаем различные варианты комплектации распашных ворот и калиток. Калитка может быть составной частью ворот, но может быть и отдельным сооружением. Оба варианта имеют свои плюсы и минусы.
Распашные 3D ворота набирают свою популярность в сегменте максимальная прозрачность, эстетичность, прочность. При обязательном соблюдении всех этих требований конкурентов нет. Прозрачнее сетки сложно что-то придумать. Эстетичность 3D забора превосходит забор из любых видов сеток. Прочность стальных сварных прутьев, которые лежат в основе 3D забора не вызывает сомнений. 3D конструкция добавляет прочности и эстетичности. Большая гамма расцветок может гармонировать с разными дизайнерскими решениями.
3D конструкция добавляет прочности и эстетичности. Большая гамма расцветок может гармонировать с разными дизайнерскими решениями.
3D ворота заказывают, как правило, с 3D забором. 3D заборы резко завоевали сегмент рынка открытых огораживаемых территорий: школы, детские сады, спортивные площадки, другие социальные объекты с обязательным прозрачным ограждением; открытие автостоянки, паркинги; частные владения, которые не хотят выглядеть закрытыми и тем самым расширяют пространство.
Основные преимущества 3D ворот:
- прозрачность;
- эстетичность;
- прочность;
- относительно легкий монтаж;
- не требуют дополнительного ухода, имеют высококачественную обработку;
- широкая цветовая гамма оттенков;
- достаточно долговечны.
Закажите и Вы расчет это вида ворот. Возможно, Ваш выбор остановится именно на нем.
Распашные ворота из профнастила – это самый распространенный вид распашных въездных ворот на сегодня. Их заказывают как с забором из профнастила, так и с другими видами забора. Полимерное покрытие профнастила на основе органических композиций по внешнему виду и стойкости к разрушающему воздействию окружающей среды не уступает самым дорогим моделям распашных ворот промышленного изготовления.
Их заказывают как с забором из профнастила, так и с другими видами забора. Полимерное покрытие профнастила на основе органических композиций по внешнему виду и стойкости к разрушающему воздействию окружающей среды не уступает самым дорогим моделям распашных ворот промышленного изготовления.
Распашные ворота из профлиста – это самый распространенный вид распашных въездных ворот на сегодня. Стальной каркас распашных ворот отлично комбинируется с металлом профлиста, без проблем температурного расширения или риска возникновения электрохимической коррозии. Волнообразная поверхность листового профлиста только увеличивает жесткость всей конструкции, что особенно важно в условиях сильных порывов ветра или косого дождя.
Распашные ворота из евроштакетника — это новый вид распашных въездных ворот на сегодня, прародителем которых является профнастил. Их заказывают как с забором из евроштакетника, так и с другими видами забора. Мы устанавливаем распашные ворота из металлического штакетника как с односторонним, так и двухсторонним шахматным расположением заготовок.
Мы устанавливаем распашные ворота из металлического штакетника как с односторонним, так и двухсторонним шахматным расположением заготовок.
Распашные шахматные ворота из евроштакетника – это новый вид распашных въездных ворот, прародителем которых является профнастил. Их заказывают как с шахматным забором из евроштакетника, так и с другими видами забора. Установка евроштакетника в шахматном порядке с двух сторон практически обеспечивает непрозрачность, несет повышенную эстетичность с внешней и внутренней стороны ворот.
Распашные деревянные ворота популярны в сегменте, где важны эстетичность, экологичность, прочность, необычный дизайн. Вариаций дизайна деревянных ворот очень много. Деревянные ворота заказывают, как правило, с деревянным забором из того же дерева. На сегодня деревянный забор — это больше премиум класс, требующий дополнительного ухода, чем бюджетный практичный вариант.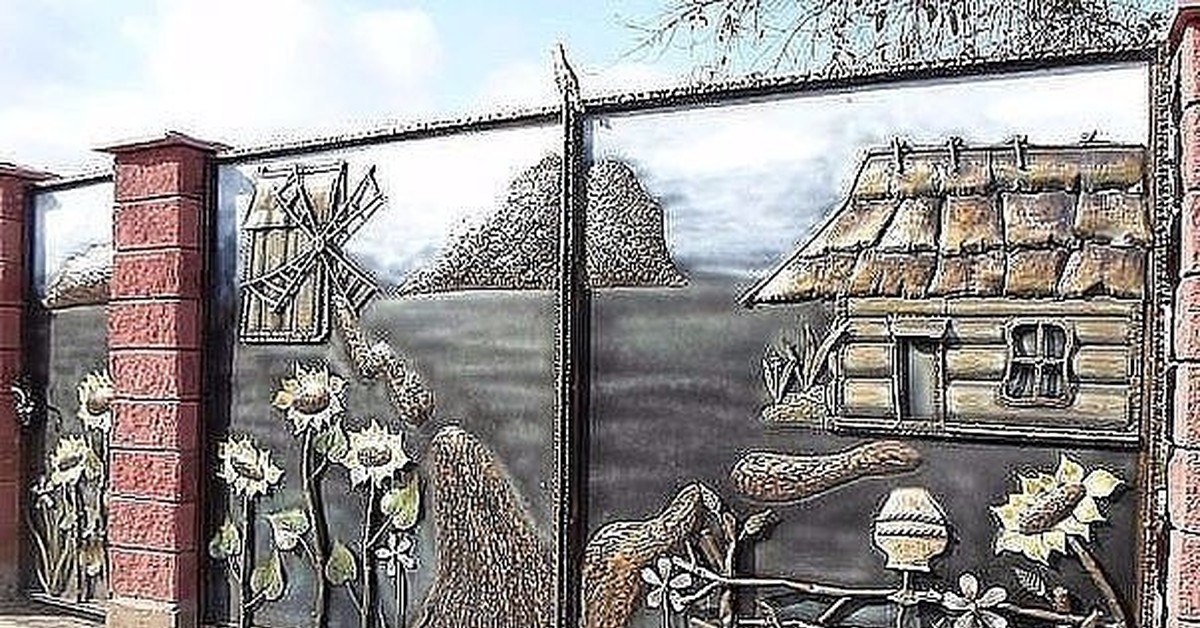
Распашные ворота из поликарбоната – это редкий вид распашных въездных ворот на сегодня. Их заказывают только с забором из поликарбоната. На сегодня забор из поликарбоната распространен в основном в частных владениях, где важно обойтись дешевым вариантом, не затенить растения, разграничить территорию, найти компромисс между ценой и функциональностью.
Распашные ворота из сетки рабицы заказывают только с забором из сетки рабицы. Вид сетки рабицы на воротах должен также соответствовать забору. На сегодня забор из сетки рабицы распространен практически во всех сферах, где на первом месте стоит стоимость забора, а не его эстетические качества или качество прозрачности. Для удобства с распашными воротами может быть предусмотрена комплектация отдельной калитки.
Продукты — GreenGate3D
- 100 кристально чистых листов ПЭТ для защиты лица
100 кристально чистых листов из ПЭТ для защиты лица
- Обычная цена
- 55,00 долларов США
- Цена продажи
- 55 долларов. 00
Продажа
- Цена за единицу
- / за
- 3Dizingof Girosaur + полупрозрачный желтый переработанный ПЭТ-G — Галерея GreenGate
3Dizingof Girosaur + полупрозрачный желтый переработанный ПЭТ-G — Галерея GreenGate
- Обычная цена
- 29 долларов.99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- 3DPrintingLlama’s Vase STL
3DПечать Ваза ламы STL
- Обычная цена
- $ 0. 00
- Цена продажи
- 0,00 руб. Продажа
- Цена за единицу
- / за
- American Blue: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
American Blue: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
- Обычная цена
- 29 долларов.99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Американский красный: переработанный ПЭТ-G
Американский красный: переработанный ПЭТ-G
- Обычная цена
- 29 долларов. 99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Американский белый: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
Американский белый: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
- Обычная цена
- 29 долларов.99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Держатель для бейсбола STL
Держатель бейсбольного мяча STL
- Обычная цена
- 4 доллара. 99
- Цена продажи
- 4,99 доллара США Продажа
- Цена за единицу
- / за
- Черный: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
Черный: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
- Обычная цена
- 29 долларов.99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Информация о раке груди: серьги STL
Предупреждение о раке груди: Серьги STL
- Обычная цена
- $ 0. 00
- Цена продажи
- 0,00 руб. Продажа
- Цена за единицу
- / за
- Осведомленность о раке груди: Pin STL
Информация о раке груди: PIN-код STL
- Обычная цена
- $ 0.00
- Цена продажи
- 0,00 руб. Продажа
- Цена за единицу
- / за
- Вишневый пирог от Билли Рубен: переработанный ПЭТ-G
Cherry Pie от Билли Рубен: переработанный ПЭТ-G
- Обычная цена
- 29 долларов. 99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Серьги Chili Pepper STL
Серьги с перцем чили STL
- Обычная цена
- $ 0.00
- Цена продажи
- 0,00 руб. Продажа
- Цена за единицу
- / за
- Лампа Криса Бобо против E. coli + прозрачный переработанный ПЭТ-G — Галерея GreenGate
Лампа Криса Бобо против E.
coli + прозрачный переработанный ПЭТ-G — Галерея GreenGate- Обычная цена
- 29 долларов.99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Прозрачный: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
Прозрачный: переработанный ПЭТ-G (катушки 1 кг или 3 кг!)
- Обычная цена
- 29 долларов.99
- Цена продажи
- 29,99 долл. США
Продажа
- Цена за единицу
- / за
- Прозрачный: переработанные гранулы ПЭТ-Г
Прозрачный: гранулы из переработанного ПЭТ-G
- Обычная цена
- 19 долларов.95
- Цена продажи
- 19,95 долл. США Продажа
- Цена за единицу
- / за
- Нажмите или лечите
Нажмите или лечите
- Обычная цена
- 58 долларов США. 99
- Цена продажи
- 58,99 $ Продажа
- Цена за единицу
- / за
- Каботажное судно STL
Подстаканник STL
- Обычная цена
- $ 0.00
- Цена продажи
- 0,00 руб. Продажа
- Цена за единицу
- / за
- Cool Grey от Девина Монтеса: переработанный ПЭТ-G
Cool Grey от Девина Монтеса: переработанный ПЭТ-G
- Обычная цена
- 29 долларов. 99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- D’Oh! Переработанный ПЭТ-Г
Ой! Переработанный ПЭТ-G
- Обычная цена
-
29 долларов.99 - Цена продажи
- 20,00 долл. США Продажа
- Цена за единицу
- / за
- DavidZIndustries Bazooka + Olive drab Recycled PET-G — Галерея GreenGate
DavidZIndustries Bazooka + Olive drab Recycled PET-G — Галерея GreenGate
- Обычная цена
- 29 долларов. 99
- Цена продажи
- 29,99 долл. США Продажа
- Цена за единицу
- / за
- Elephant STL | GreenGate3D и Эстебан Девиа 3D
Elephant STL | GreenGate3D и Эстебан Девиа 3D
- Обычная цена
-
4 доллара.99 - Цена продажи
- 1,99 доллара США Продажа
- Цена за единицу
- / за
- Бесконечная любовь STL
Бесконечная любовь STL
- Обычная цена
- $ 0. 00
- Цена продажи
- 0,00 руб. Продажа
- Цена за единицу
- / за
- Светится в темноте: переработанный ПЭТ-G
Светится в темноте: переработанный ПЭТ-G
- Обычная цена
- 34 доллара.99
- Цена продажи
- 34,99 доллара США Продажа
- Цена за единицу
- / за
 00
Продажа
00
Продажа 00
00 99
99 99
99 00
00 99
99 coli + прозрачный переработанный ПЭТ-G — Галерея GreenGate
coli + прозрачный переработанный ПЭТ-G — Галерея GreenGate США
Продажа
США
Продажа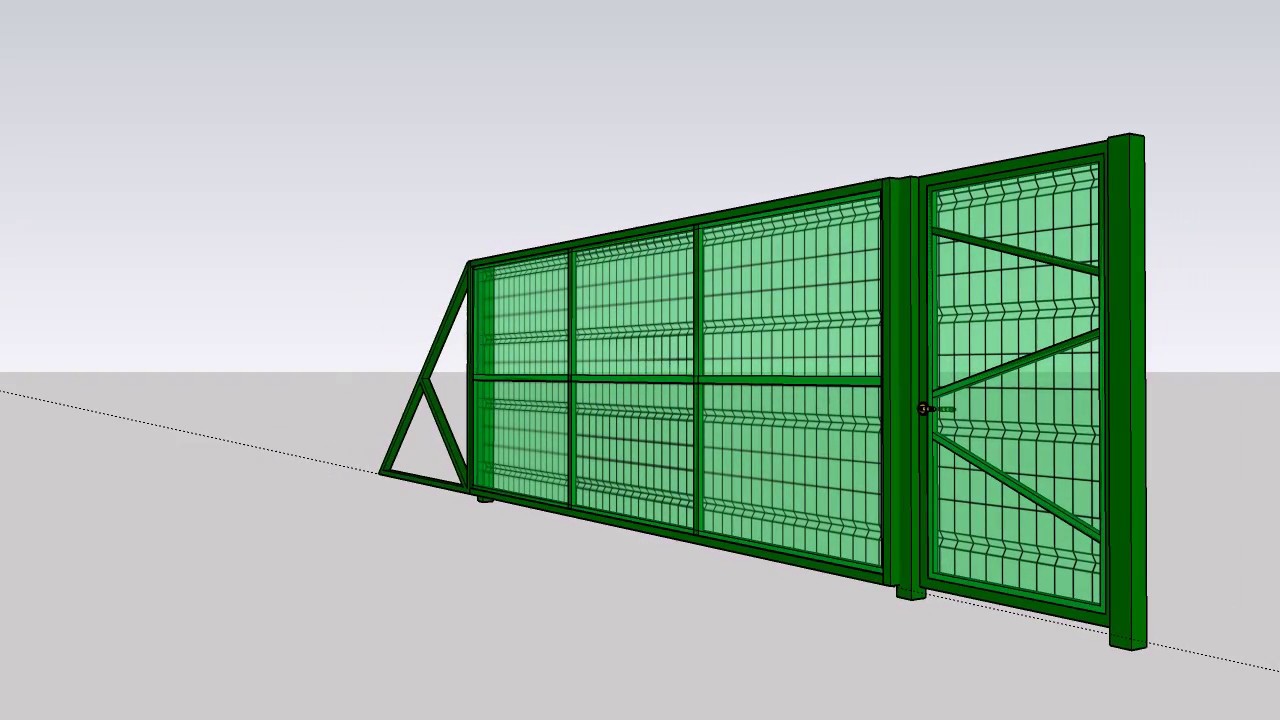 99
99 99
99 99
99 00
00- Страница 1 из 3
- Следующая страница
Используйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или уточнить у системного администратора.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Основы проектирования литья под давлением
Проектирование пластиковых деталей — это сложная задача, в которой задействовано множество факторов, которые учитывают список требований приложения.»Как часть будет использоваться?» «Как это сочетается с другими частями сборки?» «Какие нагрузки он будет испытывать при использовании?» Помимо функциональных и структурных проблем, вопросы обработки играют большую роль при проектировании литой пластмассовой детали. То, как расплавленный пластик входит, заполняет и охлаждает внутри полости, чтобы сформировать деталь, во многом определяет форму, которую должны принять детали в этой детали. Соблюдение некоторых основных правил проектирования деталей, изготовленных литьем под давлением, приведет к созданию детали, которая, помимо того, что ее легче производить и собирать, обычно будет намного надежнее в эксплуатации. Разделение детали на основные группы поможет вам построить ее логически, сведя к минимуму проблемы формования. При разработке детали всегда помните, как она формируется и что вы можете сделать, чтобы минимизировать напряжение.
Разделение детали на основные группы поможет вам построить ее логически, сведя к минимуму проблемы формования. При разработке детали всегда помните, как она формируется и что вы можете сделать, чтобы минимизировать напряжение.
Содержание
- Приложения
- Полимеры, наиболее подходящие для литья под давлением
- Оборудование для литья под давлением
- Процесс литья под давлением
- Цикл литья под давлением
- Различные типы процессов литья под давлением
- Напряжение
- Ворота
- Общие ворота
- Расположение выхода
- Толщина стенки
- Осадка
- Маркировка раковины
- Текстуры
- Линии разъема
- Распространенные дефекты формования
Литье пластмасс под давлением — предпочтительный процесс для производства пластиковых деталей. Литье под давлением используется для создания многих вещей, таких как корпуса для электроники, контейнеры, крышки для бутылок, автомобильные интерьеры, гребни и большинство других пластиковых изделий, доступных сегодня. Он идеально подходит для производства больших объемов пластмассовых деталей, поскольку в каждом цикле можно производить несколько деталей с использованием многогнездных литьевых форм. Некоторыми преимуществами литья под давлением являются высокая точность допусков, повторяемость, большой выбор материалов, низкие затраты на рабочую силу, минимальные потери брака и небольшая потребность в отделке деталей после формования.Вернуться к началу)
Литье под давлением используется для создания многих вещей, таких как корпуса для электроники, контейнеры, крышки для бутылок, автомобильные интерьеры, гребни и большинство других пластиковых изделий, доступных сегодня. Он идеально подходит для производства больших объемов пластмассовых деталей, поскольку в каждом цикле можно производить несколько деталей с использованием многогнездных литьевых форм. Некоторыми преимуществами литья под давлением являются высокая точность допусков, повторяемость, большой выбор материалов, низкие затраты на рабочую силу, минимальные потери брака и небольшая потребность в отделке деталей после формования.Вернуться к началу)
Можно использовать большинство полимеров, включая все термопласты и некоторые эластомеры. Для литья под давлением доступны десятки тысяч различных материалов. Доступные материалы, смешанные со сплавами или смесями ранее разработанных материалов, означают, что дизайнеры продукции могут выбирать из огромного количества материалов, чтобы найти тот, который имеет именно те свойства. Материалы выбираются в зависимости от прочности и функциональности конечной части; но также каждый материал имеет разные параметры для формования, которые необходимо учитывать.Вернуться к началу)
Материалы выбираются в зависимости от прочности и функциональности конечной части; но также каждый материал имеет разные параметры для формования, которые необходимо учитывать.Вернуться к началу)
Термопластавтомат:
Машины для литья под давлением, также известные как прессы, состоят из бункера для материала, поршня для литья под давлением или плунжера винтового типа и нагревательного устройства. Формы зажимаются на плите формовочной машины, где пластик впрыскивается в форму через отверстие литника. Прессы классифицируются по тоннажу, который является расчетом силы зажима, которую может проявить машина. Эта сила удерживает форму закрытой во время процесса литья под давлением.Тоннаж может варьироваться от менее 5 тонн до 6000 тонн, хотя прессы с более высоким тоннажем используются редко. Общая необходимая сила зажима определяется площадью проекции формованной нестандартной детали. Эта площадь проекции умножается на усилие зажима от 2 до 8 тонн на каждый квадратный дюйм площади проецирования. Как правило, для большинства продуктов можно использовать 4 или 5 тонн на дюйм. Если пластик очень жесткий, потребуется большее давление впрыска для заполнения формы, поэтому требуется больший усилие зажима для удержания формы в закрытом состоянии.Требуемая сила также может определяться используемым материалом и размером детали с более крупными пластиковыми деталями, требующими более высокого усилия зажима.
Как правило, для большинства продуктов можно использовать 4 или 5 тонн на дюйм. Если пластик очень жесткий, потребуется большее давление впрыска для заполнения формы, поэтому требуется больший усилие зажима для удержания формы в закрытом состоянии.Требуемая сила также может определяться используемым материалом и размером детали с более крупными пластиковыми деталями, требующими более высокого усилия зажима.
Форма:
Форма или матрица относится к инструментам, используемым для производства пластмассовых деталей при формовании. Традиционно формы для литья под давлением были дорогими в производстве и использовались только в крупносерийном производстве, где производились тысячи деталей. Формы обычно изготавливаются из закаленной стали, предварительно закаленной стали, алюминия и / или бериллиево-медного сплава.Выбор материала для изготовления пресс-формы в первую очередь является экономическим. Изготовление стальных форм обычно стоит дороже, но обеспечивает более длительный срок службы, что компенсирует более высокую начальную стоимость по сравнению с большим количеством деталей, изготовленных до износа..jpg) Формы из предварительно закаленной стали менее износостойкие и в основном используются для небольших объемов или для более крупных компонентов. Твердость предварительно закаленной стали обычно составляет 38-45 по шкале Роквелла-С. Формы из закаленной стали после механической обработки подвергаются термообработке, что делает их превосходными с точки зрения износостойкости и срока службы.Типичная твердость составляет от 50 до 60 по шкале Роквелла-С (HRC).
Формы из предварительно закаленной стали менее износостойкие и в основном используются для небольших объемов или для более крупных компонентов. Твердость предварительно закаленной стали обычно составляет 38-45 по шкале Роквелла-С. Формы из закаленной стали после механической обработки подвергаются термообработке, что делает их превосходными с точки зрения износостойкости и срока службы.Типичная твердость составляет от 50 до 60 по шкале Роквелла-С (HRC).
стоят значительно дешевле стальных форм, и когда используется алюминий более высокого качества, такой как авиационный алюминий QC-7 и QC-10, и обрабатывается на современном компьютеризированном оборудовании, они могут быть экономичными для формования сотен тысяч деталей. Алюминиевые формы также обеспечивают быстрое выполнение работ и более быстрые циклы из-за лучшего отвода тепла. Они также могут иметь покрытие для повышения износостойкости материалов, армированных стекловолокном.Вернуться к началу)
При литье под давлением гранулированный пластик самотеком подается из бункера в нагретую бочку. Поскольку гранулы медленно продвигаются вперед поршнем винтового типа, пластик выталкивается в нагретую камеру, называемую цилиндром, где он расплавляется. По мере продвижения плунжера расплавленный пластик проталкивается через сопло, которое прилегает к втулке литника пресс-формы, позволяя ему попасть в полость пресс-формы через систему литников и направляющих. Форма остается при установленной температуре, поэтому пластик может затвердеть почти сразу после заполнения формы.Вернуться к началу)
Поскольку гранулы медленно продвигаются вперед поршнем винтового типа, пластик выталкивается в нагретую камеру, называемую цилиндром, где он расплавляется. По мере продвижения плунжера расплавленный пластик проталкивается через сопло, которое прилегает к втулке литника пресс-формы, позволяя ему попасть в полость пресс-формы через систему литников и направляющих. Форма остается при установленной температуре, поэтому пластик может затвердеть почти сразу после заполнения формы.Вернуться к началу)
Последовательность событий во время литья пластмассовой детали под давлением называется циклом литья под давлением. Цикл начинается, когда форма закрывается, после чего следует впрыскивание полимера в полость формы. После заполнения полости поддерживается давление выдержки, чтобы компенсировать усадку материала. На следующем этапе винт поворачивается, подавая следующий выстрел на передний винт. Это заставляет винт втягиваться, когда готовится следующий выстрел. Когда деталь достаточно остынет, пресс-форма открывается, и деталь выталкивается. Вернуться к началу)
Вернуться к началу)
Хотя большинство процессов литья под давлением охвачены описанием обычного процесса, приведенным выше, существует несколько важных вариантов формования, включая:
- Совместное литье под давлением (сэндвич)
- Литье под давлением с плавким (потерянным, растворимым) стержнем
- Литье под давлением с газом
- Декорирование в форме и ламинирование в форме
- Литье под давлением
- Литье под давлением жидкого силиконового каучука
- Вставка и вставка
- Пластинчатое (микрослойное) литье под давлением
- Литье под низким давлением
- Литье под микроэлементом
- Формование микросотовое
- Многокомпонентное литье под давлением (литье под давлением)
- Литье под давлением с несколькими подачей материала
- Литье порошка под давлением
- Литье под давлением «Push-Pull»
- Реакционное литье под давлением
- Трансферное формование смолы
- Rheomolding
- Литье конструкционной пены под давлением
- Литье под давлением со структурной реакцией
- Тонкостенный профиль
- Литье под давлением вибрирующего газа
- Литье под давлением с водяной системой
- Литье резины
Главный враг любой детали из литого пластика — это напряжение. Когда пластиковая смола (которая содержит длинные штаммы молекул) расплавляется при подготовке к формованию, молекулярные связи временно разрываются из-за тепла и силы сдвига экструдера, позволяя молекулам течь в форму. Под давлением смола вдавливается в форму, заполняя все детали, трещины и щели формы. Когда молекулы проталкиваются через каждую деталь, они вынуждены изгибаться, поворачиваться и искажаться, чтобы сформировать форму детали. При повороте крутых или острых углов молекула подвергается большей нагрузке, чем при плавных поворотах с большим радиусом.Резкие переходы от одного элемента к другому также затрудняют заполнение и формирование молекул.
Когда пластиковая смола (которая содержит длинные штаммы молекул) расплавляется при подготовке к формованию, молекулярные связи временно разрываются из-за тепла и силы сдвига экструдера, позволяя молекулам течь в форму. Под давлением смола вдавливается в форму, заполняя все детали, трещины и щели формы. Когда молекулы проталкиваются через каждую деталь, они вынуждены изгибаться, поворачиваться и искажаться, чтобы сформировать форму детали. При повороте крутых или острых углов молекула подвергается большей нагрузке, чем при плавных поворотах с большим радиусом.Резкие переходы от одного элемента к другому также затрудняют заполнение и формирование молекул.
По мере того, как материал охлаждается и молекулярные связи вновь связывают смолу в ее жесткую форму, эти напряжения фактически фиксируются в детали. Напряжения в деталях могут вызвать коробление, вмятины, трещины, преждевременный выход из строя и другие проблемы.
Хотя некоторые напряжения в деталях, изготовленных литьем под давлением, вполне ожидаемы, при проектировании деталей следует уделять как можно больше внимания снижению напряжений. Некоторые способы сделать это — добавить плавные переходы между элементами и использовать скругления и скругления в зонах возможных высоких нагрузок.
Некоторые способы сделать это — добавить плавные переходы между элементами и использовать скругления и скругления в зонах возможных высоких нагрузок.
Каждая конструкция формы для литья под давлением должна иметь шибер или отверстие, позволяющее впрыскивать расплавленный пластик в полость формы. Тип, конструкция и расположение ворот могут влиять на детали, такие как упаковка детали, удаление или остатки ворот, внешний вид детали, а также размеры и деформация детали.
Типы ворот
Для литья под давлением доступны два типа ворот; ворота с ручной отделкой и автоматической обрезкой.
Ворота с ручной обрезкой
Этот тип ворот требует, чтобы оператор вручную отделял части от направляющих после каждого цикла. Ворота с ручной отделкой выбирают по нескольким причинам:
- Калитка слишком громоздкая для автоматической резки машиной
- Чувствительные к сдвигу материалы, такие как ПВХ, не могут подвергаться воздействию высоких скоростей сдвига
- Распределение потока для определенных конструкций, требующих одновременного распределения потока по широкой передней части
Автоматические ворота
Этот тип ворот включает в себя функции в инструменте, чтобы сломать или срезать ворота, когда инструмент открывается для выброса детали. Автоматически обрезанные ворота используются по нескольким причинам:
Автоматически обрезанные ворота используются по нескольким причинам:
- Предотвращение удаления ворот в качестве вторичной операции, снижение затрат
- Поддержание согласованного времени цикла для всех деталей
- Минимизация рубцов ворот на деталях
Самый важный фактор, который следует учитывать при выборе правильного типа ворот для вашего приложения, — это их конструкция. Доступно множество различных конструкций ворот в зависимости от размера и формы вашей детали. Ниже приведены четыре наиболее популярных конструкции ворот, используемых клиентами Quickparts:
Калибр Edge Gate — наиболее распространенная конструкция ворот.Как видно из названия, этот затвор находится на краю детали и лучше всего подходит для плоских деталей. Боковые ворота идеально подходят для средних и толстых секций и могут использоваться на многопозиционных двухпластинчатых инструментах. Эти ворота оставят шрам на линии пробора.
Вспомогательный шлюз — единственный автоматически обрезанный шлюз в списке. Для автоматической обрезки ворот потребуются выталкивающие штифты. Дополнительные ворота довольно распространены и имеют несколько вариаций, таких как банановые ворота, туннельные ворота и ворота со смайликами, и многие другие.Вспомогательный шибер позволяет вам уйти от линии разделения, что дает большую гибкость при размещении шибера в оптимальном месте на детали. Эти ворота оставляют на детали шрам размером с булавку.
Для автоматической обрезки ворот потребуются выталкивающие штифты. Дополнительные ворота довольно распространены и имеют несколько вариаций, таких как банановые ворота, туннельные ворота и ворота со смайликами, и многие другие.Вспомогательный шибер позволяет вам уйти от линии разделения, что дает большую гибкость при размещении шибера в оптимальном месте на детали. Эти ворота оставляют на детали шрам размером с булавку.
Затвор с горячим наконечником — самый распространенный из всех затворов с горячим лотком. Затворы с горячим наконечником обычно расположены в верхней части детали, а не на линии разъема, и идеально подходят для круглых или конических форм, где необходим равномерный поток. Эти ворота оставляют небольшой выступ на поверхности детали.Затворы с горячим наконечником используются только с системами горячеканальной формовки. Это означает, что, в отличие от систем с холодными лотками, пластик выбрасывается в форму через нагретое сопло, а затем охлаждается до нужной толщины и формы в форме.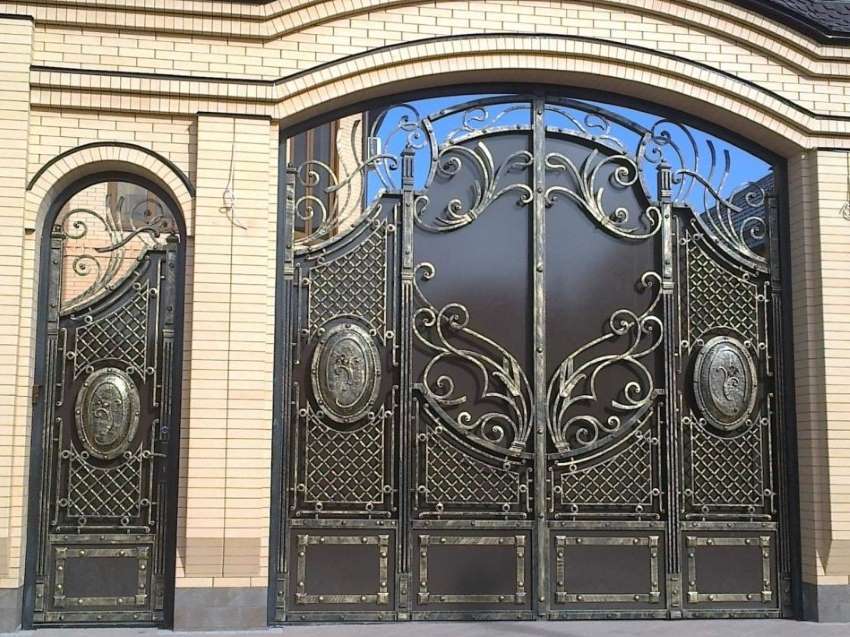
Затвор Direct или литниковый затвор — это затвор с ручной обрезкой, который используется для форм с одной полостью для крупных цилиндрических деталей, требующих симметричного заполнения. Прямые ворота проще всего спроектировать, они не требуют больших затрат и требуют обслуживания. Детали с прямым затвором обычно менее напряжены и обеспечивают высокую прочность.Эти ворота оставляют большой шрам на детали в месте контакта.
Чтобы избежать проблем, связанных с расположением ворот, ниже приведены некоторые рекомендации по выбору правильного расположения ворот:
- Разместите ворота в самом тяжелом поперечном сечении, чтобы обеспечить упаковку деталей и минимизировать пустоты и просачивание.
- Минимизируйте препятствия на пути потока, размещая заслонки подальше от стержней и штифтов.
- Убедитесь, что напряжение от ворот находится в области, которая не повлияет на функцию или внешний вид детали.
- Если вы используете пластик с высокой степенью усадки, деталь может дать усадку возле ворот, вызывая «сморщивание ворот», если на воротах будет высокое напряжение при формовании.
- Если вы используете пластик с высокой степенью усадки, деталь может дать усадку возле ворот, вызывая «сморщивание ворот», если на воротах будет высокое напряжение при формовании.
- Обязательно допускайте простую ручную или автоматическую дегазацию.
- Затвор должен минимизировать длину пути потока, чтобы избежать косметических следов потока.
- В некоторых случаях может потребоваться добавить второй затвор для правильного заполнения деталей.
- Если возникают проблемы с заполнением тонкостенных деталей, добавьте проточные каналы или отрегулируйте толщину стенок, чтобы скорректировать поток.

Ворота различаются по размеру и форме в зависимости от типа формованного пластика и размера детали. Для больших деталей потребуются ворота большего размера, чтобы обеспечить больший поток смолы и сократить время формования. Маленькие ворота имеют лучший внешний вид, но для их формования требуется больше времени или может потребоваться более высокое давление для правильного заполнения.
Перед выталкиванием из формы детали, полученные литьем под давлением, охлаждаются от производственных температур, чтобы они сохраняли свою форму при выталкивании. На этапе охлаждения детали в процессе формования следует минимизировать изменения давления, скорости и пластической вязкости, чтобы избежать дефектов. В этот период есть несколько аспектов, которые важнее, чем толщина стен. Эта особенность может существенно повлиять на стоимость, скорость производства и качество готовых деталей.
На этапе охлаждения детали в процессе формования следует минимизировать изменения давления, скорости и пластической вязкости, чтобы избежать дефектов. В этот период есть несколько аспектов, которые важнее, чем толщина стен. Эта особенность может существенно повлиять на стоимость, скорость производства и качество готовых деталей.
Правильная толщина стенки:
Выбор подходящей толщины стенки для вашей детали может существенно повлиять на стоимость и скорость производства. Хотя ограничений по толщине стенок нет, обычно цель состоит в том, чтобы выбрать самую тонкую из возможных.Для более тонких стенок используется меньше материала, что снижает затраты и требует меньше времени на охлаждение, сокращая время цикла.
Минимальная толщина стенки, которую можно использовать, зависит от размера и геометрии детали, требований к конструкции и текучести смолы. Толщина стенок детали, изготовленной литьем под давлением, обычно составляет от 2 до 4 мм (0,080 — 0,160 дюйма). При литье под давлением с тонкими стенками можно получить стенки толщиной до 0,5 мм (0,020 дюйма). В таблице ниже показаны рекомендуемые толщины стенок для обычных смол для литья под давлением.
При литье под давлением с тонкими стенками можно получить стенки толщиной до 0,5 мм (0,020 дюйма). В таблице ниже показаны рекомендуемые толщины стенок для обычных смол для литья под давлением.
Равномерная толщина стенки:
Толстые секции остывают дольше, чем тонкие. Если в процессе охлаждения стенки имеют непостоянную толщину, более тонкие стенки сначала охладятся, а толстые стенки все еще затвердевают. По мере охлаждения толстая часть сжимается вокруг уже твердой более тонкой части. Это вызывает коробление, скручивание или растрескивание в месте пересечения двух секций. Чтобы избежать этой проблемы, постарайтесь создать полностью однородные стены по всей детали.Когда однородные стены невозможны, изменение толщины должно быть как можно более постепенным. Колебания толщины стенки не должны превышать 10% в пластмассах с высокой усадкой. Переход толщины должен производиться постепенно, от 3 до 1. Этот постепенный переход позволяет избежать концентрации напряжений и резких перепадов охлаждения.
Альтернативы:
Если ваша деталь настолько сложна, что вам нужно варьировать толщину стенок, поищите альтернативу. Возможно, вы захотите использовать такие конструктивные особенности, как просверливание или использование ребер.По крайней мере, старайтесь не делать переходы между более толстыми и более тонкими участками слишком резкими. Попробуйте использовать плавный переход или скошенные углы, чтобы минимизировать резкое изменение давления внутри формы.
Большинство пластиковых деталей, полученных литьем под давлением, имеют такие элементы, как внешние стенки и внутренние ребра, которые образованы противоположными поверхностями металлического инструмента внутри закрытой формы. Чтобы правильно высвободить деталь при открытии формы, боковые стенки формы сужаются в направлении открытия формы.Это сужение называется «уклон по линии вытяжки». Эта тяга позволяет детали вырываться из формы, как только она открывается. Величина требуемой тяги может зависеть от качества поверхности формы. Гладкая отполированная поверхность инструмента позволяет извлекать деталь с меньшим уклоном, чем у стандартной поверхности инструмента.
Гладкая отполированная поверхность инструмента позволяет извлекать деталь с меньшим уклоном, чем у стандартной поверхности инструмента.
Рассмотрим изготовление полой пластмассовой коробки, показанной справа. Как только пластик вокруг формы затвердеет, форму необходимо удалить. По мере затвердевания пластик слегка сжимается.За счет сужения сторон формы на соответствующий «угол наклона» форму будет легче удалить.
Требуемый уклон (в градусах) зависит от геометрии и требований к текстуре поверхности детали. Ниже приведены несколько правил правильного использования черновика:
- Не забудьте добавить черновик в свою 3D-модель CAD перед созданием радиусов
- Используйте уклон не менее 1 градуса на всех «вертикальных» поверхностях
- Для легкой текстуры требуется уклон 1 ½ градуса
- 2 степени тяги очень хорошо работают в большинстве ситуаций
- Тяга 3 градуса минимум для отсечки (скольжение металла по металлу)
- Для средней текстуры требуется 3 градуса тяги
Когда термоклей течет в форму для литья под давлением, толстые части не охлаждают так быстро, как остальная часть, потому что более толстый материал становится изолированным внешней поверхностью из более быстро охлаждающегося пластика. Когда внутреннее ядро охлаждается, оно сжимается с другой скоростью, чем уже охлажденная внешняя оболочка. Эта разница в скорости охлаждения приводит к тому, что толстая секция втягивается внутрь и создает углубление на внешней поверхности детали или, что еще хуже, полностью деформирует деталь. Помимо того, что этот знак непривлекателен, он также представляет собой дополнительное напряжение, встроенное в деталь. Другие менее заметные области, где происходит проседание, включают ребра, выступы и углы. Их часто упускают из виду, потому что ни элемент, ни сама деталь не слишком толстые; однако их пересечение может быть проблемой.
Когда внутреннее ядро охлаждается, оно сжимается с другой скоростью, чем уже охлажденная внешняя оболочка. Эта разница в скорости охлаждения приводит к тому, что толстая секция втягивается внутрь и создает углубление на внешней поверхности детали или, что еще хуже, полностью деформирует деталь. Помимо того, что этот знак непривлекателен, он также представляет собой дополнительное напряжение, встроенное в деталь. Другие менее заметные области, где происходит проседание, включают ребра, выступы и углы. Их часто упускают из виду, потому что ни элемент, ни сама деталь не слишком толстые; однако их пересечение может быть проблемой.
Один из способов избежать утяжеления — это вырезать сплошные участки детали, чтобы уменьшить толщину. Если требуется прочность твердой детали, попробуйте использовать заштрихованные ребра жесткости внутри области с отверстиями, чтобы повысить прочность и избежать проседания. Как правило, убедитесь, что все выступы и установочные / опорные ребра составляют не более 60% толщины номинальной стенки. Кроме того, текстуры можно использовать, чтобы скрыть незначительные следы раковин.
Кроме того, текстуры можно использовать, чтобы скрыть незначительные следы раковин.
Текстурирование — это процесс, используемый для нанесения рисунка на поверхность формы.Этот процесс позволяет гибко создавать окончательный внешний вид ваших деталей. Текстурирование является неотъемлемой частью общей разработки продукта и должно учитываться в процессе проектирования для достижения желаемых результатов. Текстура также может быть функциональным компонентом дизайна. Неидеальные детали можно замаскировать правильной текстурой. Деталь предназначена для частого обращения? Текстуру можно использовать, чтобы скрыть отпечатки пальцев и улучшить захват для конечного пользователя. Текстура также может использоваться для уменьшения износа деталей от трения.
Для деталей, полученных литьем под давлением, доступно большое количество разнообразных текстур, например:
- Натуральный / Экзотический
- Матовое покрытие
- Мультиглянцевый узор
- Фузии
- Графика
- Кожа зерна / шкуры
- Дерево, сланец и булыжник
- Геометрия и белье
- Многослойные текстуры для создания нового образа
- Изображения или логотипы, включенные в узор
При применении текстуры к детали чертеж САПР должен быть скорректирован с учетом этой дисперсии поверхности. Если текстура находится на поверхности, которая перпендикулярна или расположена под углом от отверстия формы, то изменения тяги не требуются. Однако, если текстура находится на поверхности, параллельной отверстию формы, необходима повышенная тяга, чтобы предотвратить царапины и царапины, которые могут возникнуть во время выброса детали. Различные текстуры по-разному влияют на формованную деталь. Практическое правило при проектировании текстуры — иметь уклон 1,5 градуса на каждые 0,001 дюйма глубины отделки текстуры.
Если текстура находится на поверхности, которая перпендикулярна или расположена под углом от отверстия формы, то изменения тяги не требуются. Однако, если текстура находится на поверхности, параллельной отверстию формы, необходима повышенная тяга, чтобы предотвратить царапины и царапины, которые могут возникнуть во время выброса детали. Различные текстуры по-разному влияют на формованную деталь. Практическое правило при проектировании текстуры — иметь уклон 1,5 градуса на каждые 0,001 дюйма глубины отделки текстуры.
«Линия разделения» — это линия разделения на части, где встречаются две половины формы.Линия фактически указывает разделительную «плоскость», которая проходит через деталь. Хотя на простых деталях эта плоскость может быть простой плоской поверхностью, часто это сложная форма, которая очерчивает периметр детали вокруг различных элементов, составляющих внешний «силуэт» детали. Линии деталей также могут возникать на стыке двух любых деталей пресс-формы. Это могут быть штифты бокового действия, вставки для инструментов и запорные устройства. Линии разделения не избежать; они есть в каждой части. При проектировании своей детали помните, что расплав всегда будет течь к линии разъема, потому что это самое простое место для выхода или «вентиляции» вытесненного воздуха.Вернуться к началу)
Линии разделения не избежать; они есть в каждой части. При проектировании своей детали помните, что расплав всегда будет течь к линии разъема, потому что это самое простое место для выхода или «вентиляции» вытесненного воздуха.Вернуться к началу)
Литье под давлением — сложная технология с возможными производственными проблемами. Они могут быть вызваны либо дефектами форм, либо, чаще, обработкой (формованием) детали
Помните об этих факторах при разработке деталей, полученных литьем под давлением, и помните, что легче избежать проблем вначале, чем изменить конструкцию в дальнейшем.
| Дефекты формования | Альтернативное имя | Описания | Причины |
|---|---|---|---|
| блистер | Вздутие | Рифленая или слоистая зона на поверхности пластмассовой детали | Инструмент или материал слишком горячие, часто из-за недостаточного охлаждения инструмента или неисправного нагревателя |
| Ожоги | Горение воздухом / газом | Черные или коричневые участки сгорания на пластиковой части, расположенные в самых дальних от ворот | точкахИнструмент не вентилирует, скорость впрыска слишком высокая |
| Цветные полосы (США) | Локальное изменение цвета | Пластик и краситель не смешиваются должным образом, или материал закончился, и он начинает проявляться как естественный только | |
| Расслоение | Тонкие слюдяные слои, сформированные в стенке части | Загрязнение материала e. г. ПП, смешанный с АБС, очень опасен, если деталь используется для критических с точки зрения безопасности приложений, поскольку материал имеет очень небольшую прочность при расслоении, так как материалы не могут склеиться г. ПП, смешанный с АБС, очень опасен, если деталь используется для критических с точки зрения безопасности приложений, поскольку материал имеет очень небольшую прочность при расслоении, так как материалы не могут склеиться | |
| Вспышка | Заусенцы | Избыток материала в тонком слое, превышающий нормальную геометрию детали | Повреждение инструмента, слишком высокая скорость впрыска / впрыскиваемый материал, слишком низкое усилие зажима. Также может быть вызвано грязью и загрязнениями вокруг поверхностей инструмента. |
| Внедрение загрязнений | Внедренные частицы | Посторонние частицы (обожженный материал или другой материал), попавшие в деталь | Частицы на поверхности инструмента, загрязненный материал или инородный мусор в стволе, или слишком много тепла сдвига, сжигающее материал перед впрыском |
| Следы растекания | Поточные линии | Волнистые линии или узоры, направленные «не в тон» | Слишком низкая скорость впрыска (пластик слишком сильно остыл во время впрыска, скорость впрыска всегда должна быть максимально быстрой) |
| Деталь деформирована турбулентным потоком материала | Неправильная конструкция инструмента, положение ворот или направляющих. Установлена слишком высокая скорость впрыска. Установлена слишком высокая скорость впрыска. | ||
| Деградация полимера | распад полимера в результате окисления и т. Д. | Избыток воды в гранулах, чрезмерная температура в бочке | |
| Следы раковины | Локализованное углубление (В более толстых зонах) | Время выдержки / давление слишком низкое, время охлаждения слишком короткое, с горячими литниками без литников это также может быть вызвано слишком высокой установленной температурой затвора | |
| Короткий выстрел | Форма без заполнения / короткая | Частичная часть | Недостаток материала, слишком низкая скорость впрыска или давление |
| Следы зазоров | Знак брызг / серебряные полосы | Круговой узор вокруг ворот, вызванный горячим газом | Влага в материале, обычно при неправильной сушке смолы |
| Дряблость | Тесьма | Строка, как остаток от предыдущего выстрела, переносится в новый выстрел | Слишком высокая температура сопла. Ворота не замерзли Ворота не замерзли |
| Пустоты | Пустое пространство внутри детали (воздушный карман) | Отсутствие удерживающего давления (удерживающее давление используется для упаковки детали во время выдержки). Также форма может быть не совмещена (когда две половины не центрируются должным образом и стенки детали не одинаковой толщины). | |
Линия сварки | Линия вязания / Линия плавления | Обесцвеченная линия на стыке двух фронтов потока | Установлена слишком низкая температура пресс-формы / материала (материал холодный, когда они встречаются, поэтому они не связываются) |
| Деформация | Скручивающаяся деталь | Искаженная часть | Охлаждение слишком короткое, материал слишком горячий, недостаточное охлаждение вокруг инструмента, неправильная температура воды (детали изгибаются внутрь к горячей стороне инструмента) |
@Large: Ай Вэйвэй на Алькатрасе в виртуальном трехмерном пространстве
@Large: Ай Вэйвэй на Алькатрасе представил серию из семи специфичных для сайта инсталляций Ай Вэйвэя — китайского современного художника, известного своими острыми в социальном, политическом и культурном отношении работами . Выставка, которая проходила с 27 сентября 2014 года по 26 апреля 2015 года, предложила новый взгляд на культуру бывшего пенитенциарного учреждения, ставшего национальным парком.
Выставка, которая проходила с 27 сентября 2014 года по 26 апреля 2015 года, предложила новый взгляд на культуру бывшего пенитенциарного учреждения, ставшего национальным парком.
Семь инсталляций на выставке, представленных фондом FOR-SITE в партнерстве со Службой национальных парков и заповедником национальных парков Золотые ворота, теперь можно увидеть в Интернете. Благодаря партнерству с компанией Matterport, занимающейся медиа-технологиями, @Large можно просматривать в захватывающем 3D-формате, который отражает волшебство, которое посетители испытывают во время выставки.
В технологии Matterport используется запатентованная камера для захвата 3D и 2D изображений внутреннего пространства. Камера вращается на штативе, который пользователь размещает вокруг комнаты, чтобы запечатлеть все аспекты пространства. Затем проприетарное программное обеспечение Matterport объединяет все эти данные в одну полную трехмерную сетку, на которую накладываются изображения высокой четкости. Полученные в результате пространства Matterport Spaces готовы к просмотру в Интернете через веб-браузер или с помощью полностью иммерсивных гарнитур виртуальной реальности, таких как Gear VR от Samsung.
Полученные в результате пространства Matterport Spaces готовы к просмотру в Интернете через веб-браузер или с помощью полностью иммерсивных гарнитур виртуальной реальности, таких как Gear VR от Samsung.
Посетители теперь могут снова или впервые увидеть эту уникальную инсталляцию искусства в пределах Алькатраса. Чтобы в полной мере насладиться захватывающими впечатлениями от 3D-видео, выровняйте виртуальные круги, чтобы вы могли прыгать, переходить, скользить и масштабировать экспонаты!
With Wind, New Industries Building
Trace, New Industries Building
Refraction, с секретным доступом в туннель
Refraction, New Industries Building
Оставайтесь с нами, блок
Blossom, больница
С уважением, Столовая
@Large был визитной карточкой программы Art in the Parks национальных парков Золотых ворот. Программа приглашает признанных и начинающих художников со всего мира создавать и временно демонстрировать современное искусство в парковых условиях, чтобы способствовать различным способам познания и изучения культурных и природных тем национальных парков Золотых ворот.
Программа приглашает признанных и начинающих художников со всего мира создавать и временно демонстрировать современное искусство в парковых условиях, чтобы способствовать различным способам познания и изучения культурных и природных тем национальных парков Золотых ворот.
Искусство Ай Вэйвэя ставит сложные и неотложные вопросы о правах человека и свободе выражения мнений и является ответом на мощную и многослойную историю Алькатраса как места задержания и протестов. @Large попросил посетителей рассмотреть более широкие социальные последствия заключения и возможности искусства как акта совести.
Для Ай эта выставка не была просто исследованием социальных проблем или художественных тем; это коренится в реальности его жизни. Весной 2011 года китайское правительство задержало Ай на 81 день по обвинению в уклонении от уплаты налогов. После освобождения ему было запрещено покидать Пекин в течение одного года, и только недавно он получил обратно свой паспорт от правительства Китая. Масштабные скульптурные, звуковые и смешанные работы были установлены его помощниками в четырех местах на Алькатрасе, обычно закрытых для посетителей:
Масштабные скульптурные, звуковые и смешанные работы были установлены его помощниками в четырех местах на Алькатрасе, обычно закрытых для посетителей:
Двухэтажное здание New Industries Building, где разрешалось работать «привилегированным» заключенным;
Основное и психиатрическое отделения больницы;
Камеры блока А, единственная сохранившаяся часть военной тюрьмы, построенная в начале 20 века;
И Столовая.
Теперь семь установок можно испытать онлайн, нажав на изображения выше.
Об искусстве в парках
«Искусство в парках» — совместная работа Службы национальных парков, заповедника национальных парков Голден-Гейт и Центра искусств Хедлендс — работает с различными партнерами по сообществу, чтобы привнести искусство в парковые зоны. и предоставить новые способы познания и познания места. Фонд FOR-SITE внес значительный вклад в развитие искусства в парках, организовав выставки в Президио и Форт-Пойнт.Чтобы узнать больше, посетите parksconservancy. org/visit/art.
org/visit/art.
Об Ай Вэйвэй
Ай Вэйвэй, один из самых выдающихся деятелей культуры 21 века, живущий в Пекине художник и активист, чья работа включает скульптуру, инсталляцию, фотографию, кино, архитектуру и социальную критику. Его работа часто соответствует условиям в Китае, в том числе ограничениям на свободу слова и выражения, а также его личному опыту заключения. Искусство Ай было представлено на крупных персональных выставках, включая передвижную ретроспективу «Ай Вэйвэй: согласно чему?», Которая была организована Художественным музеем Мори в Токио в 2009 году и побывала на площадках Северной Америки в 2013-14 годах; и доказательства в Martin-Gropius-Bau в Берлине, 2014 г.Ранее работы Ай были представлены в национальных парках Золотые Ворота в 2010-11 годах в рамках выставки Presidio Habitats FOR-SITE, для которой художники и дизайнеры создавали места обитания животных.
Об Алькатрасе
Помимо своей дурной славы как всемирно известная бывшая федеральная тюрьма (1934-63), в которой когда-то содержались преступники, такие как Аль Капоне, Алькатрас претерпел многочисленные воплощения, которые внесли свой вклад в ее уникальную и многослойную историю. Первоначально заселенный коренными народами, прибывшими более 10 000 лет назад, остров был признан за его стратегическое значение как военная крепость в эпоху гражданской войны, а позже стал катализатором движения коренных американцев Красной державы с революционной 18-месячной оккупацией индейцами. всех племен с 1969 по 1971 год.Сегодня Алькатрас является частью Национальной зоны отдыха «Золотые ворота» и является одним из самых популярных национальных парков и туристических направлений, ежегодно привлекающим более 1,4 миллиона человек. На острове также находится первый маяк Западного побережья, а также сады, водоемы и гнездятся птицы.
Первоначально заселенный коренными народами, прибывшими более 10 000 лет назад, остров был признан за его стратегическое значение как военная крепость в эпоху гражданской войны, а позже стал катализатором движения коренных американцев Красной державы с революционной 18-месячной оккупацией индейцами. всех племен с 1969 по 1971 год.Сегодня Алькатрас является частью Национальной зоны отдыха «Золотые ворота» и является одним из самых популярных национальных парков и туристических направлений, ежегодно привлекающим более 1,4 миллиона человек. На острове также находится первый маяк Западного побережья, а также сады, водоемы и гнездятся птицы.
О компании Matterport, Inc.
Matterport позволяет любому человеку реконструировать в цифровом виде реальные пространства для использования в VR, AR, веб-приложениях и мобильных приложениях. Используя комплексную иммерсивную мультимедийную платформу Matterport, пользователи могут легко создавать, изменять, перемещаться и совместно использовать Matterport Spaces для использования в различных отраслях и приложениях. Чтобы узнать больше о том, как Matterport работает над тем, чтобы любой желающий мог испытать это в любом месте на сайте materialport.com в любое время, посетите сайтatterport.com.
Чтобы узнать больше о том, как Matterport работает над тем, чтобы любой желающий мог испытать это в любом месте на сайте materialport.com в любое время, посетите сайтatterport.com.
Добавить Garden Gate (приложение) — Справочный центр RoomSketcher
RoomSketcher включает в себя набор красивых садовых ворот, которые вы можете добавить к забору в своем саду или на плане участка. В этой статье описаны действия при использовании приложения RoomSketcher на компьютере или планшете.
Чтобы добавить садовую калитку, сначала нарисуйте периметр периметра / ограждения, оставив место для калитки.Затем добавьте перила / забор и, наконец, ворота. Вот подробные шаги.
Шаги для добавления ворот периметра
- В приложении RoomSketcher откройте режим Walls (нажмите красную кнопку Mode и нажмите Walls ).
- Используйте разделительную линию , чтобы обозначить местоположение сада ограждения . Если вам нужны более подробные инструкции, см. Построение периметра в Создание трехмерного плана участка.
- Либо нарисуйте две разделительные линии, чтобы обозначить путь, и отметьте место, где будут расположены ворота:
ИЛИ
Нарисуйте две короткие разделительные линии, чтобы отметить оба конца того места, где будут расположены ворота.
Примечание: Большинство ворот имеют ширину по умолчанию около 85 см (33 дюйма), поэтому размещайте разделительные линии как минимум на этом расстоянии друг от друга. Или, если вы планируете изменить ширину ворот на нестандартный размер, разместите метки на таком расстоянии друг от друга. Помните, что разделительные линии невидимы, поэтому они не будут видны на изображениях или планах этажей. - Добавьте перила на всех разделительных линиях , кроме , где будут ваши ворота. Для этого щелкните Выбрать , щелкните разделительную линию, чтобы выделить ее, а затем щелкните Перила справа. Если вам нужны более подробные инструкции по добавлению перил, см. Добавление ограждений и перил в разделе Создание трехмерного плана площадки.
- Теперь добавляем ворота. Откройте режим Мебель и найдите Garden Gate .
- Щелкните или коснитесь, чтобы выбрать ворота, и щелкните, чтобы разместить ворота на плане.
- Перетащите его на место и используйте прямые стрелки или панель «Свойства», чтобы настроить размер.
Подсказка : Помните, как подписчик Pro, вы можете заменить материалы на воротах для более индивидуального вида. - Сделайте снимок, чтобы увидеть свои новые ворота.
 Если вам нужны более подробные инструкции, см. Построение периметра в Создание трехмерного плана участка.
Если вам нужны более подробные инструкции, см. Построение периметра в Создание трехмерного плана участка. Если вам нужны более подробные инструкции по добавлению перил, см. Добавление ограждений и перил в разделе Создание трехмерного плана площадки.
Если вам нужны более подробные инструкции по добавлению перил, см. Добавление ограждений и перил в разделе Создание трехмерного плана площадки.Статьи по теме
Еще нет приложения?
Убедитесь, что вы скачали приложение RoomSketcher на свой компьютер или планшет.
Загрузить сейчас ->
Задвижка— 3D Plant
Задвижка , также известная как шлюзовая задвижка , представляет собой клапан, который открывается путем подъема круглой или прямоугольной задвижки / клина с пути прохождения жидкости. Отличительной особенностью задвижки является то, что уплотняющие поверхности между задвижкой и седлами плоские, поэтому задвижки часто используются, когда требуется прямолинейный поток жидкости и минимальное ограничение. Поверхности ворот могут быть параллельны, но чаще всего имеют форму клина.Задвижки в основном используются для разрешения или предотвращения потока жидкости, но обычные задвижки не следует использовать для регулирования потока, если они специально не предназначены для этой цели. Из-за своей способности пропускать жидкости задвижки часто используются в нефтяной промышленности. Для очень густых жидкостей используется специальный клапан, часто известный как ножевой клапан , для прорезания жидкости. [1] При открытии задвижки путь потока увеличивается очень нелинейно по отношению к проценту открытия.Это означает, что скорость потока не изменяется равномерно с ходом штока. Кроме того, частично открытый затвор имеет тенденцию вибрировать от потока жидкости.
Отличительной особенностью задвижки является то, что уплотняющие поверхности между задвижкой и седлами плоские, поэтому задвижки часто используются, когда требуется прямолинейный поток жидкости и минимальное ограничение. Поверхности ворот могут быть параллельны, но чаще всего имеют форму клина.Задвижки в основном используются для разрешения или предотвращения потока жидкости, но обычные задвижки не следует использовать для регулирования потока, если они специально не предназначены для этой цели. Из-за своей способности пропускать жидкости задвижки часто используются в нефтяной промышленности. Для очень густых жидкостей используется специальный клапан, часто известный как ножевой клапан , для прорезания жидкости. [1] При открытии задвижки путь потока увеличивается очень нелинейно по отношению к проценту открытия.Это означает, что скорость потока не изменяется равномерно с ходом штока. Кроме того, частично открытый затвор имеет тенденцию вибрировать от потока жидкости. Большая часть изменения потока происходит около отсечки с относительно высокой скоростью жидкости, что вызывает износ затвора и седла и возможную утечку, если используется для регулирования потока. Типичные задвижки предназначены для полного открытия или закрытия. [2] В полностью открытом состоянии типичная задвижка не имеет препятствий на пути потока, что приводит к очень низким потерям на трение. [2]
Большая часть изменения потока происходит около отсечки с относительно высокой скоростью жидкости, что вызывает износ затвора и седла и возможную утечку, если используется для регулирования потока. Типичные задвижки предназначены для полного открытия или закрытия. [2] В полностью открытом состоянии типичная задвижка не имеет препятствий на пути потока, что приводит к очень низким потерям на трение. [2]
Задвижки приводятся в действие штоком с резьбой, который соединяет привод (например,г. маховик или мотор) к воротам. Они характеризуются наличием либо поднимающегося, либо неподнимающегося стержня, в зависимости от того, на каком конце стержня имеется резьба. Подъемные штоки прикреплены к заслонке и вместе поднимаются и опускаются во время работы клапана, обеспечивая визуальную индикацию положения клапана. Привод имеет форму гайки, которая вращается вокруг резьбового стержня для его перемещения. Клапаны с обратным штоком прикреплены к приводу, вращаются вместе с ним и ввинчиваются в затвор. У них может быть указатель, навинченный на верхний конец штока, чтобы указывать положение клапана, поскольку движение заслонки скрыто внутри клапана.Невысокие стебли используются под землей или там, где вертикальное пространство ограничено.
У них может быть указатель, навинченный на верхний конец штока, чтобы указывать положение клапана, поскольку движение заслонки скрыто внутри клапана.Невысокие стебли используются под землей или там, где вертикальное пространство ограничено.
Крышки обеспечивают герметичное закрытие корпуса клапана. Задвижки могут иметь ввинчиваемую, соединительную или привинченную крышку. Ввинчивающаяся крышка является самой простой и обеспечивает прочное герметичное уплотнение. Крышка Union подходит для приложений, требующих частого осмотра и очистки. Это также придает телу дополнительную силу. Крышка с болтовым соединением используется для больших клапанов и приложений с более высоким давлением.
Другой тип конструкции крышки в задвижке — крышка с уплотнением давления .Эта конструкция используется для клапанов, работающих при высоком давлении, обычно превышающем 2250 фунтов на квадратный дюйм (15 МПа). Уникальной особенностью крышки с герметичным уплотнением является то, что крышка заканчивается обращенной вниз чашкой, которая помещается внутри корпуса клапана. По мере увеличения внутреннего давления в клапане стороны чашки выталкиваются наружу. улучшение уплотнения корпуса-капота. Другие конструкции, в которых уплотнение обеспечивается за счет внешнего зажимного давления, имеют тенденцию создавать утечки в соединении корпуса и крышки.
По мере увеличения внутреннего давления в клапане стороны чашки выталкиваются наружу. улучшение уплотнения корпуса-капота. Другие конструкции, в которых уплотнение обеспечивается за счет внешнего зажимного давления, имеют тенденцию создавать утечки в соединении корпуса и крышки.
Задвижки могут иметь фланцевые концы, просверленные в соответствии со стандартами размеров фланцев для трубопроводов.Задвижки обычно изготавливаются из чугуна, высокопрочного чугуна, литой углеродистой стали, пушечного металла, нержавеющей стали, легированных сталей и кованых сталей.
Цельнометаллические задвижки обычно используются в камерах сверхвысокого вакуума для изоляции областей камеры. [3]
Изображения
eA Задвижка из нержавеющей стали 2 ″ с фланцами. Болты соединяют нижний корпус клапана с верхней «крышкой». Видимая резьба на штоке клапана, выступающая над маховиком, показывает, что это клапан с выдвижным штоком.
Нержавеющая сталь Обратный клапан
Отливка задвижки из инконеля
Задвижка Cryogenic 254 SMO
Криогенная супердуплексная задвижка замерзла во время работы
См.
 Также
ТакжеMontano v. City of South Gate, 13 Cal.App.3d 446
JEFFERSON, J.
Гилберт Д. подал иск о возмещении телесных повреждений.Монтано, как индивидуально, так и в качестве опекуна ad litem Эдварда Джозефа Монтано, несовершеннолетнего, против ответчиков Сити оф Южные Ворота (далее именуемые Городом) и Эверетта Аллена Шонга. 28 октября 1968 года после суда присяжных было вынесено решение в пользу Гилберта Д. Монтано в размере 13 000 долларов и в пользу несовершеннолетнего — 65 000 долларов и судебных издержек. Адвокат истцов представил счет на возмещение расходов в размере 794,10 доллара.
4 ноября 1968 года городской советник направил адвокату истцов страховой компании Travelers Insurance векселей на имя Гилберта Д.Монтано в сумме 13000 долларов Гилберту Д. Монтано в качестве Guardian ad Litem для Эдварда Джозефа Монтано в сумме 65000 долларов и обоим истцам в сумме 794,10 доллара. Никакие проценты не включались за неделю между вынесением судебного решения и объявлением платежа. Сопроводительное письмо, прилагаемое к черновикам, при условии, что 65 000 долларов были выставлены «для урегулирования судебного решения Эдварда Джозефа Монтано», а черновик на 794,10 доллара был выставлен «для оплаты судебных издержек». В письме также говорилось: «Если на момент получения этих тратт будут начислены проценты по судебному решению, пожалуйста, сообщите мне сумму, и я произведу оплату.Адвокат истца вернул эти два черновика, объяснив, что он не может принять условное предложение от имени несовершеннолетнего, поскольку считает решение суда в пользу несовершеннолетнего неадекватным и намеревается подать ходатайство о новом судебном разбирательстве.
Сопроводительное письмо, прилагаемое к черновикам, при условии, что 65 000 долларов были выставлены «для урегулирования судебного решения Эдварда Джозефа Монтано», а черновик на 794,10 доллара был выставлен «для оплаты судебных издержек». В письме также говорилось: «Если на момент получения этих тратт будут начислены проценты по судебному решению, пожалуйста, сообщите мне сумму, и я произведу оплату.Адвокат истца вернул эти два черновика, объяснив, что он не может принять условное предложение от имени несовершеннолетнего, поскольку считает решение суда в пользу несовершеннолетнего неадекватным и намеревается подать ходатайство о новом судебном разбирательстве.
После этого ходатайство о новом судебном разбирательстве от имени несовершеннолетнего истца было подано, и 30 декабря 1968 г. оно было отклонено. 21 января 1969 г. суд исполнил постановление, утверждающее компромисс по иску несовершеннолетнего и уполномочивающее адвоката истцов представить ответчикам с удовлетворением судебного решения после выплаты ему от имени его клиента суммы в размере 65 000 долларов США плюс 794 доллара США. 10 судебных издержек и проценты на 65 000 долларов с даты вынесения приговора до 27 января 1969 года в размере 1 154,90 долларов.
10 судебных издержек и проценты на 65 000 долларов с даты вынесения приговора до 27 января 1969 года в размере 1 154,90 долларов.
10 февраля 1969 года ответчики подали «Уведомление о движении по изменению приказа об одобрении компрометации иска несовершеннолетнего» с просьбой к суду исключить процентную сумму из компромиссного приказа на том основании, что тендер ответчиков от 4 ноября 1968 года, прекратил начисление процентов. Суд первой инстанции устно отклонил ходатайство, и после этого в соответствии с оговоркой приступил к устному ходатайству об удовлетворении приговора (Кодекс Civ.Proc., § 675), чтобы рассмотреть на основе доказательств вопрос о том, были ли проценты начислены и рассчитаны должным образом. 7 апреля 1969 г. суд отклонил ходатайство 675 на том основании, что предложение, хотя в остальном и достаточное, не было безусловным.
После этого, 19 мая 1969 г., городские власти обратились с письменным требованием к адвокату истцов об удовлетворении судебного решения и приложили вексель на 100 долларов, что, как указано в письме, превышало проценты за недельный период с 28 октября. до 4 ноября 1968 г.Когда их требование было отклонено, городские власти 29 мая 1969 года подали официальное письменное уведомление о ходатайстве об удовлетворении судебного решения. 6 июня 1969 года городские власти обратили внимание на апелляцию на неблагоприятное решение суда первой инстанции от 7 апреля 1969 года. 10 июня 1969 года суд первой инстанции отклонил второе ходатайство, а 1 августа 1969 года городские власти обжаловали это постановление. .
до 4 ноября 1968 г.Когда их требование было отклонено, городские власти 29 мая 1969 года подали официальное письменное уведомление о ходатайстве об удовлетворении судебного решения. 6 июня 1969 года городские власти обратили внимание на апелляцию на неблагоприятное решение суда первой инстанции от 7 апреля 1969 года. 10 июня 1969 года суд первой инстанции отклонил второе ходатайство, а 1 августа 1969 года городские власти обжаловали это постановление. .
Суд может дать указание об удовлетворении приговора, если доказательства показывают, что приговор «фактически исполнен» (Code Civ.Proc., § 675). Доказательства по настоящему делу не оспариваются.
Раздел 1494 Гражданского кодекса гласит: «Предложение исполнения не должно содержать каких-либо условий, выполнение которых кредитор не обязан со своей стороны». (1) Письменное предложение, отправленное по почте 4 ноября 1968 г., не содержало ненадлежащих условий. К нему прилагались проекты, покрывающие как основную сумму, так и затраты, и содержалось предложение дополнительно уплатить небольшую сумму начисленных процентов. Истец не возражал ни против того, что тендерное предложение проводилось в форме векселей, ни против того факта, что в них не была включена небольшая сумма начисленных процентов, которую ответчик также предлагал выплатить.Тендер был отклонен исключительно на том основании, что истец хотел сохранить свое право подать ходатайство о новом судебном разбирательстве.
Истец не возражал ни против того, что тендерное предложение проводилось в форме векселей, ни против того факта, что в них не была включена небольшая сумма начисленных процентов, которую ответчик также предлагал выплатить.Тендер был отклонен исключительно на том основании, что истец хотел сохранить свое право подать ходатайство о новом судебном разбирательстве.
Единственное условие, которое ответчик наложил в своем тендере, заключалось в том, что предложенная сумма будет «для урегулирования судебного решения Эдварда Джозефа Монтано». В данных обстоятельствах это не было условием, «которое кредитор не обязан со своей стороны выполнять» по смыслу статьи 1494 Гражданского кодекса ( Ferrea v. Tubbs (1899) 125 Cal.687, 691-692 [58, стр. 308]; Stein v. Leeman (1911) 161 Cal. 502, 504 [119, с. 663]; Hancock v. Hunt (1917) 34 Cal.App. 530 [168 P. 142].)
Истец здесь утверждает, что если бы он принял предложение, сделанное 4 ноября 1968 г., он бы отказался от своего ходатайства о новом судебном разбирательстве. При условии, что это так, это не меняет эффекта тендера как средства прекращения получения процентов. В деле Ferrea v. Tubbs, выше, истец подал апелляцию на судебное решение, которое он считал недостаточным.Во время рассмотрения апелляции ответчики объявили о выплате основной суммы, затрат и процентов на сегодняшний день «в качестве оплаты в полном объеме». Истец отказался от тендера. После того, как приговор был подтвержден, суд первой инстанции вынес постановление об удовлетворении приговора после выплаты первоначально предложенной суммы. Затем истец обжаловал это постановление. Подтверждая это, Верховный суд сказал (стр. 692): «Подтверждением приговора в этом суде было объявлено, что истец не должен был обжаловать это дело.Далее было заявлено, что действующее предложение ответчиков было достаточным по сумме для покрытия всех справедливых требований истца и поэтому должно было быть принято, когда оно было сделано.
Добавить комментарий