
Какое оборудование используется для производства профнастила
Современное предприятие по производству профнастила должно быть оснащено специальным оборудованием, которое обеспечивает высокую скорость выполнения работы и качество готового материала.
Ручной станок для гибки профнастила
Ручной станок — это устройство, которое не требует внешних источников энергии, а только небольшого помещения или навеса на стройплощадке и двух рабочих. Это хороший вариант для небольшой строительной компании, если для сооружения объекта нужно не очень много изделий из профлиста. Иногда их слишком дорого доставлять на объект, и тогда можно организовать изготовление профнастила прямо на месте — например, делать доборные элементы для кровли.
Состав
- Стоящий на станине гибочный механизм, в состав которого входят шарниры и шестерни, приводящиеся в движение ручными рычагами, а также гибочная матрица и прижимная балка.
- Подающий стол, на который укладывается заготовка. Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь.
- Принимающий стол и пластина, при помощи которой задаётся нужный угол изгиба и фиксируется остальной лист.
За одну рабочую смену производится около 120 листов профнастила (1×2,5м). Станок окупается довольно быстро, особенно если он стоит на строительном объекте и не приходится тратится на доставку профнастила — только на доставку заготовки. В качестве последней служит углеродистая или нержавеющая сталь или же медь/алюминий, потому что материал с полимерным покрытием может потерять эстетичный вид в процессе гибки — для такого нужны специальные, более дорогие станки.
Вот так выглядит работа с ручным станком:
Получаемые листы обычно не больше 2-2,5 метров в длину, потому что иначе может быть неравномерный изгиб профиля. Причина в различной силе сжатия на разных участках прижимной губы.
Причина в различной силе сжатия на разных участках прижимной губы.
Процесс производства можно описать как череду таких шагов:
- Лист фиксируют на столе зажимом.
- Стальная балка формирует трапецию либо волну профиля.
- Датчики контроля останавливают процесс изгибания в нужный момент.
- Угол изгиба контролируется при помощи шкалы, как и ход траверсы. Максимально он составляет 150°.
- После изгибания рулон разматывается.
- Процесс повторяется, пока не достигается требуемая длина, после чего лист разрезается.
Автоматическая линия для производства профнастила
Это автоматизированное оборудование с высокой производительностью обрабатывает холоднокатаную сталь и сталь с полимерным покрытием. Если доставка готового профлиста обходится очень дорого, то иногда можно установить на стройплощадке мобильную автоматическую линию. Но для серьёзных масштабов необходима полноценная линия с разными станами. Схема работы линии следующая:
1) подаётся заготовка;
2) происходит подгибка и полоса проката формируется в соответствии с нужными конфигурациями;
3) гильотинные ножницы нарезают лист;
4) продукт готовится к упаковке.
Вот так происходит изготовление профнастила на нашем предприятии:
Состав линии:
1) программный блок, с помощью которого линия включается и выключается, а также задаются рабочие программы, определяющие высоту гофры;
2) разматыватель — это вал, на который лист надевается и удерживается для фиксации к месту профилирования;
3) прокатный станок — главный элемент, на котором и происходит изгиб металла в профлист согласно программе;
4) гильотинные ножницы или проще говоря обрезной пресс, режущий профиль по заданным параметрам;
5) стол приемный — ровная поверхность, размеры которой соответствуют размерам продукции; это место, на котором готовые листы штабелируются и продукция упаковывается для отправки на склад.
Типы прокатки
Существует два типа прокатки:
1) клином или последовательная — вначале прокатывается середина листа, а затем уже катаются крайние гофры;
2) одновременная схема, при которой все гофры профилируемого листа прокатываются в одночасье.
Предпочтительно использовать именно последнюю схему, поскольку в таком случае утяжка будет одинаковая. При последовательной прокатке из-за того, что края и середина прокатываются отдельно, по краям могут появиться ёлочки и перекаты, а при одновременной это исключено.
Преимущества автоматизированных линий
Производство профнастила с автоматизированной линией обеспечивает не только удобство, но и другие преимущества:
- производительность достигает 1000 м² за одну смену, что в разы больше, чем у ручного станка;
- лёгкую эксплуатацию, для которой достаточно одного человека;
- широкий арсенал программ, благодаря которым по спецзаказам можно выпускать любые листы;
- абсолютную геометрию листов;
- гофры, соответствующие требованиям ГОСТ.
Конечно, к помещению, где располагается такая техника, предъявляются довольно строгие требования. Линия стоит дорого, а для каждой марки профнастила нужен отдельный стан, что по силам только серьёзным производителям. Кроме того, можно комплектовать её дополнительным оборудованием, которое упрощает процесс производства.
Валики прокатного стана
С разматывателя металлические листы попадает на валики, где они формуются согласно поставленной программе. Форма валиков определяет особенности профиля листа. Они могут быть цельными или же наборными — состоять из нескольких шайб, колец и втулок. Последний вариант даёт возможность быстро менять размеры и форму рельефа или же подбирать необходимый орнамент.
Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием).
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.
Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
оборудование для производства профнастила | ООО Альта-Транс
Линия по производству профнастила: комплектация и возможности
- Разматыватель;
для подачи рулонного материала в линию - Прокатный профилирующий стан;
- Гильотина;
для отреза в заданный размер - Приёмный стол;
для приема готового материала - АСУ.
автоматическая система управления
1. РАЗМАТЫВАТЕЛЬ
Устройство используется для того, чтобы подавать рулонную сталь в профилирующий агрегат. При производстве профнастила оборудование может эксплуатироваться в ручном или автоматическом режиме, в зависимости от стадии выполнения задачи.
Основные технические характеристики оборудования для производства профнастила:
- мощность 1,5-2,2 кВт;
- предельный диаметр разжатия 510-610 мм;
- грузоподъемность 8-10 т.
По желанию заказчика розжим лопастей разматывателя может быть с механическим или гидравлическим приводом.
2. ПРОКАТНЫЙ СТАН
Станки для профнастила работают в соответствии с методом последовательного профилирования. Удобство эксплуатации оборудования для производства профилей обеспечивается за счёт регулировки скорости проката и использования регулируемого направляющего стола, наличия отрезных ножниц для минимизации отходов, превосходной эргономики.
Технические характеристики станка для профнастила имеют широкий диапазон и зависят от пожеланий заказчика. К таковым относятся диапазон закалки рабочего инструмента, варианты исполнения установки прокатного инструмента, производительность оборудования для изготовления профилей и множество других полезных опций.
3. ГИЛЬОТИНА
Этот станок для профнастила используется для отреза профилированного материала в заданный размер.
Максимальная потребляемая мощность гильотины составляет 4 кВт (данный параметр может изменяться в зависимости от толщины используемого в металла).
фото4. ПРИЁМНЫЙ СТОЛ СТАНКА ДЛЯ ПРОФНАСТИЛА
После отреза гильотиной готовый профнастил оборудование направляет на приемные лопасти, после чего тот сбрасывается на специальную платформу.
В зависимости от условий размещения станка (линии) по производству профнастила в конкретном помещении предусмотрено несколько вариантов исполнения приёмного стола. Мощность двигателя моторедуктора крыльев приемного стола составляет 0,57 кВт.
5. АСУ (автоматическая система управления)
В составе линии по производству профнастила используется автоматизированная система управления, позволяющая обеспечить эффективное согласование и управление работой каждого из станков для профнастила. Основными возможностями и преимуществами именно такой модификации АСУ является:
- использование электронных компонентов марок Mitsubishi, Panasonic;
- максимальная погрешность 0,5 мм на 1 м.п.;
- простота программирования, интуитивный интерфейс управления;
- контроль выполняемого заказа в любой стадии изготовления;
- слежение за ходом производственного процесса;
- вывод на дисплей всей текущей рабочей информации;
- возможность настройки оборудования для изготовления профнастила с минимальным количеством отходов.


Высокая точность, производительность и энергоэффективность используемого оборудования — одно из основных условий любого успешного предприятия. Польский станок (линия) для производства профнастила обладает отличными эксплуатационными показателями при доступной цене. «Альта-Транс» предлагает оборудование, приносящее успех.
Оборудование для производства профнастила, цена производителя в Украине
Листогиб РГ– Днепр , нашего производства, для профнастила. относится к категории профилирующих станков, которые придают форму гладкому листу методом гнутья. Листогиб РГ – Днепр имеет специальную платформу для возможности установки профилирующего элемента – верхней губки под профнастил.
Листогиб РГ – Днепр выполняется в двух вариантах.
- Первый вариант предусматривает исполнение универсального листогиба, который может использоваться и как листогиб, и как станок для производства профнастила.
- Второй вариант предусматривает исполнение, как станок для производства профнастила.
Ручной станок для профнастила достаточно популярен в Украине. Предприятия, расположенные в небольших населенных пунктах не могут позволить себе приобрести оборудование для профнастила прокатного типа, т.к. линия для профнастила стоит от $20000, а листогиб для изготовления профнастила стоит $1000-$1500. Качество изготовления профнастила на листогибе не ниже, чем на линии для профнастила. Ручной станок для профнастила обеспечивает резкую линию перехода плоскостей и профнастил изготовленный на нем имеет особый «шарм».
Купить станок для профнастила вы сможете у нас. Станок профнастила в Украине производит несколько компаний.. Помните, что чем больше функций выполняет станок, тем больше у вас вероятность взять какой-то особый заказ, который позволит вам быстрее окупить свой коленогиб и начать получать прибыль. Цена станка конечно важна, но если она варьируется в пределах 10%, а конкурентных преимуществ больше дает станок с большим количеством функций, то не колеблясь берите станок для профнастила у которого таких функций больше. Не покупайте станок по принципу «у соседа такой». Не спешите. Покопайтесь в интернете, поговорите с теми, кто продает такие станки для профнастила. Посмотрите, как производят станок для производства профнастила и какие слесаря этот станок собирают. Познакомьтесь с главным инженером предприятия где собирается станок для профлиста. Спросите рекомендации у тех кто уже имеет, или имел станок для профлиста. Посмотрите процесс изготовления профлиста, осмотрите сам станок, поработайте на нем. Обратите внимание на мелочи. Фаски, заусенцы — должны отсутствовать. Если они есть, то, скорее всего это подделка, или отсутствует культура машиностроительной сборки. Странно, но те кто имеет станок для производства профнастила , часто теряются, если его нужно подрегулировать. Не бойтесь сломать станок при регулировке. Он изготовлен из железа, а не из пластилина. Внимательно прочитайте инструкцию. Если не получается отрегулировать, позвоните нам. Вовремя смазывайте свой станок для гпрофнастила. Лишняя смазка не помешает, а только уменьшит износ трущихся частей. Если вы в детстве собирали одну сторону кубика Рубика, то станок вы освоите очень быстро.
Не покупайте станок по принципу «у соседа такой». Не спешите. Покопайтесь в интернете, поговорите с теми, кто продает такие станки для профнастила. Посмотрите, как производят станок для производства профнастила и какие слесаря этот станок собирают. Познакомьтесь с главным инженером предприятия где собирается станок для профлиста. Спросите рекомендации у тех кто уже имеет, или имел станок для профлиста. Посмотрите процесс изготовления профлиста, осмотрите сам станок, поработайте на нем. Обратите внимание на мелочи. Фаски, заусенцы — должны отсутствовать. Если они есть, то, скорее всего это подделка, или отсутствует культура машиностроительной сборки. Странно, но те кто имеет станок для производства профнастила , часто теряются, если его нужно подрегулировать. Не бойтесь сломать станок при регулировке. Он изготовлен из железа, а не из пластилина. Внимательно прочитайте инструкцию. Если не получается отрегулировать, позвоните нам. Вовремя смазывайте свой станок для гпрофнастила. Лишняя смазка не помешает, а только уменьшит износ трущихся частей. Если вы в детстве собирали одну сторону кубика Рубика, то станок вы освоите очень быстро.
СТАНОК ДЛЯ ПРОФНАСТИЛА. СОВЕТЫ ПРИ ПОКУПКЕ.
Если у вас ограниченный, или небольшой рынок сбыта, то ручной станок для профнастила – удачное вложение денег. Не спешите покупать станок, который будет изготавливать только профнастил. Узкоспециализированное оборудование для профнастила вы купить всегда успеете, поэтому для начала купите универсальный станок для профнастила, который выпускает наше предприятие. На нем вы сможете не только изготавливать профнастил, но и сможете изготавливать доборные элементы кровли, водосточную систему, отливы, водостоки, гнуть и резать металл. Он занимает мало места. В случае если профнастил будет хорошо востребован, то вы всегда сможете купить еще один станок и таким образом сможете заполнить пробелы рынка профнастила. Станок для профлиста окупится в случае изготовления на нем около 2000-3000 листов профнастила.
Листогибочный станок — Производство профнастила
Ручной листогиб ЛГС-2500
Листогибочный станок ЛГС 2500 — простой и весьма эффективный листовой станок для проведения жестяных работ по гибки листового металла. Данный листогиб, цена которого весьма приятна, отлично подходит для работы и в небольших мастерских, и непосредственно на строительной площадке …
Ручной листогиб ЛГС-3000
Ручной листогиб ЛГС 3000 используют для резки и гибки листовых металлов, допускается наличие покрытия краской или цинком. Этот функциональный листогиб, купить который можно у нас, обладает рядом преимуществ …
Листогиб для профнастила ЛСП 2000 — это простое и многофункциональное устройство с высокой производительностью и автономностью. Данный листогиб обеспечит мелкосерийное производство различных типов профнастила …
Станок профнастила ЛСП-2000
Листогибочный станок ЛГР-2500 предназначен для серийного производства самых разнообразных доборных элементов: фигурного конька, профнастила, отливов, сайдинга, замкнутого профиля и прочее …
Листогибочный станок ЛГР-2500
Листогибочный станок ВЭЛ 2500 проходной профессиональный ручной гибочный станок без ограничения подачи листа. Это цеховой вариант ручного листогибочного станка, предназначенный для серийного производства . ..
..
Листогибочный станок
ВЭЛ-2500
Листогибы нашего производства
Производство листогибочных станков является основной сферой деятельности Российской Компании «РИМ». Мы предлагаем вам купить листогиб с доставкой прямо на объект. Наши гибочные станки надежны и незаменимый при выполнении жестяных работ.
Ручной листогиб ЛС-РИМ-25
Новая модель листогибочного станка
ЛС-РиМ-25 отличается большей эффективностью и лучшими эксплуатационными свойствами и техническими параметрами …
Листогибочный станок ЛС-РИМ-30
Еще практичнее, еще надежнее, еще функциональнее, еще производительнее стал новый листогибочный станок
ЛС-РиМ-30, не так давно разработанный специалистами производственного предприятия «РиМ».
Конструкция станка для производства профнастила
Сегодня мы подготовили статью на тему: «конструкция станка для производства профнастила», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.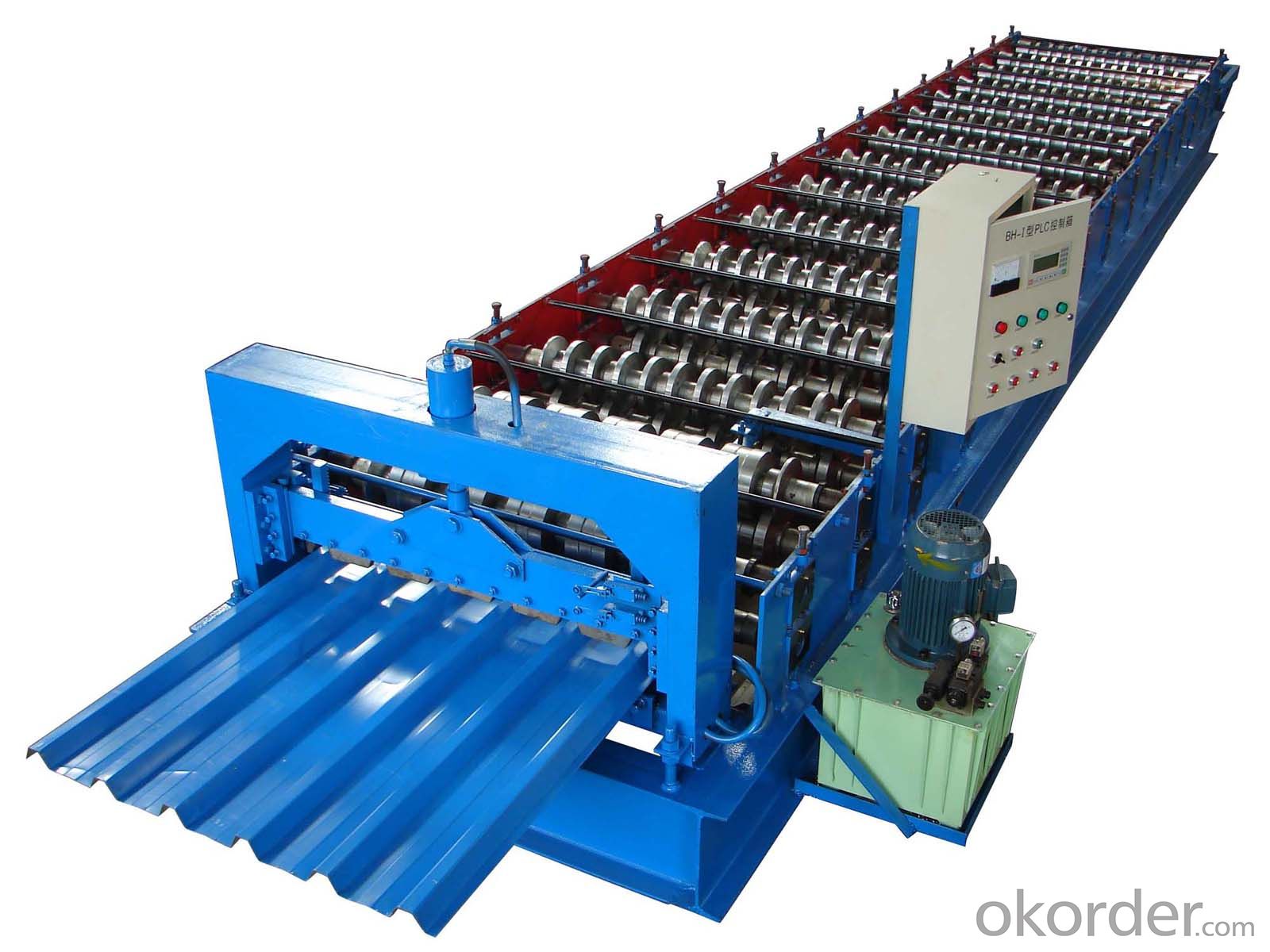
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Ручной станок для профнастила — в чем достоинства такого решения?В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастилаРучной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.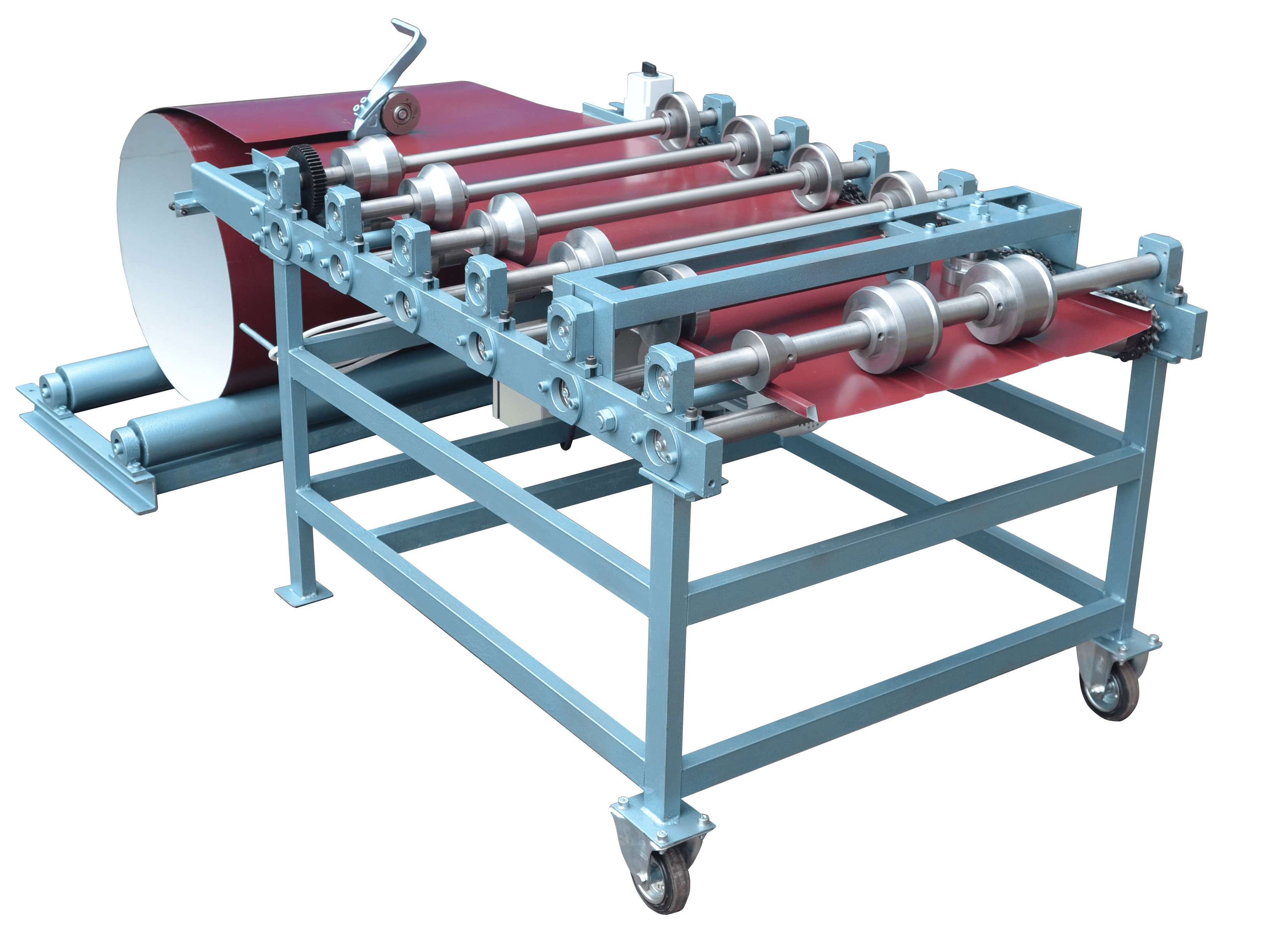
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастилаСтанок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристикиСтанок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Какие бывают станки для профнастила? Какова сфера их применения? Сколько окупаются ручные станки для производства профнастила? И когда выгоднее покупать линии? Ответы — в статье. Читайте!
Сайт oprofnastile.ru – актуальная и полезная информация о профнастиле, его монтаже и использовании, советы профессионалов и пошаговые инструкции для Вас.
Все текстовые материалы, размещенные на сайте, ДЕЙСТВИТЕЛЬНО защищены согласно действующему законодательству, на что имеются все необходимые документы, в том числе договора.
Тем не менее, если вы хотите поделиться каким-либо материалом со своими читателями, вы можете перепечатать его. При этом вы обязаны снабдить статью незащищенной от индексирования гиперссылкой на страницу данного сайта, откуда был скопирован материал. На одном ресурсе можно разместить не более 5 статей, скопированных с данного сайта.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 5 проголосовавших: 6Линия для производства профнастила в лизинг + Пусконаладка под ключ!
Прокатные линии предназначены для производства профнастила. Линии отличаются высокой универсальностью и позволяют работать с разными типами материала: чёрная, оцинкованная сталь, металлы с декоративно-защитным и лакокрасочным покрытием.
Как показывает практика, данная продукция является крайне востребованной на российском рынке. Практически любой строительный проект в той или иной степени зависит от поставок данной продукции.
Заказать
Паспорт станка
Оборудование, представленное в данном каталоге отличается высокой степенью автоматизации, что позволяет добиться высокой точности и качества продукции.
Прокатные линии производятся в соответствии с индивидуальным техническим заданием клиента, что обеспечивает наиболее полного соответствие линии параметрам конечного изделия и условиям эксплуатации оборудования.
состав линии
• Система размотки рулонного металла, включающая подающую тележку, механизм торможения.
• Механизм выравнивания листа и подачи на блок прокатки.
• Механизм прокатки.
• Механизм отрезки.
• Приёмный стол.
• Механизм укладки.
• Приводные системы.
• Электронная система.
• Рулон металла устанавливается на приемную тележку, в дальнейшем загрузка рулона в линию резки производится автоматически. Механизм размотки оснащен системой автоматической регулировки скорости и экстренным тормозом с пневматическим приводом. Специальные реечные направляющие препятствуют перекосу материала.
• Механизм выравнивания листа обеспечивает равномерную подачу материала относительно оси прокатки на прокатный стан.
• Прокатный стан формирует профиль, а механизм штамповки придаёт необходимый шаг получаемой черепицы.
• Блок поперечной резки оснащен гильотиной с высококачественными ножами, рассчитанными на длительный срок эксплуатации.
• Готовая продукция формируется в пачки на разгрузочном столе. Разгрузка готового листа, производится автоматически.
Технические характеристики автоматической линии для производства профильного листа
| Материал | Холоднокатаная сталь и сталь с полимерным покрытием. Пурал.,Пластизол 200, Пластизол 100 |
| Материал покрытия : | Матовый полиэстер Полиэстер. |
| Толщина покрытия. | 0,025–0,2 |
| Плотность материала | ob≤400MPa |
| Толщина листа | 0,4–0,55 |
| Ширина заготовки, | 1250,00 |
| Внутренний диаметр барабана. | 485–535. |
| Внешний диаметр барабана. | 700–1400 |
| Вес рулона металла | 8,00 |
| Допуск на ширину | ~0,5 |
| Скорость работы | 2,00 |
| Общ. Мощность | 12,00 |
| Производительность | 450,00 |
| Шаг волны | 350,00 |
| Высота профиля | 25,00 |
| Максимальная длина | 8000,00 |
| Общие габаритные размеры: | 32000×1700×1800 |
Описание и преимущества профнастила
В наше время одним из наиболее популярных кровельных материалов является профнастил. Мы занимаемся поставкой автоматических линий для производства профнастила и предлагаем владельцам предприятий, которые специализируются на профнастиле, оценить все выгоды нашей техники.
Мы занимаемся поставкой автоматических линий для производства профнастила и предлагаем владельцам предприятий, которые специализируются на профнастиле, оценить все выгоды нашей техники.
Профнастил имеет много преимуществ:
- высокую прочность;
- надежность в эксплуатации;
- коррозийную стойкость;
- широкую гамму цветов;
- современный дизайн;
- простой монтаж;
- удобен для транспортировки.
Металлические листы подвергают профилированию для увеличения жесткости.
Используется для кровли, облицовки стен, заборов и ограждений, несъемной опалубки во время строительства больших объектов и др.
Линия для производства профнастила – это автоматизированное оборудование, которое отличается высокой производительностью. Схема работы довольно проста:
- идет подача обрабатываемого материала
- осуществляется подгибка и формовка полосы проката до необходимых конфигураций,
- нарезка листа с помощью гильотинных ножниц,
- листы готовы к упаковке
Профилегибочное оборудование из Китая -Линия производства профнастила
Профилегибочное оборудование из Китая предназначено для изготовления высококачественных стальных холодногнутых листовых профилей (металлочерепицы), отвечающих мировым стандартам, для обустройства кровли зданий и сооружений с защитно-декоративным покрытием (лакокраска, пластизоль).
Линия bиз Китая предназначена для производства стенового профнастила из оцинкованной стали (ГОСТ 14918) и тонколистового металла с полимерным или лакокрасочным декоративно-защитным покрытием (ГОСТ 30246-94; ГОСТ 9045; ГОСТ 1050) толщиной 0,45-1,20 мм. Профилегибочное китайское оборудование представлено линиями по производству профнастила (профлиста) различных марок С8, С10, МП20 (RN20), С21, НС35, С44, Н57, Н60 и Н75.
Технология производства профнастила основана на методе холодной прокатки гладкого листа металла. Оборудование для производства профнастила (профлиста) позволяет из рулона оцинкованного металла с полимерным покрытием получать гофрированный профнастил определенной геометрии. Для разных видов профлиста требуются разные прокатные станы и ножницы для резки. А состав оборудования для изготовления профнастила одинаков для любого вида профиля: разматыватель, прокатный стан, ножницы, приемное устройство, система автоматического управления.
Для разных видов профлиста требуются разные прокатные станы и ножницы для резки. А состав оборудования для изготовления профнастила одинаков для любого вида профиля: разматыватель, прокатный стан, ножницы, приемное устройство, система автоматического управления.
Технологический процесс производства профнастила
разматыватель рулона — направляющая платформа — станок для резки металла — прокатный стан — гидравлическая станция — ножницы гильотинные — пункт автоматического управления — приемное устройство
Основное технологическое оборудование по производству профнастила и металлочерепицы1. Гидравлический консольный разматыватель
Предназначен для установки и размотки рулонов тонколистового металлопроката (черного, оцинкованного, оцинкованного с лакокрасочным покрытием, пр.) для подачи его в прокатный стан. Оборудование оснащено тормозным устройством. Разматыватель синхронизирует скорость работы со скоростью прокатки при помощи собственной автоматики. Макс. грузоподъемность 10 т, ширина рулона 1280 мм.
2. Станок для резки металла
Отрезает перед станом последний лист из заказа для того, чтобы заменить рулон на другой цвет.
3. Стан холодной прокатки
Прокатный стан в оборудовании для профнастила выполняет главную функцию – формирует гофрированный профлист из гладкого листа. От конструкции прокатного стана и качества его изготовления зависит качество произведенного профнастила. Формирование всех гофр происходит одновременно начиная с первой клети прокатного стана. Количество профилирующих клетей зависит от сложности конфигурации изготавливаемого профиля.
4. Гидравлические гильотинные ножницы. Раскрой профилированного листа осуществляется электромеханической гильотиной точно повторяющей контур поперечного сечения профиля. Ножницы гильотинные предназначены для рубки готового профнастила на выходе из прокатного стана. Ножи ножниц выполнены в форме прокатываемого профиля и рубят профнастил без заусенцев.
Ножи ножниц выполнены в форме прокатываемого профиля и рубят профнастил без заусенцев.
5. Приемное устройство
Приемное устройство служит накопителем готового профнастила для его последующей упаковки и отгрузки на склад. Автоматическое штабелирующее устройство предназначено для приёма готового листа и укладки его на приёмный стол или тележку.
6. Автоматическая система управления
Управление линией осуществляется централизованно, с шкафа управления, возможности которого позволяют плавно регулировать скорость профилирования, количество и длину изготавливаемых профилей. Технология построения управляющего модуля позволяет плавно выполнять команды «пуск», «стоп», при этом процесс характеризуется довольно низкой инерционностью, чем обеспечивается одинаковое значение длин готовых профилей в одной партии.
Оборудование и системы для гофрирования в бумажной промышленности
Гофроагрегат или оборудование для гофрирования лучше всего определить как набор машин, который предназначен для непрерывного объединения трех, пяти или семи листов бумаги с образованием одинарного, двустенного или трехслойного картона. Гофроящики — неотъемлемая часть повседневной жизни. Он обеспечивает простой в использовании и возобновляемый источник упаковки практически для всех продуктов. Гофрокартон — одна из тех вещей, которые видишь каждый день.Контейнеры из гофрированного картона широко используются при упаковке промышленных и потребительских товаров. Спрос на гофроящики обнадеживает с учетом надлежащей упаковки и роста отраслей, основными продуктами которых являются косметика, мыло, автомобильные компоненты, посуда, изделия из стекла, фармацевтические препараты и печенье и т. Д. Бизнес гофроящиков полностью зависит от производственного сегмента ( все виды товаров, от продуктов питания до холодильников) нашего хозяйства. Поскольку гофроящики не могут быть доставлены на большие расстояния с экономической точки зрения, заводы по производству коробок обычно размещаются рядом с производственными площадками. Для запуска машины по производству гофроящиков необходимо иметь очень хорошее и качественное оборудование для гофрирования. После того, как вы начнете бизнес по производству гофроящиков, могут возникнуть различные проблемы, такие как планирование производства в соответствии с вашим графиком и мощностью, управление отходами, обеспечение качества вашего сырья и готовой продукции, своевременная отправка вашим клиентам.
Для запуска машины по производству гофроящиков необходимо иметь очень хорошее и качественное оборудование для гофрирования. После того, как вы начнете бизнес по производству гофроящиков, могут возникнуть различные проблемы, такие как планирование производства в соответствии с вашим графиком и мощностью, управление отходами, обеспечение качества вашего сырья и готовой продукции, своевременная отправка вашим клиентам.
В бумажной промышленности используется различное оборудование и системы для гофрирования. Некоторые из них включают:
- Роликовый конвейер и лента
- Автоматическая машина для склеивания папок
- Барабанная намоточная машина
- Рулон грудки для бумагоделательной машины
- Роликовый пресс
- Машина для производства проволочных рулонов
- Станок для прокатки войлока
A) Роликовый конвейер и лента
Эти ролики могут использоваться при перемещении поддонов, на гравитационных роликовых конвейерах, при мойке в химической и пищевой промышленности и т. Д.
B) Автоматические машины для склеивания папок
Этот тип оборудования для гофрирования в бумажной промышленности особенно подходит для массового производства. Они очень прочные и также используются для штамповки. Специально разработанный червячный механизм вместе с конвейером для нанесения покрытий этих машин обеспечивает плавное движение вверх и вниз. Также предусмотрен механизм подвески.
Характеристики:
- Блок нагрева и нормализации через вентиляторы
- Для увеличения времени сушки продукта можно подключить отдельный сушильный агрегат
- Рабочая ширина конвейера 24 дюйма
- Для большей эффективности к устройству можно подключить отдельный сушильный агрегат высотой 18 футов.
- Более выгодно для производителей муфт, тормозов и штамповки любого типа
- Длина станка обычно 6 метров
- Высокая производительность при нанесении покрытия на поверхность
- Прочная и функциональная панель управления
Благодаря простоте эксплуатации и меньшему опыту, он подходит для приклеивания всех видов листов и гофрированного картона. Но вы должны достаточно быстро изменить высоту и ширину коробки. Идеальный размер вставки — 260 мм. Это идеальная машина для картонной фабрики.
Но вы должны достаточно быстро изменить высоту и ширину коробки. Идеальный размер вставки — 260 мм. Это идеальная машина для картонной фабрики.
В течение 30 лет гофрированные изделия были проданы клиентам в более чем 90 странах тайваньской компанией Ming Wei Paperware Machinery Co. Ltd. Продукция компании в основном включает флексографские печатные машины, конвейерные и вспомогательные машины, оборудование для производства гофрокартона и высекальная машина с линейной печатью. Компания также специализируется на производстве и проектировании под ключ для клиентов.
C) Барабанная намоточная машина
Намоточные барабаны, этот тип оборудования для гофрирования, используются в перемоточной машине бумагоделательной машины.
Характеристики:
- Может поднимать до 15 тонн
- Имеют грузоподъемность до 15 м в длину и 1,3 м в диаметре
Ведущий британский независимый производитель валков Cope Engineering (Radcliffe) Limited (CERL) предоставляет подшипниковые узлы, а также при необходимости могут быть поставлены съемники валков, роторные соединения, уплотнения и шестерни.Компания специализируется на производстве валков для целлюлозно-бумажной промышленности. Помимо этого, она также занимается общей механической обработкой и точным машиностроением для широкого спектра отраслей.
D) Рулон грудки бумагоделательной машины
Гофрированные рулоны, тип оборудования для гофрирования, используются в формовочной части бумагоделательной машины. Характеристики такие же, как у барабанной намоточной машины.
E) Роликовый пресс
Прижимные валки используются в прессовой части бумагоделательной машины.Характеристики такие же, как у барабанной намоточной машины и грудки бумагоделательной машины.
F) Проволочные ролики
Проволочные ролики используются в формовочной части бумагоделательной машины. Характеристики такие же, как у барабанной намоточной машины, бумагоделательной машины для прижима грудок и роликовой прессы.
Характеристики такие же, как у барабанной намоточной машины, бумагоделательной машины для прижима грудок и роликовой прессы.
G) Станок для прокатки войлока
Используются два типа валковочных станков: мокрый и сухой. Рулоны влажного войлока используются в секции пресса бумагоделательной машины, тогда как валки сухого войлока используются в секции окраски бумагоделательной машины.Характеристики такие же, как у барабанной намоточной машины, грудного ролика бумагоделательной машины, роликового пресса и проволочных роликов.
Анализ рынка:
По оценкам аналитиков TMR, стабильный рост составляет 3,6%. Ожидается, что CAGR будет наблюдаться по глобальным гофроящикам в течение прогнозируемого периода с 2017 по 2022 год. Ожидается, что к концу прогнозного периода рынок достигнет оценки в 115,15 млрд долларов США.
Растущая популярность онлайн-продаж стала тенденцией и ключевой движущей силой мировой упаковочной индустрии для упаковочных продуктов на мировом рынке.Популярность и успех онлайн требуют безопасной доставки товаров. Компании электронной коммерции и интернет-магазины будут вынуждены внедрять новые технологии упаковки и использовать различные типы гофроящиков.
Гофропродукция — Гофроагрегат и оборудование для переработки
Гофроагрегат — это самая большая и самая дорогая машина в процессе производства гофрированного картона. Он размером с футбольное поле и может стоить несколько миллионов долларов.Гофроагрегат объединяет рулоны облицовочного картона и среднего в листы гофрированного картона. Типичный гофроагрегат оборудован для работы как с одинарными, так и с двойными стенками с различной высотой канавок. Современные машины также могут быть оснащены инновационными усовершенствованиями, которые предлагают ряд дополнительных функций, таких как функциональные покрытия, цветное покрытие, отрывная лента или внутренние нити, а также водостойкие клеи. Передовые технологии, такие как бритвенные ножи и роботизированные подрезные головки, позволяют машине производить качественный картон с более быстрой настройкой и более короткими отрезками.
Передовые технологии, такие как бритвенные ножи и роботизированные подрезные головки, позволяют машине производить качественный картон с более быстрой настройкой и более короткими отрезками.
После снятия гофрированного листа с гофроагрегата он готов к переработке в готовый гофрированный продукт. Для заводов по производству гофрированного картона доступно разнообразное оборудование для переработки. Каждый из них предназначен для производства определенного ассортимента стилей и нишевых продуктов. Ниже приведен список некоторых стандартных типов машин с кратким описанием того, что они делают:
- Станки для продольной резки и резки гофрированного картона. Большинство устройств подачи листов и гофроагрегатов растения не имеют резцов.Большинство заводов по производству листового металла используют резаки для быстрой работы оборотных рабочих мест нет на складе. Бобинорезка разрезает исходные листы до заданной ширины и добавляет горизонтальную оценку. Продольно-резательные станки также подходят для обработки продуктов с надрезом или ножом.
- Принтер-слоттер печатает, делает прорези и добавляет вертикальные отметки к бланку. Затем заготовки поступают на чистовой станок для соединения. Машины различаются по количеству секций печати и типу печати. Кроме того, некоторые из них более универсальны, чем другие, с такими возможностями, как боковые прорези и возможность работать с насадками для высечки.
- Полуавтоматический конус / склеивающий станок — соединяет заготовки с надрезами и прорезями, образуя готовая коробка. Используется армированная лента шириной 2 или 3 дюйма. для соединения коробок с лентой, и для склеивания используется холодный или термоклей коробки вместе. Коробки пропускаются вручную через машину, затем собираются в связки и / или сложены и укомплектованы для доставки.
- Полуавтоматический сшиватель — соединяет заготовки с прорезями и прорезями с помощью проволочной строчки для формирования готовой коробки. Коробки вручную пропускаются через машину, затем собираются в связки и / или штабелируются и группируются для доставки.
- Фальцевально-склеивающее устройство автоматически соединяет коробки с надрезами и прорезями. Заготовки укладываются на подающий стол и проходят через участок фальцовки и склейки. Коробки подсчитываются, упаковываются и выбрасываются, а затем комплектуются для доставки. Склейки папок различаются по размеру и возможностям.
- Флексографская фальцевально-склеивающая печать, штампы, прорези и коробки для стыков. Это универсальная операция для многих стилей с прямой подкладкой.Машины различаются по количеству секций печати. Кроме того, некоторые из них более универсальны, чем другие, с улучшенными секциями подачи, опциями печати, высеченными секциями и возможностями скорости.
- Плоская высекательная машина вырубает гофрированные заготовки. Существует ряд планшетных высекальных машин. Большинство из них либо недорого, либо дорого. Между ними не так уж много. Большая часть недорогого оборудования является полуавтоматическим, трудоемким и медленным. Дорогое оборудование отличается высокой скоростью и способно печатать, вырезать и снимать полосы с заготовок.Режущие матрицы представляют собой плоские стальные линейчатые матрицы, а не вращающиеся. Машины различаются по размеру и опциям.
- Ротационная высекальная машина вырубает гофрированные заготовки с помощью стальных линейчатых штампов, которые устанавливаются на цилиндр станка. Рабочая лошадка на большинстве заводов по производству гофрированного картона. Машины различаются по количеству секций печати. Также различаются по размеру и опциям.
- Labeler — наносит литографические этикетки на заготовки для улучшения графики. Затем заготовки проходят через другую машину для обработки. Машины значительно различаются по размеру, скорости и опциям.
- Специальная фальцевально-склеивающая машина предлагает добавленную стоимость склеивания, например, угловых клееных лотков и ящиков с замком. Машины имеют передовую технологию складывания и возможность нанесения клея в нескольких местах. Машины различаются по размеру и опциям.
- Ламинатор — склеивает несколько слоев заготовок. Составные продукты обладают большей прочностью и в основном используются в защитной упаковке.
 Коробки вручную пропускаются через машину, затем собираются в связки и / или штабелируются и группируются для доставки.
Коробки вручную пропускаются через машину, затем собираются в связки и / или штабелируются и группируются для доставки. Машины имеют передовую технологию складывания и возможность нанесения клея в нескольких местах. Машины различаются по размеру и опциям.
Машины имеют передовую технологию складывания и возможность нанесения клея в нескольких местах. Машины различаются по размеру и опциям.Китай Оборудование для производства гофрокартона, Производители оборудования для производства гофрокартона, Поставщики, Цена
70 871 найдено товаров из 7,087
Цена FOB для Справки: 60000 долларов США.0-.0
/ шт.
Мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 1-450000
/ Set
Min. Заказ: 1 комп.
Цена FOB для Справки: US $ 6000-110000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 8500-10870 / set
Мин. Заказ: 1 комплект
Цена FOB для Справки: US $ 95000-95800 / set
Min. Заказ: 1 комплект
Цена FOB для Справки: US $-110000
/ шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 32000-40000 / шт. Заказ: 1 шт.
Заказ: 1 шт.
Цена FOB для Справки: US $ 20000-500000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 120000-150000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 1000-200000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 15000-30000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 12200-12500 / Set
Min.Заказ: 1 комп.
Цена FOB для Справки: US $ 30000-150000 / set
Min. Заказ: 1 комплект
Цена FOB для Справки: US $ 200000-450000 / Set
Min. Заказ: 1 комп.
Цена FOB для Справки: US $ 5000-6000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 56000-106000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 125000-155000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 75000-85000 / Set
Min.Заказ: 1 комп.
Цена FOB для Справки: US $ 100000-300000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-0
/ шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-350000 / Set
Min. Заказ: 1 комп.
Заказ: 1 комп.
Цена FOB для Справки: US $ 25000-80000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 56000-62000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 360000-450000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 599999 / Set
Min. Заказ: 1 комп.
Цена FOB для Справки: US $ 8500-10870 / set
Мин. Заказ: 1 комплект
Цена FOB для Справки: US $ 300000-500000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-00
/ шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 32000-40000 / шт. Заказ: 1 шт.
Не нашли то, что хотите?
Easy Sourcing
Размещайте запросы на поставку и быстро получайте расценки.
Уведомление о продукте
Будьте в курсе того, что нового и популярного на рынке.
Китай Машина для производства гофрокоробов, Производители машин для производства гофрокоробов, Поставщики, Цена
Цена FOB для Справки: US $ 6000-110000 / шт.
мин.Заказ: 1 шт.
Цена FOB для Справки: US $ 32000-40000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 20000-500000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 120000-150000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 1000-200000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 15000-30000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-450000 / Set
Min.Заказ: 1 комп.
Цена FOB для Справки: US $ 200000-0
/ шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 56000-62000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 56000-106000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 75000-85000 / Set
Min. Заказ: 1 комп.
Цена FOB для Справки: US $ 8500-10870 / set
Мин. Заказ: 1 комплект
Цена FOB для Справки: US $ 200000-00
/ шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 32000-40000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 599999 / Set
Min. Заказ: 1 комп.
Заказ: 1 комп.
Цена FOB для Справки: US $ 42000-48000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 30000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 24000-35000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 25400-33000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 30000 / шт.
мин. Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-00
/ шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 240000-350000 / Set
Min.Заказ: 1 комп.
Цена FOB для Справки: US $ 55000-95000 / Set
Min. Заказ: 1 комп.
Цена FOB для Справки: US $ 25000-28000 / шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 100000-250000 / шт.Заказ: 1 шт.
Цена FOB для Справки: US $ 200000-00
/ шт. Заказ: 1 шт.
Цена FOB для Справки: US $ 4700 / Set
Мин. Заказ: 1 комп.
Цена FOB для Справки: US $ 12500-13000 / шт.
мин.Заказ: 1 шт.
Не нашли то, что хотите?
Easy Sourcing
Размещайте запросы на поставку и быстро получайте расценки.
Уведомление о продукте
Будьте в курсе того, что нового и популярного на рынке.
{{}}} {{imgUrl.split (‘,’). map (функция (picSrc) {}} {{})}}Old catagory Corrugating Machine — Автоматическая машина для производства гофрированного картона Производитель из Калькутты
Подробнее о продукте:
| Минимальное количество заказа | 1 единица |
| Марка | BRD MANUFACTURING 1 |

1. Линия по производству гофрированного картона — малая машина для гофрирования — Машина для производства гофрированного картона # 001069 Малый гофроагрегат от рулона к рулону или с рулона на лист Состоит из: рулонов поддержка, два корпуса с канавками B и E, резак и стример.Это… Год: | |
2. Производство гофрированного картона с FLEXOPRINTER и FOLDER GLUER # 001093 Производство гофрокартона = 3-х цветная флексографская печатная машина BOBST 2000 + Гофроагрегат Martin + Флексографский фальцевально-склеивающий станок Isowa P.S.5 (2 шт.… Год: | |
3.Гофроагрегат Thrissel 1000 мм — гофрированный картон с канавкой A или B # 001051 Карманный гофрированный картон Thrissell 1000 мм (40 дюймов) гофрированный картон с канавками A или B машина для изготовления, Max- chop ca. 1700 мм, на данный момент пробег 930… Год: | |
4. Машина для производства гофрированного картона в листах OLIVINI + Sheeter STOCK # 001041 ЗАПУСК Б / У КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ПЛАТЫ В ЛИСТАХ (КОРРУГАТОР + ЛИСТ) КОРРУГАТОР — OLIVINI LO37 + ЛИСТЕР — АКЦИЯ S… Год: | |
5. Машина для производства гофрированного картона AGNATI Машина для производства гофрированного картона AGNATI # 000867 КОРРУГАТОР AGNATI В КОМПЛЕКТЕ, РАБОЧАЯ ШИРИНА: 2.500 мм, ФЛЕЙТА: C, B, E, CB, EB, EE, LHDPG, БОЛЬШЕ ДАТ В ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ Год: | |
6. КОРРУГАТОР + 3 ЦВЕТНОЙ ФЛЕКСОГРАФИЧЕСКИЙ ПЕЧАТНЫЙ СЛОТТЕР # 000793 КОРРУГАТОР 1..8 мВт x 200 м / мин и 3-х цветный флексографский принтер слоттер Folder Gluer Модель MITSUBISHI SUMMIT-100S с устройством подачи и обвязкой… Год: | |
7.E&F Флейта CORRUGATOR Combi Line, 1450 мм # 000758 Комбинированная линия Corrugator для производства односторонних и двойных канавок E & F. гофрокартон торцевой, катушки односторонние, рабочая ширина м… Год: | |
8. Гофроагрегат AGNATI GO14 Без пальцев — 2280 мм # 000328 Гофрированная леска для многослойных волн (канавка B + C), Рабочая ширина: 2280 мм, см. Видео 1: http: // www.youtube.com/watch?… , Видео 2: ч… Год: |
Не нашли на нашем складе именно тот станок, который вам нужен? Спросите нас, пожалуйста! Может быть, в настоящее время у нас есть для вас новая альтернатива, которую мы можем вам любезно предложить.
Другие группы в этой категории:
KOLBUS Autobox | Машины для изготовления картонных коробок Оборудование для производства картонных коробок
Как завод по производству коробок или картонных коробок, мы предоставляем вам оборудование для производства коробок высочайшего качества. Вы получаете преимущества более чем сорокалетнего опыта работы с коробками и гофрированным картоном, предоставляя своей компании инструменты, необходимые для удовлетворения потребностей клиентов, независимо от того, какой вид коробки, поддона или картона они требуют. Наши машины универсальны, просты в использовании и подходят как для коротких, так и для средних или длинных тиражей. Они работают слаженно и эффективно. Вы даже можете запускать дополнительные модули, такие как MultiNova, чтобы максимизировать интеграцию ваших процессов и эффективность вашего блочного завода. Узнайте больше о наших машинах.
Вы получаете преимущества более чем сорокалетнего опыта работы с коробками и гофрированным картоном, предоставляя своей компании инструменты, необходимые для удовлетворения потребностей клиентов, независимо от того, какой вид коробки, поддона или картона они требуют. Наши машины универсальны, просты в использовании и подходят как для коротких, так и для средних или длинных тиражей. Они работают слаженно и эффективно. Вы даже можете запускать дополнительные модули, такие как MultiNova, чтобы максимизировать интеграцию ваших процессов и эффективность вашего блочного завода. Узнайте больше о наших машинах.Как конечный пользователь, вы обнаружите, что наши машины для производства коробок дают компаниям любого размера больший контроль над процессом упаковки. Вам больше не нужно полагаться на третьих лиц, но вы можете производить индивидуальные коробки малыми или средними тиражами в тот момент, когда они потребуются. Упаковка, которая идеально подходит для вашего продукта, снижает затраты и минимизирует воздействие на окружающую среду, всегда у вас под рукой. Boxer — идеальная машина для максимальной настройки и контроля для конечных пользователей.
Посмотрите наши видео выше, чтобы увидеть машины в действии.Изучите подробные страницы продуктов, чтобы найти все, что вам нужно знать о любой машине для изготовления коробок. У нас есть клеильные машины Autobox, Boxer, MultiNova и многое другое.
Мы — устоявшаяся компания, которая на протяжении десятилетий является лидером в области технологий производства коробок. С самого начала мы расширили свой опыт, чтобы охватить более двадцати пяти стран по всему миру. Мы предоставили оборудование высочайшего уровня сотням заводов по производству коробок по всему миру, а также даем возможность предприятиям конечных пользователей контролировать свою упаковку и экономить деньги.Autobox — дочерняя компания Kolbus AutoBox, которая начала свою деятельность в Великобритании и была основана для доставки машин для производства коробок в Северную Америку.

Kolbus AutoBox стремится к совершенству. В 2016 году мы выиграли премию Королевы за предпринимательство в международной торговле, одобренную Букингемским дворцом и Институтом экспорта и международной торговли. Эта награда отмечает только действительно выдающиеся достижения. Он демонстрирует нашу приверженность производству и поставке оборудования высочайшего качества для предприятий по всему миру.
Мы серьезно относимся ко всем нашим клиентам и гордимся тем, что обеспечиваем высочайший уровень обслуживания и помощи. Это проявляется не только в качестве нашего оборудования, но и в преданности делу и приверженности, которые мы обеспечиваем каждому клиенту. Kolbus AutoBox здесь для вас, будь то первый запрос или давние отношения.
Машины для изготовления картонных коробок обладают множеством преимуществ, которые оптимизируют ваш процесс изготовления коробок. Одна универсальная машина может создавать более 100 различных стилей коробок.Будучи малотоннажными и среднесерийными машинами, AutoBox или Boxer принимают на себя нагрузку от высокоскоростного конвертерного оборудования, позволяя долговечным машинам работать без перебоев и с максимальной эффективностью. Время между настройками машины не теряется, поэтому ваш процесс проходит максимально гладко, при этом вы по-прежнему можете создавать коробки, картонные коробки и упаковки различной формы.
Наши машины для изготовления картонных коробок имеют время настройки всего шестьдесят секунд и разработаны с учетом потребностей пользователя. Управление простое и интуитивно понятное.Вы можете создавать коробки любой формы и размера за считанные минуты. Ваш процесс становится плавным и эффективным, независимо от того, являетесь ли вы промышленным предприятием или конечным пользователем.
Откуда берутся ваши коробки? Kolbus AutoBox дает вам свободу от сторонних поставщиков. Вам больше не нужно хранить коробки наготове, когда придет необычный заказ; Вы можете изготовить нужные вам коробки именно тогда, когда они вам понадобятся.

Перспективы упаковки меняются. Крупные международные компании теперь спрашивают своих клиентов в послепродажных анкетах, считают ли они, что упаковка подходит для продукта.Клиентов во всем мире учат смотреть на свою упаковку не только критически, но и с учетом воздействия своих покупок на окружающую среду. Если ваши клиенты думают об окружающей среде, вы тоже должны думать об окружающей среде.
Клиенты осознают, что большие картонные коробки не являются экологически чистыми и, как известно, влияют на возвратные продажи. Машина для изготовления коробок уменьшает ваш углеродный след. Он позволяет создавать коробки идеального размера и формы для вашего продукта.Вам больше не понадобится упаковка арахиса и других наполнителей; вы сокращаете лишние материалы (экономите деньги) и удовлетворяете меняющиеся потребности клиентов. Ваша упаковка может быть более экологически чистой, чем когда-либо.
Не только эта упаковка, но и упаковка подходящего размера также делают доставку вашего продукта более надежной. Это сводит к минимуму поломки при доставке. Вы уменьшаете количество возвратов и, как следствие, стоимость. Вы также можете упаковать больше продукции в каждый грузовик, что снизит транспортные расходы и выбросы углерода.
Как завод по производству коробок, вы можете рекламировать эти преимущества своим клиентам. Поскольку наши машины обеспечивают решения для краткосрочных и среднесрочных серий, создание коробок, отвечающих требованиям нишевых клиентов, не составляет труда и не отнимает от ваших долгосрочных процессов.
Короче , машина для изготовления коробок может предоставить:
- Упаковка нестандартного размера
- Коробки картонные печатные
- Сниженный углеродный след
- Сниженные затраты
- Более плавный процесс
- Довольные клиенты
Если вы хотите узнать больше о том, как машины AutoBox или Boxer могут помочь вашему бизнесу и процессам изготовления коробок, свяжитесь с Kolbus AutoBox сегодня.

Добавить комментарий